防紫外线PA6细旦FDY的生产工艺探讨
2014-03-22 08:50:46吕传香杨建春牟贞艳
合成材料老化与应用 2014年2期
吕传香,杨建春,牟贞艳
(烟台华润锦纶有限公司,山东烟台264006)
具有防紫外线功能的全消光PA6细旦全拉伸丝(FDY)具有独到的优势,包括光稳定性好、色牢度高、着色均匀、光泽亮丽等,这些都是常规细旦FDY无法达到的。全消光FDY丝用全消光切片纺丝制得,切片中二氧化钛含量高达1.6%,是普通半消光切片二氧化钛含量的5~6倍。由于二氧化钛是一种金属氧化物,是一种性能优良的紫外线屏蔽剂,因此该丝加工的织物具有防紫外线的功能,产品附加值较高。细旦纤维和超细旦纤维具有良好的服用性能,在纺织用纤维中占有主导地位,可用来纺制高仿真纤维以替代天然纤维,其纺丝织物可达到轻、柔、爽、滑的效果。
目前锦纶纤维的主要生产方法是切片熔融法,原料利用率高,成本低,工序简单,是化学纤维生产最常用的方法。对于具有防紫外线功能的全消光PA6细旦FDY纤维生产,因其纤度低(8至20旦尼尔)、二氧化钛含量高、摩擦大、制造过程易产生毛丝、断头等,所以生产难度大,尤其是20旦尼尔以下的纤维满卷率较低。我公司通过调整生产工艺、对设备进行适当改造调整等方式,成功开发出多种具有抗紫外线功能的全消光PA6细旦FDY产品,生产满卷率高,产品质量优异。本文以22.2dtex/7f品种为例进行探讨,以供同行参考。
1 试验
1.1 原料与试剂
BASF产全消光PA6切片,其各项指标:含水率<0.020%;相对粘度2.42;二氧化钛1.6%;粒度80粒/克。
1.2 设备与仪器
主要生产设备:
纺丝机,由北京三联虹普科技有限公司组装制造;ATi-12R/8型卷绕机,日本TMT公司制造。
主要检测仪器:
FDAME型全自动强伸仪,德国Textecho公司制造;YG086型缕纱测长仪,山东莱州市电子仪器有限公司制造;5-C800型条干均匀度测试仪,瑞士乌斯特公司制造。
1.3 试验
生产工艺流程如下:
全消光PA6切片→螺杆机压机熔融→计量泵→纺丝组件及喷丝板→侧吹风冷却→集束上油→拉伸→热辊定型→交络→卷绕头卷装→FDY产品。
纺丝温度265℃~270℃;卷绕速度4400~4500m/min;拉伸倍数1.3~1.4;热辊定型温度145℃~155℃。
2 结果与讨论
2.1 原料
BASF全消光PA6切片,各项化学指标严格控制,尤其含水率必须控制在0.020%以内。为达到抗紫外线的效果,二氧化钛的含量必须达到规定值,实践证明,BASF切片二氧化钛含量为1.6%,织物具有较好的抗紫外线效果。
2.2 喷丝板的设计
喷丝板的设计至关重要,直接关系到生产过程的可纺性和产品质量。如果喷丝板设计不当,会造成歪脖丝、注头丝、毛丝、飘丝等多种不良,引起断头并影响产品的内在质量。
第一要考虑熔体流动的均匀性,组件中间的熔体容易通过,而周边的熔体受到阻力较大,二氧化钛容易在喷丝孔周边形成死角,因此设计喷丝板时首先要防止熔体在板孔中形成死角,保证熔体流动的均匀性。
