
喷丝板挠度的建模及分析
2016-11-16 06:21:14彭卫东葛光涛
合成纤维工业 2016年5期
王 华,许 东,彭卫东,葛光涛,石 磊
(1.西安航天复合材料研究所,陕西 西安 710089; 2.西安康本材料有限公司,陕西 西安 710089;3.高性能碳纤维制造及应用国家地方联合工程研究中心,陕西 西安 710089)
喷丝板挠度的建模及分析
王华1,3,许东1,3,彭卫东2,3,葛光涛1,3,石磊2,3
(1.西安航天复合材料研究所,陕西 西安 710089; 2.西安康本材料有限公司,陕西 西安 710089;3.高性能碳纤维制造及应用国家地方联合工程研究中心,陕西 西安 710089)
根据喷丝板工作的固定情况和工作载荷类型建立了喷丝板弹性变形的数学模型,得出了喷丝板挠度方程并进行了求解。结果表明:设计参数相同时,SUS 304不锈钢和钽材质喷丝板在相同压力下挠度相差不大;喷丝板的挠度与压力成正比,与厚度三次方成反比,随半径的增大而增大,随无孔区半径(r)的增大而减小;以聚丙烯腈基碳纤维原丝的纺丝为例,在喷丝板材质为SUS 304不锈钢,其半径为30 mm,厚度为2 mm的条件下,湿法纺丝时,喷丝板的r大于2 mm,可实现顺利纺丝;干喷湿纺时,r大于6 mm,可减小内圈的掉胶,顺利纺丝。
喷丝板挠度建模分析聚丙烯腈基碳纤维原丝纺丝
喷丝板作为纺丝的喷丝部件直接影响着原丝的质量,对聚丙烯腈基碳纤维原丝来说尤其如此[1-2]。喷丝板作为纺丝装置的核心零部件,不仅加工难度大,成本高,而且容易损坏[3]。目前相关研究人员在喷丝板孔数、孔径、孔形、孔间距、孔排布形式、板面大小、厚度、材料以及制造精度等方面做了大量的设计优化工作[4-8]。然而实际生产中由于喷丝板结构的改变,在压力不稳定和过滤精度较差的条件下,很容易出现喷丝板翘曲变形。特别是在进行干喷湿纺时,喷丝板的变形会导致聚合液粘板掉胶致使可纺性变差。