圆锥参数测量辅具的设计
2014-03-22 05:47刘兴富刘瑞玲
计量技术 2014年2期
刘兴富 刘瑞玲
(1广州威而信精密仪器有限公司,西安 710075;陕西五环(集团)实业有限责任公司,西安 710038)
0 引言
圆锥结合在机械、仪器及工具等结构中应用广泛,实现圆锥结合的互换性,对提高产品质量、降低生产成本,具有重大意义。
圆锥与圆柱相比,圆锥结合有如下一些特点:
1)能保证结合件相互自动对准中心,它不仅能使结合件的轴线重合得很好,而且经多次装拆亦不受影响;
2)配合间隙或过盈的大小可以调整,通过调整内、外圆锥的轴向相对位置,得到不同性质的配合,延长零件的使用寿命;
3)配合紧密而又便于装拆,具有自锁性能,能够传递一定的扭矩,传动装置结构简单紧凑,加工和装配方便,经济性好。
圆锥参数的测量,如何正确选择测量方案和正确评定圆锥零件的质量,是提高圆锥零件质量,保证互换性不可缺少的环节。
圆锥参数一般包括:圆锥角a (或锥度C)、大端直径D、小端直径d和锥体长度L等。笔者将以零件实例,讨论圆锥参数在加工过程中的具体测量方法。在大批量生产中内、外圆锥零件参数的测量,既要求准确可靠,又要求能在生产现场随时测量。准确、便捷、高效率的测量方法,是提高内、外圆锥零件质量的保证。
通常内、外圆锥零件参数的测量方法有:
量规法、涂色法。将内、外锥涂色与圆锥塞、环规相接触,根据接触长度判断被测内、外圆锥角是否合格。这种方法要求测量者经验丰富,且不知道内、外圆锥各参数的实际值;
仪器测量法、正弦规测量法。方法成本和环境条件要求高,测量过程比较复杂,不适合在车间现场测量。
本文采用辅具测量圆锥零件的参数,并对现场实用测量辅具的设计方法,进行了详细论述。
1 内、外圆锥角的测量
内、外圆锥角测量辅具均是根据如图1a所示的圆柱测量外锥斜角的正切原理设计,即
(1)
式中,a 为圆锥角;C为锥度值C=2tan(a /2)。
辅具结构设计如图1b、c所示:均采用钢球环结构,一组钢球用隔离架与内、外环固定成一体,固定环与活动环应具有一定的弹性,以使它们很好地与被测圆锥接触。测量元件采用测微表或计量传感器。

图1 内、 外锥辅具设计
当辅具的测量元件选用测微表时,应将被测内、外圆锥角a 的变化量Δa ,转化为固定环和活动环测球中心之间距离L的变化值ΔL。这样就将复杂圆锥角的测量转化为简单的长度测量。运用锥度公差计算比锥角计算简便,为此,对式(1)微分得
(2)
在此,将本文设计给出锥角及锥角公差,换算为锥度及锥度公差:
将内锥:a /2=3°20′,Δa /2=±1′,D=25.4mm,d=20.64mm,及外锥:a /2=3°30′,Δa /2=±1′,D=26.10mm,d=19.70mm代入式(1)、式(2)得
内锥:C=0.116401,外锥:C=0.122399。
内锥、外锥:ΔC=±0.0003。
内锥:L=40.893mm,ΔL=±0.105mm; 外锥:L=52.288mm,ΔL=±0.128mm。
测量时,先用6°40′标准圆锥塞规、7°标准圆锥环校对测微表的“零位”,这时,测微表的零位与内锥6°40′相对应、与外锥7°相对应。
当辅具的测量元件选用计量传感器时,可以将计算通过软件硬化在芯片里,直接显示锥度偏差和锥角偏差。
2 内、外圆锥直径的测量
2.1 锥孔大端直径的测量
1)将径向转化为轴向的测量
锥孔大端直径采用通用量具测量误差大,不能保证测量精度要求。如图4圆锥零件的锥孔大端直径为Ф300+0.052,公差仅为0.052mm。为此,将径向尺寸测量转化为轴向尺寸测量,用专用量具—卡规和标准圆锥塞规配合测量,简单、直观、方便,测量原理如图2所示。