第二要考虑喷丝板孔的高度和直径(长径比)。为减少熔体从喷丝板喷出时熔体膨化现象,应结合喷丝头拉伸倍数考虑,采用适当的长径比。选择较大的长径比有利于释放熔体内部应力,减少管口膨化效应,但喷丝板的加工和清洗难度也会加大[1]。经过实验,采用2.5~3.0的长径比可以获得理想的效果。对于22.2dtex/7f品种,微孔直径一般控制在0.23mm~0.25mm。
第三要考虑到丝束的冷却效果,单丝线密度较高,容易在表层和内部形成温差,产生应力造成丝条破裂甚至断丝,因此设计时要充分考虑丝条冷却效果,喷丝板孔的排布要科学合理,要保证足够的孔间距,并使丝条获得相同的冷却效果[1]。
2.3 纺丝和卷绕工艺
2.3.1纺丝温度
全消光切片的二氧化钛含量达到1.6%左右,是普通半光切片二氧化钛含量的5倍以上,在切片熔融时对熔体的流变性产生很大影响,要确保纺丝效果,尤其细旦FDY,必须调整合适的纺丝温度。纺丝温度过高,会使聚合物的热分解加剧,造成相对分子质量降低和出现气泡丝,并因熔体黏度太低而出现毛细断裂,形成“注头”。纺丝温度过低,会使熔体黏度过高,增加泵输送的负担,往往出现漏料,而且使挤出物出口胀大现象趋于严重,甚至出现“熔体破裂”现象,影响正常纺丝。严重时还会出现硬头丝,使丝发白,暗无光泽,手感发硬,后拉伸时断头增加,甚至不能拉伸[2]。通过实验得知,纺丝温度在265℃~270℃时,纺丝效果最佳。
2.3.2丝条冷却条件
因为该纤维对冷却的要求较高,需要系统研究丝条的冷却。生产采用侧吹风冷却方式,关键控制参数包括风速、风压、风温、风湿,冷却距离等。
为保证各纺丝位出风的稳定性和均匀性,空调系统要提供一定压力的侧吹风,一般风压控制在400Pa~500Pa是比较合适的。
为使丝条获得均匀的冷却效果及良好的后拉伸性能,要避免丝束骤冷形成内外层温差,应减缓丝束的冷却速度。一方面,侧吹风温度不能太低,风速不能太高,另一方面,冷却的距离不能太短。在生产过程中采用18℃的露点风,湿度控制在80%以上。同时我公司通过对现有设备的改造,将丝束的上油点由二楼下降到一楼,延长了冷却距离,获得满意的生产效果。
侧吹风风速也是一个非常关键的参数,风速过高易引起湍流,引起丝束的振动和抖动,而风速过低易受野风干扰,造成丝束凝固点飘移。风速过高或过低都会影响产品的条干均匀度。通过实验发现,对于22.2dtex/7f全消光FDY,侧吹风控制在0.3~0.35m/s比较合适。
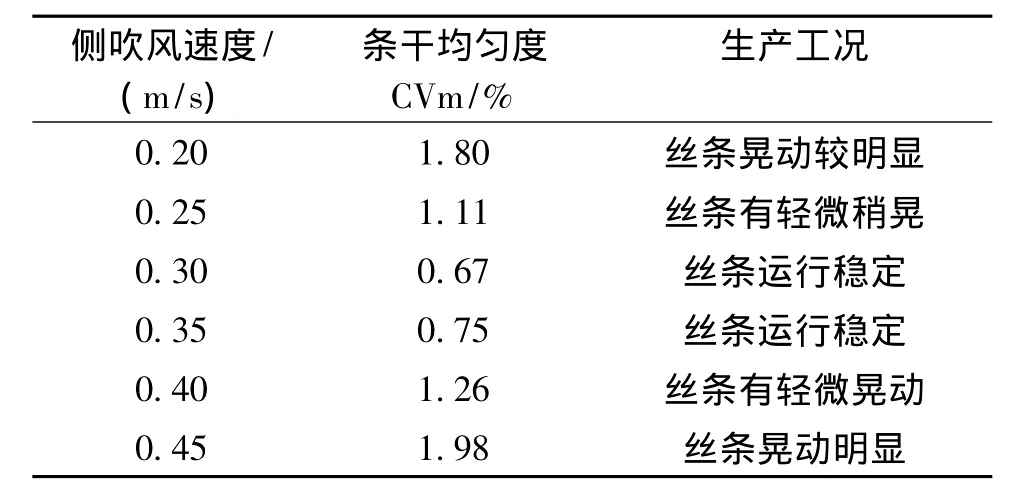
表1 侧吹风速度对条干均匀度的影响(22.2dtex/7f)Table 1 Effects of quenching speed on evenness of fiber
2.3.3上油位置和上油方式
纺二氧化钛含量高的全消光切片时,丝条不易冷却,过早上油使丝条固化不能充分冷却,影响丝条的拉伸性能。我公司通过设备改造,将上油点从二楼下降到一楼,增加了丝束的冷却距离,使平均轴向温度梯度减少,从而使初生纤维的预取向度减少,具有良好的后拉伸性能。
2.3.4拉伸倍数及定型温度
拉伸倍数(GR2与GR1的速度比)提高,纤维的断裂强度会增加,但如果拉伸倍数超过临界值,会使纤维内部的大分子链发生滑移甚至断裂,引起纤维取向度和强力下降,因此拉伸倍数应控制在适当的范围内[3]。