因此有必要研究喷丝板变形的原因,提高喷丝板的安全性。作者根据喷丝板工作时的固定情况和工作载荷(q)类型,将喷丝板简化为周边固定、承受均布载荷(q0)的圆形薄板,建立了薄板的弹性曲面微分方程,对其进行了求解,并以SUS 304不锈钢和钽(Ta)材质喷丝板为例进行了工程验证,为生产提供了理论依据。
1 喷丝板弯曲变形的理论分析
对于薄板的小挠度(w)弯曲问题,可在满足薄板的边界条件下,由弹性曲面的微分方程(1)求出w。
D▽4w=q
(1)
由于求解圆形薄板的弯曲问题,采用极坐标比较方便。以薄板中心为坐标原点,可将w和q看作无孔区半径(r)和角度(θ)的函数,即
w=w(x,y)
(2)
q=q(x,y)
(3)
因为w和q既是r,θ的函数,又是x,y的函数,利用极坐标与直角坐标之间的关系,可以得出:
(4)
将公式(4)代入弹性曲面微分方程(1)可以得出:
(5)
因为圆形薄板所受的q是绕z轴对称,所以q只是r的函数。薄板的弹性曲面也是绕z轴对称,即w只是r的函数。此时弹性曲面的微分方程(5)可以被简化为:
(6)
常微分方程(6)的解是:
w=C1lnr+C2r2lnr+C3r2+C4+w1
(7)
式中:w1是任意一个特解,可根据q来选择;C1,C2,C3,C4是任意常数,根据边界条件来确定。如果把薄板的中心取做坐标原点,r等于薄板半径(R)处固定。圆形薄板的边界条件:
(w)r=R=0
(8)
(9)
2 公式推导及求解
受q0作用的中心无孔薄板,w1可以取为mr4,其中m为常数,将w1代入常微分方程(6),求得:
(10)
于是方程(6)的解为:
w=C1lnr+C2r2lnr+C3r2+C4+q0r4/64D
(11)
根据边界条件求C1,C2,C3,C4。如果在薄板的中心没有孔,则C1,C2均等于0。否则在薄板中心,内力将趋于无穷大。中心无孔的薄板边界条件为:
(12)
(13)
根据公式(9),具有固定边r等于R的薄板边界条件求得:
(14)
(15)
最后得出具有固定边的q0作用的中心无孔薄板的有关w的方程为:
(16)
喷丝板的最大挠度(wmax)应满足:
(17)
式中:[w]为喷丝板的许用挠度。
3 结果与讨论
3.1喷丝板材料对w的影响
从图1可以看出,当喷丝板的设计参数相同时,在相同压力(P)下,SUS 304不锈钢和Ta喷丝板的w非常接近,但是2种材料的喷丝板的w都随着P的增大而增大。其原因从表1可以看出,SUS 304不锈钢和Ta材质相关的E,ν都很接近。当喷丝板的设计参数相同时,在同样的P下,它们的w也近乎相等。但是由于Ta的硬度要比SUS 304不锈钢大得多,在对喷丝孔进行加工时,相同h的不锈钢板要比Ta板容易加工。
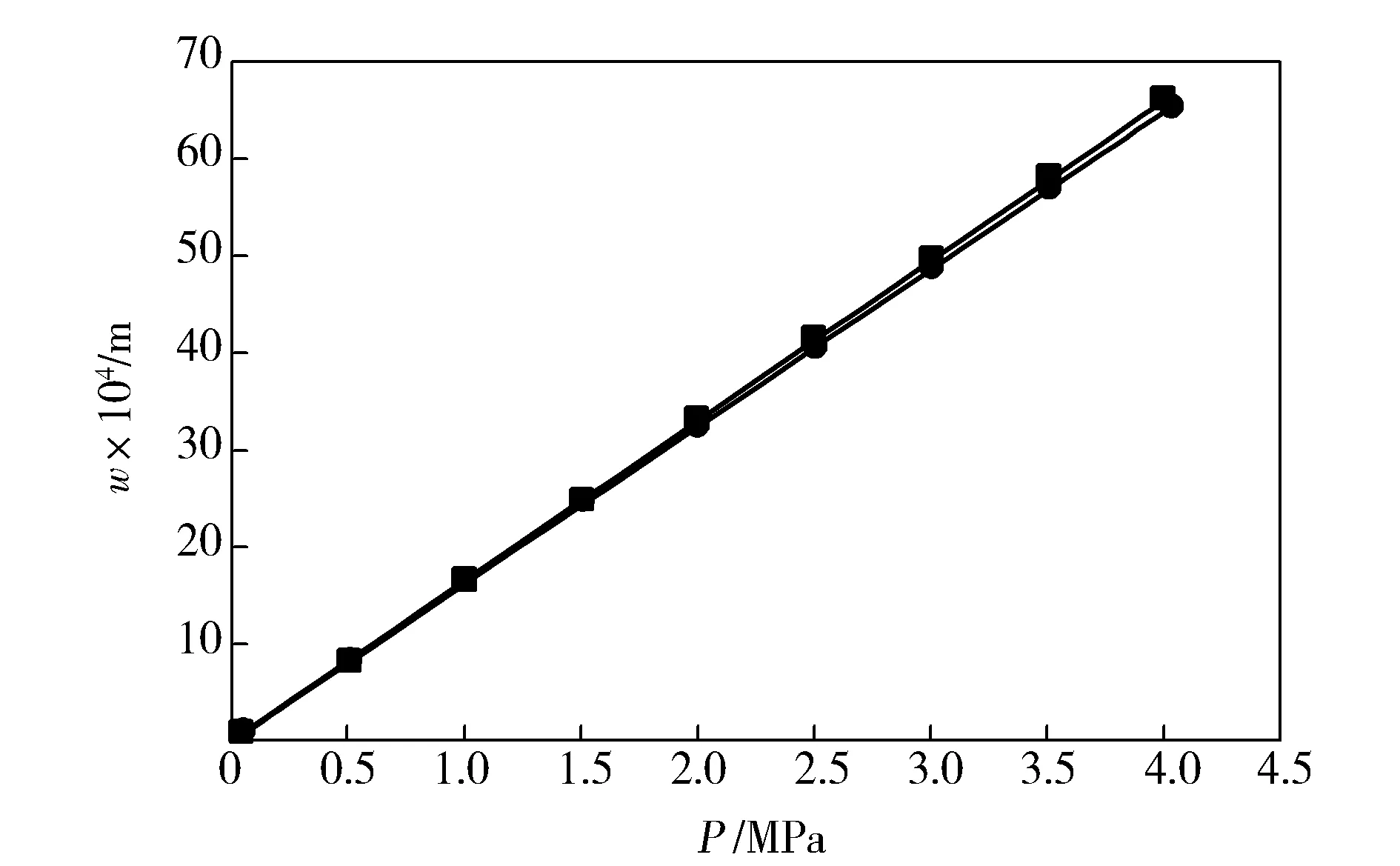
图1 不同材质喷丝板P-w曲线Fig.1 P-w curve of spinnerets of different materialR为30 mm,h为0.75mm,r为2 mm。■—Ta;●—SUS 304不锈钢

材料 拉伸强度/MPa E/GPaν硬度/HVSUS304≥5202000.30200Ta≥4721900.35890
3.2喷丝板h对w的影响
从图2可以看出:P为0.5 MPa时,h为1mm的喷丝板,其w为3.43×10-4m,而h为2 mm的喷丝板,其w为0.43×10-4m;当P升高到3.0 MPa,h为1mm的喷丝板,其w为20.55×10-4m,h为2 mm的喷丝板,其w为2.57×10-4m;在相同的P下,h较小的喷丝板的w大,喷丝板的w和h3成反比,h每增加一倍,w减小1/8。
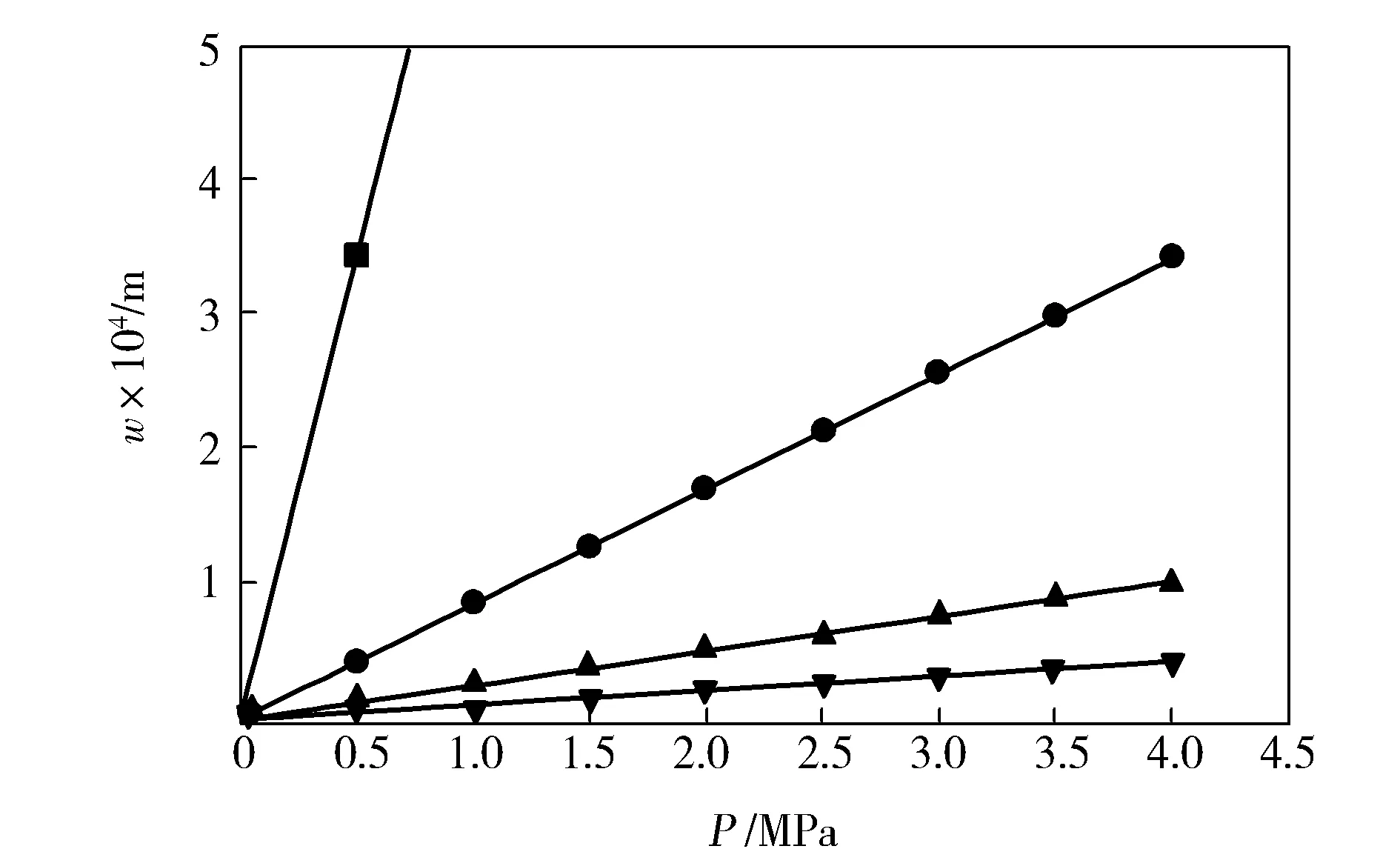