图2 测量原理
2)计算公式的推导
设锥孔锥角为a ,那么斜角为a /2,当锥孔直径尺寸变化量(直径公差)为ΔD时,计算轴向尺寸变化量(轴向尺寸公差)ΔH
由图3几何关系可得
(3)
(4)

图3 测量锥孔大端直径的专用量具—标准塞规
式(4)就是计算轴向尺寸变化量的通式,当圆锥以锥度标注时,计算更为简便。

3)测量方法
如图3所示,可以在塞规大端端面磨一个台阶,台阶高等于轴向尺寸公差ΔH。检查工件端面是否在此台阶高度内,即可确定锥孔大端直径是否合格。
2.2 圆锥大、小端直径的测量
圆锥大、小端直径的测算方法相似(求解过程相同),测算步骤和方法如下:
如图4所示,测量辅具由基座、标准圆柱、外径千分尺组成。先用直径为 d的标准圆柱,测出如图4a和图4b的尺寸m1,由几何关系得
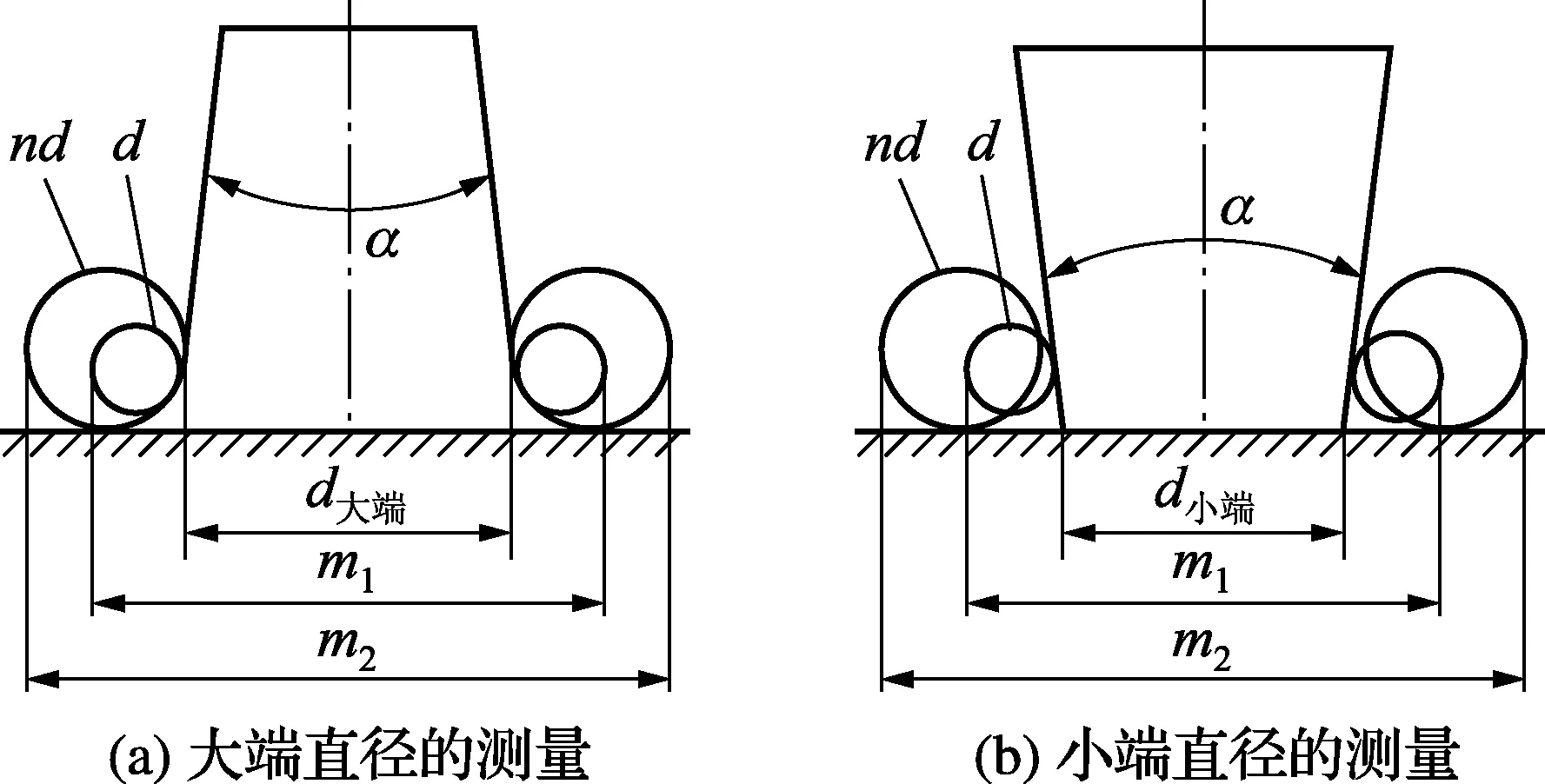
图4 圆锥大、小端直径的测量
(d大端用正号,d小端用负号)
(5)
再以直径为 nd的标准圆柱,测出图5a和图5b所示的尺寸m2,则
(d大端用正号,d小端用负号)
(6)
由式(5)乘以n 减 式(6)得
(7)
n 可以取为任意值,在此,笔者取大、小标准圆柱直径之比,即n=nd/d,代入式(7)后可得
(8)
对式(8)等式两端求导(把标准圆柱直径看作常量):
式中,Δd大端(Δd小端)为被测圆锥大、小端直径
(9)
从式(9)可以看出,标准圆柱的直径,直接影响着测量精度。为了减小标准圆柱直径对被测圆锥大、小端直径测量精度的影响,应尽量选取较小的标准圆柱直径,且大、小标准圆柱直径应为相近的适当值。笔者将标准圆柱nd取φ4mm,标准圆柱d取φ3mm的圆柱直径分别进行(二次)测量。
令式(9)中的nd-d=1,则式(9)可简化为
Δd大端(Δd小端)=nd·Δm1-d·Δm2
(10)
对式(10)进行分析可知,Δd大端(Δd小端)直径的测量误差,与两次测量时大(nd)、小(d)圆柱直径及它们的直径差值有关:标准圆柱的直径及大、小差值越大,对Δd大端(Δd小端)直径的测量影响也越大。
从测量实际考虑,m1、m2是用同一计量器具,对相同的尺寸段的两次测量,故有
Δm1=Δm2=Δm
则