为了提高纤维的拉伸性能,消除纤维在拉伸过程中产生的内应力,拉伸过程中进行热定型,定型温度随拉伸倍数的增加适当提高。热定型温度一般设定在145℃~155℃,温度过高会影响FDY油剂稳定性,在热辊上产生结焦,影响产品质量。
从表2可看出,拉伸倍数小于1.4时,随着拉伸倍数提高,丝束断裂强度上升,断裂伸长下降,当拉伸倍数超过1.5以后,随着拉伸倍数的增加,断裂强度和断裂伸长均下降。因此,生产22.2dtex/7f PA6全消光FDY时,拉伸倍数一般控制在1.3~1.4,热辊定型温度为145℃~155℃。

表2 拉伸倍数对产品质量的影响(22.2dtex/7f)Table 2 Effects of stretch ratio on the quality of the products
2.3.5卷绕速度
卷绕速度一般要低于GR2和GR3的速度,以使丝条内应力得到一定程度的释放,并保证丝饼具有较好的成型。对于22.2dtex/7f全消光FDY,卷绕速度一般控制在4400~4500m/min。
2.4 产品质量
通过对各工艺参数的调整,最终生产的22.2dtex/7f全消光FDY产品指标如下:
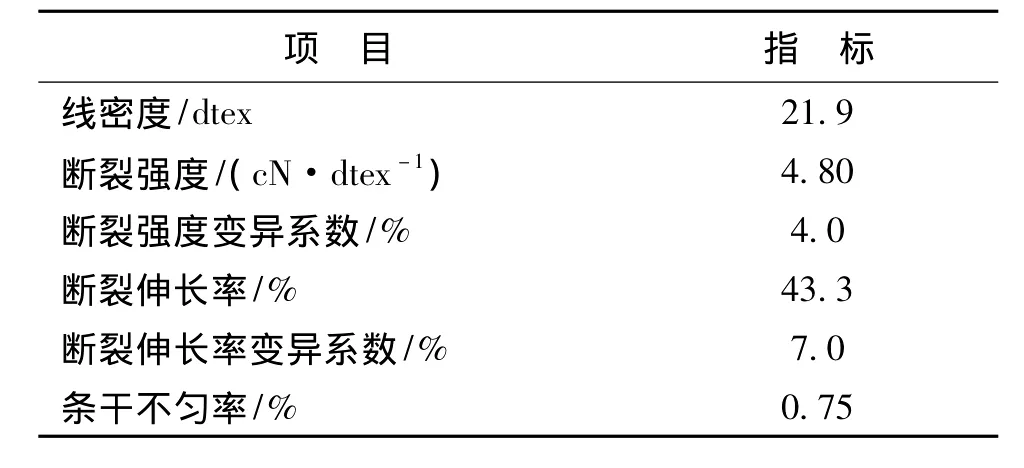
表3 产品抽检指标(22.2dtex/7f)Table 3 Index of Sampling observatio n
3 结论
(1)生产具有防紫外线功能锦纶长丝对切片质量要求较高,使用全消光切片生产,紫外线屏蔽剂TiO2含量等指标必须达到要求;
(2)喷丝板的设计对产品质量有显著影响,要选择恰当的长径比,提高产品质量,同时要考虑清洗和制造的困难程度;
(3)冷却条件直接影响到丝束内部分子的取向、结晶和后拉伸性能,要严格控制侧吹风的风速、风温、风湿和风压,减缓冷却速度,延长冷却距离;
(4)拉伸倍数的增大有利于提高产品的断裂强度,但超过临界点后,会破坏纤维内部分子结构引起强力的下降,因此拉伸倍数的选择要适当。对22.2dtex/7f品种,拉伸倍数选择1.3~1.4比较合适。
[1]刘让同,李锐.喷丝板的设计生产[J].轻纺工业与技术.2011,40(1):17-20.
[2]梁冬.全消光锦纶6全拉伸丝生产工艺探讨[J].合成纤维.2006,12:43-45.
[3]李生强,王新,王振,等.11.1dtex/7f细旦PA66 FDY生产工艺探讨[J].合成纤维工艺.2012,35(1):72-74.
猜你喜欢
伴侣(2024年6期)2024-06-26 05:00:52
中国氯碱(2023年1期)2023-02-22 06:34:34
合成材料老化与应用(2022年3期)2022-06-27 07:09:14
纺织报告(2021年12期)2021-12-20 05:06:28
纺织科技进展(2021年3期)2021-06-09 08:07:20
农业环境科学学报(2017年2期)2017-03-20 14:57:35
合成纤维工业(2016年5期)2016-11-16 06:21:14
当代化工研究(2016年6期)2016-03-20 16:21:37
应用化工(2014年11期)2014-08-16 15:59:13
无机盐工业(2012年2期)2012-03-19 20:38:38