图2 不同h的喷丝板P-w曲线Fig.2 P-w curves of spinnerets with different hR为30 mm,r为2 mm,材质为SUS 304不锈钢。■—1 mm;●—2 mm;▲—3 mm;▼—4 mm
由于湿法纺丝和干喷湿纺的凝固状态不一样,喷丝板的变形对于湿法纺丝影响不大,但是在干喷湿纺的时候,由于聚合液黏度高,机头压力大,薄的喷丝板变形非常厉害。使用h为0.75 mm的Ta喷丝板在进行湿法纺丝时,反复使用多次,喷丝板仅有轻微的变形,然而在进行干喷湿纺时,喷丝板立即鼓包变形,无法进行纺丝。使用h为1mm的不锈钢喷丝板进行干喷湿纺时,喷丝板面有一定的变形,喷丝孔附近出现掉胶和较重程度的并丝现象。使用h为4 mm的不锈钢喷丝板,无此现象产生。
3.3喷丝板R对w的影响
从图3可以看出,在P为0.5 MPa时,R为30 mm的喷丝板的w为0.44×10-4m,而R为45 mm的喷丝板的w为2.25×10-4m。根据生产实际发现,R为30 mm的喷丝板可以承受0~3 MPa压力,而R为45 mm的喷丝板仅能承受0~0.5 MPa压力,高于此压力就容易产生变形。这说明喷丝板的w随着R的增大而增大。在生产过程中承受P的能力随着R的增大而减小,为了减小w对喷丝板的变形的影响,在增大喷丝板R的同时,必须增大喷丝板的h。

图3 不同R的喷丝板P-w曲线Fig.3 P-w curves of spinnerets with different Rh为2 mm,r为2 mm,材质为SUS 304不锈钢。▼—45 mm;▲—40 mm;●—35 mm;■—30 mm
3.4喷丝板r对w的影响
从图4可以看出,在P为0.5 MPa时,r为2,4,6 mm的喷丝板的w为0.43~0.40×10-4m。当P升高到3 MPa时,w为2.56~2.38×10-4m。这说明随着r的增大,喷丝板的w在逐渐减小。实验发现,湿法纺丝过程中喷丝板r大于2 mm即可实现顺利纺丝。在干喷湿纺过程中,喷丝板r大于6 mm,可减小内圈的掉胶,顺利纺丝。