(11)
从式(11)可知,当取大(nd)、小(d)圆柱直径的差值等于1时,Δd大端(Δd小端)直径的测量准确度,仅与选用计量器具的误差有关。
最后应指出的是,本文方法只增加了一次测量,就大大简化了已往方法参数的计算,使计算式不含角度参数,并采取大(nd)、小(d)圆柱直径的差值等于1,来避免角度误差,减小圆柱直径对圆锥大、小端直径测量准确度的影响。
3 结束语
辅具根据精度要求,指示表可选用百分表或千分表。辅具结构简单,一般中小型机械厂都可以自制。辅具可实现车间现场随时测量,准确可靠,轻巧耐用,完全能满足生产现场测量要求。
[1]张玉文,唐家才.角度测量.中国计量出版社,1998
[2]陈于平,高晓康.互换性与测量技术.高等教育出版社,2004
[3]王伯平,主编.互换性与测量技术基础.机械工业出版社,2005
[4]胡晓昌.自制盲孔检具的应用.计量技术,2010(3)
猜你喜欢
消费导刊(2020年25期)2021-01-27
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
北京广播电视报(2019年21期)2019-09-02
汽车零部件(2019年7期)2019-08-14
经济技术协作信息(2018年22期)2019-01-19
铁道学报(2018年11期)2018-12-13
电力与能源(2017年6期)2017-05-14
幸福(2016年5期)2016-04-19
视野(2015年21期)2015-02-05