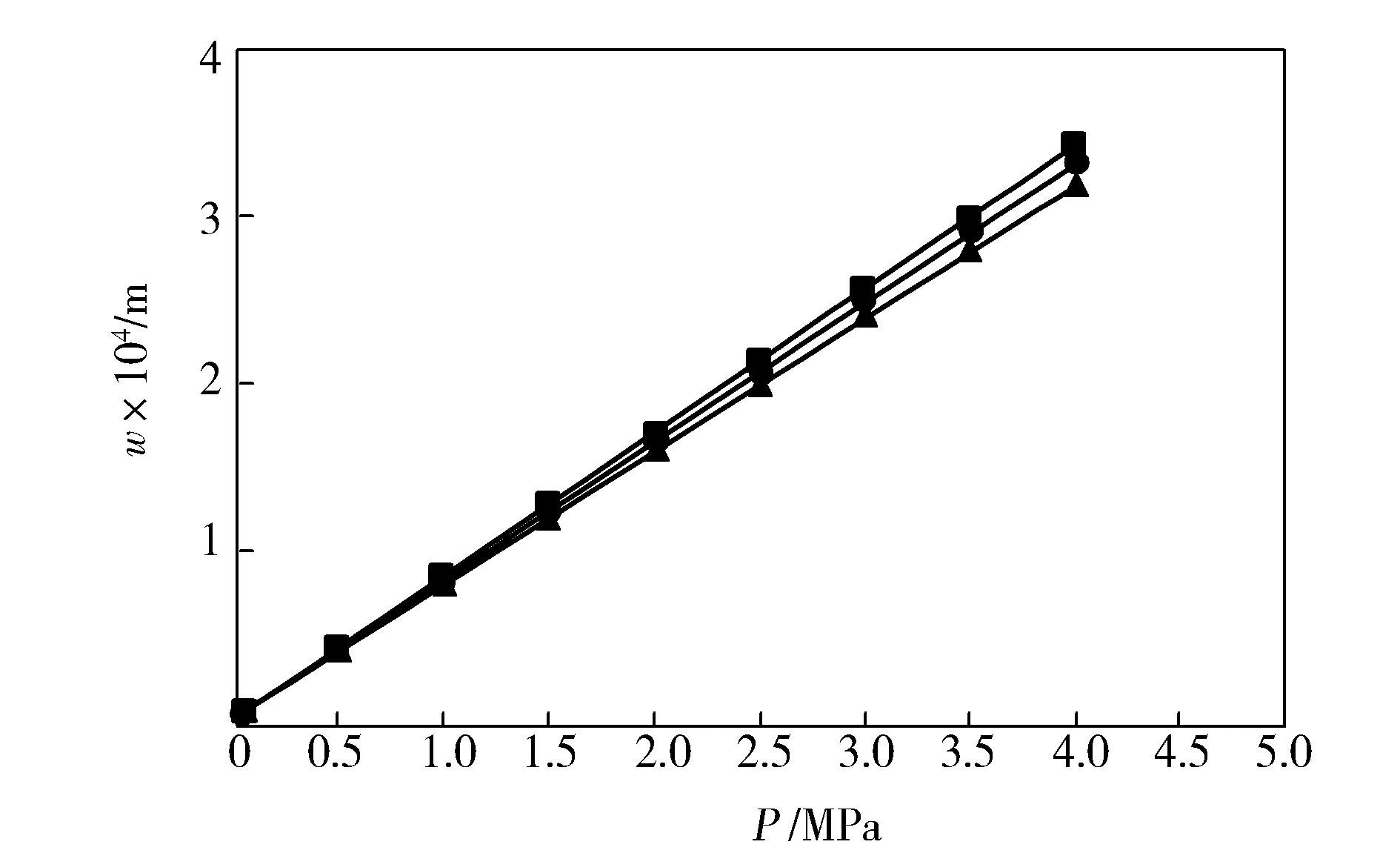
图4 不同r的喷丝板P-w曲线Fig.4 P-w curves of spinnerets with different rR为30 mm,h为2 mm,材质为SUS 304不锈钢。▲—6 mm;●—4 mm;■—2 mm
4 结论
a. 设计参数相同时,SUS 304不锈钢和Ta材质喷丝板在相同P下w相差不大。
b. 喷丝板的w与P成正比,与h3成反比。使用h较大的喷丝板或者较小的P能减小板面弯曲变形的风险,提高喷丝板的寿命。
c. 喷丝板的w随R的增大而增大,随r的增大而减小。
[1]刘栋, 陈秋飞, 金亮,等.喷丝板对干喷湿纺法聚丙烯腈基碳纤维原丝的影响[J]. 合成纤维, 2014, 43(10):21-24.
Liu Dong, Chen Qiufei, Jin Liang, et al. The effect of spinnerets on dry-wet spun PAN precursor fibers[J]. Syn Fiber Chin, 2014, 43(10):21-24.
[2]顾文兰.喷丝板设计对原丝和碳纤维性能的影响[J]. 石油化工技术与经济, 2015, 31(5):36-40.
Gu Wenlan. Effects of spinneret plate design on properties of precursor and carbon fiber[J]. Tech-Econ Petrochem, 2015, 31(5):36-40.
[3]贺福.碳纤维及石墨纤维[M]. 北京: 化学工业出版社,2010:94-95.
He Fu. Carbon fiber and graphite fiber[M]. Beijing: Chemical Industry Press, 2010:94-95.
[4]韩霞,赵式英. 纺丝组件中喷丝板孔结构的设计与熔体流动分析[J]. 北京服装学院学报:自然科学版, 2011, 31(1):50-54.
Han Xia, Zhao Shiying. Design of spinneret pore structure component in spinning and the analysis of melt flow[J]. J Beijing Inst Cloth Tech, 2011, 31(1):50-54.
[5]刘让同, 李锐. 喷丝板的设计生产[J]. 轻纺工业与技术, 2011, 40(1):17-20.
Liu Rangtong, Li Rui. Design and manufacture of spinneret[J]. Guangxi Text Sci Tech, 2011,40(1):17-20.
[6]郭磊, 杨崇倡, 戴惠良,等.喷丝板大长径比微小导孔加工工艺[J]. 工具技术, 2008,42(1):97-99.
Guo Lei, Yang Chongchang, Dai Huiliang, et al. Machining technology of large length-diameter ratio pilot micro-hole of spinneret[J]. Tool Eng, 2008, 42(1):97-99.
[7]韩霞.含锥形孔喷丝板的纺丝研究[J]. 合成纤维工业, 2003,26(2):27-28.
Han Xia. Spinning research of conical- hole spinneret[J]. Chin Syn Fiber Ind, 2003, 26(2):27-28.
[8]赵小康,郭英.复杂孔形的喷丝板设计方法[J]. 合成纤维工业, 1993,16(4):11-14.
Zhao Xiaokang, Guo Ying. Design method of spinneret with complex pore shape[J]. Chin Syn Fiber Ind, 1993,16(4):11-14.
[9]黄伯云,李成功, 石力开, 等.有色金属材料书册[M].下册. 北京: 化学工业出版社,2009:190-191.
Huang Boyun, Li Chenggong, Shi Likai, et al. Handbook of nonferrous metal material[M]. Vol.2, Beijing: Chemical Industry Press, 2009:190-191.
Modeling and analysis of spinneret deflection
Wang Hua1,3,Xu Dong1,3,Peng Weidong2,3,Ge Guangtao1,3,Shi Lei2,3
(1.Xi′anAerospaceCompositesResearchInstitute,Xi′an710089; 2Xi′anCarbonMaterialsCo.Ltd,Xi′an710089; 3.NationalandLocalUnionEngineeringResearchCenterofHigh-performanceCarbonFiberManufactureandApplication,Xi′an710089)
According to the fixed situation and the working load type of spinneret, the mathematical model of the elastic deformation of spinneret was established. The deflection equation of spinneret was also obtained and solved. The results showed that SUS 304 stainless steel and tantalum spinnerets with the same design parameters hardly showed difference in deflection under the same pressure; the deflection of the spinnerets is proportional to the pressure imposed on it, and inversely proportional to the cubic thickness of the plate; and the deflection increased with the increase radius and decreased with the increase of the pore free zone radius (r); taking polyacrylonitrile-based carbon fiber as the example and selecting the SUS 304 stainless steel spinneret with the radius of 30 mm and thickness of 2 mm, the wet spinning process proceeded smoothly as r was above 2 mm and the dry-jet spinning process proceeded smoothly with less rubber lose of inner ring as r was above 6 mm.
spinneret;deflection;modeling;analysis; polyacrylonitrile-based carbon fiber; precursor; spinning
2016- 05- 06; 修改稿收到日期:2016- 08-12。
王华(1982—),男,高级工程师,研究方向为高性能聚丙烯腈基碳纤维的研究与制备。E-mail:wanghua0451@163.com。
TQ340.5
A
1001- 0041(2016)05- 0059- 04
猜你喜欢
伴侣(2024年6期)2024-06-26 05:00:52
纺织服装周刊(2022年32期)2022-09-08 02:13:40
纺织报告(2021年12期)2021-12-20 05:06:28
数学物理学报(2021年3期)2021-07-19 06:02:36
纺织科技进展(2021年3期)2021-06-09 08:07:20
重型机械(2020年2期)2020-07-24 08:16:12
高科技纤维与应用(2016年1期)2017-01-17 03:25:06
焊接(2016年5期)2016-02-27 13:04:42
焊接(2015年10期)2015-07-18 11:04:46
石油化工技术与经济(2015年5期)2015-06-28 17:17:35
