
纺粘法制备PA 6粘合纤维的工艺研究
2016-11-16 06:21:18姚鹏飞夏赛男邓炳耀刘庆生
合成纤维工业 2016年5期
姚鹏飞,申 莹,夏赛男,邓炳耀,刘庆生
(江南大学 生态纺织教育部重点实验室,江苏 无锡 214122)
纺粘法制备PA 6粘合纤维的工艺研究
姚鹏飞,申莹,夏赛男,邓炳耀,刘庆生*
(江南大学 生态纺织教育部重点实验室,江苏 无锡 214122)
利用纺粘非织造设备制备锦纶6(PA 6)粘合纤维,研究了泵供量、拉伸气流强度和纺丝温度对PA 6粘合纤维结构和力学性能的影响。结果表明:纤维结晶度随着拉伸气流强度的增加而增加;纤维直径随着泵供量减小和拉伸气流强度增加而减小;纤维的断裂强度随着拉伸气流强度的增加而增加,纤维的断裂伸长率随之逐渐减小;泵供量和纺丝温度对纤维的结构和力学性能影响较小;当纺丝温度为240 ℃,泵供量为96 mL/min,拉伸风电机频率为40 Hz时,所制得的PA 6纤维直径为26.7 μm,断裂强度为2.36 cN/dtex,断裂伸长率为1 760.2%。
聚己内酰胺纤维粘合纤维气流拉伸纺粘法泵供量纺丝温度拉伸气流强度结构
锦纶6(PA 6纤维)是一种常见的化学纤维,其断裂强度高、耐冲击性能好,且耐磨性能优于其他合成纤维,是化学纤维的主要品种之一[1]。PA 6纤维的应用十分广泛,单丝产品可以用作汽车轮胎帘子线和绳索等,复丝和短纤维可用于服装和装饰类材料等。
纺粘法非织造生产技术是依靠气流作用将聚合物拉伸细化成长丝,之后纤维在气流的作用下随机铺放到接收装置上并形成纤网[2-3]的技术。
影响PA 6纤维结构形态的因素有很多,一方面是PA 6切片本身的性质,包括熔体流动指数,相对分子质量等;另一方面是纺丝工艺的变化,包括泵供量(Q)、拉伸气流强度、纺丝温度(T)、纺丝环境的温湿度等[4-5]。
作者通过改变Q、拉伸气流强度和T,采用纺粘法制备不同结构形态的PA 6粘合纤维,并对制得的纤维的形态结构和力学性能进行表征,以期对PA 6粘合纤维的实际应用提供指导。
1 实验
1.1原料
PA 6切片:相对黏度为2.44,广东新会美达锦纶股份有限公司产。
1.2设备与仪器
HDF- 6C实验用纺粘无纺布机:螺杆直径25 mm,螺杆长径比为30/1,90孔喷丝板,孔直径0.5 mm,烟台华大科技有限公司制。
DSC-Q200型差示扫描量热(DSC)仪:沃特世科技(上海)有限公司制造;KD-Ⅱ型电子万能试验机:深圳市凯强利实验仪器有限公司制造;YG002C型纤维细度仪:南京斯贝科测试仪器有限公司制造。
1.3纤维制备
通过改变纺粘设备的T,Q和拉伸风电机频率(fm)得到不同结构形态的PA6纤维。制备的粘合纤维用PA6 T-Q-fm表示(见表1)。

表1 不同纺丝工艺制得的PA 6粘合纤维
实验过程中,保持纺粘设备机头温度、转换箱温度、一区温度、二区温度、三区温度一致,以此保证纺丝温度一致。
纤维制备过程中,拉伸气流强度由fm决定,fm越大,拉伸气流强度越大,由于气流的强度难以定量确定,因此用fm表示热拉伸气流强度。
1.4测试
热性能:使用DSC-Q200型差示扫描量热仪进行测试。取4~6mg试样放入液体铝坩埚中,并用坩埚盖密封。测试条件为氮气流速50mL/min,以10 ℃/min从-20 ℃升温至280 ℃。
纤维直径:使用YG002C型纤维细度仪测试。取1cm2试样置于载玻片上,并用盖玻片盖好,放置在纤维细度仪下,观察不同纤维试样的直径。放大倍数为500。每个试样测量100次取平均值。
纤维力学性能:利用KD-Ⅱ型电子万能试验机对单根纤维试样进行测试。测试条件为夹持距离6mm,拉伸速度20mm/min。每组试样测量10次取平均值。
2 结果与讨论
2.1热性能
由图1可看出,37 ℃附近出现的吸热峰是由纤维的物理老化作用所引起的。纤维的物理老化是分子链段的微布朗运动使局部相邻部分链段发生相互作用,引起凝聚缠结的过程。而缠结的部分“解开”需要吸收能量,因此在玻璃化转变区出现了吸热峰[6-7]。

图1 不同fm下的PA 6粘合纤维的DSC曲线Fig.1 DSC curves of PA 6 bonding fibers at different fm
图1中50 ℃附近的放热峰为PA 6粘合纤维的冷结晶峰,峰值对应的是冷结晶温度(Tc)。在缓慢的升温条件下,不完善的晶体在较低温度下被破坏时,允许更完善的、更稳定的晶体生成,或者说,在缓慢的升温条件下,提供了充分再结晶的机会[8]。
180 ℃附近的放热峰为纤维中未结晶部分发生重组引起的[9-10]。210 ℃附近的吸热峰为纤维的熔融峰,峰值对应的是熔融温度(Tm)。
由图1还可知,随着拉伸气流强度的增加,纤维DSC曲线中的冷结晶峰逐渐向低温移动,说明结晶变得越来越容易。冷结晶峰的大小随着拉伸气流强度的增加而不断减小,原因是在气流的拉伸作用下纤维获得更好的取向度,取向可以诱导结晶速度加快,DSC曲线上表现为冷结晶峰逐渐变小。而纤维的熔融峰面积大小并无明显变化,说明纤维的结晶度是随着拉伸气流强度的增加而增加的。
从图2和图3可以看出,改变T或者Q,PA 6粘合纤维的DSC曲线中冷结晶峰和熔融峰的大小无明显变化,说明纤维的结晶度变化不大。
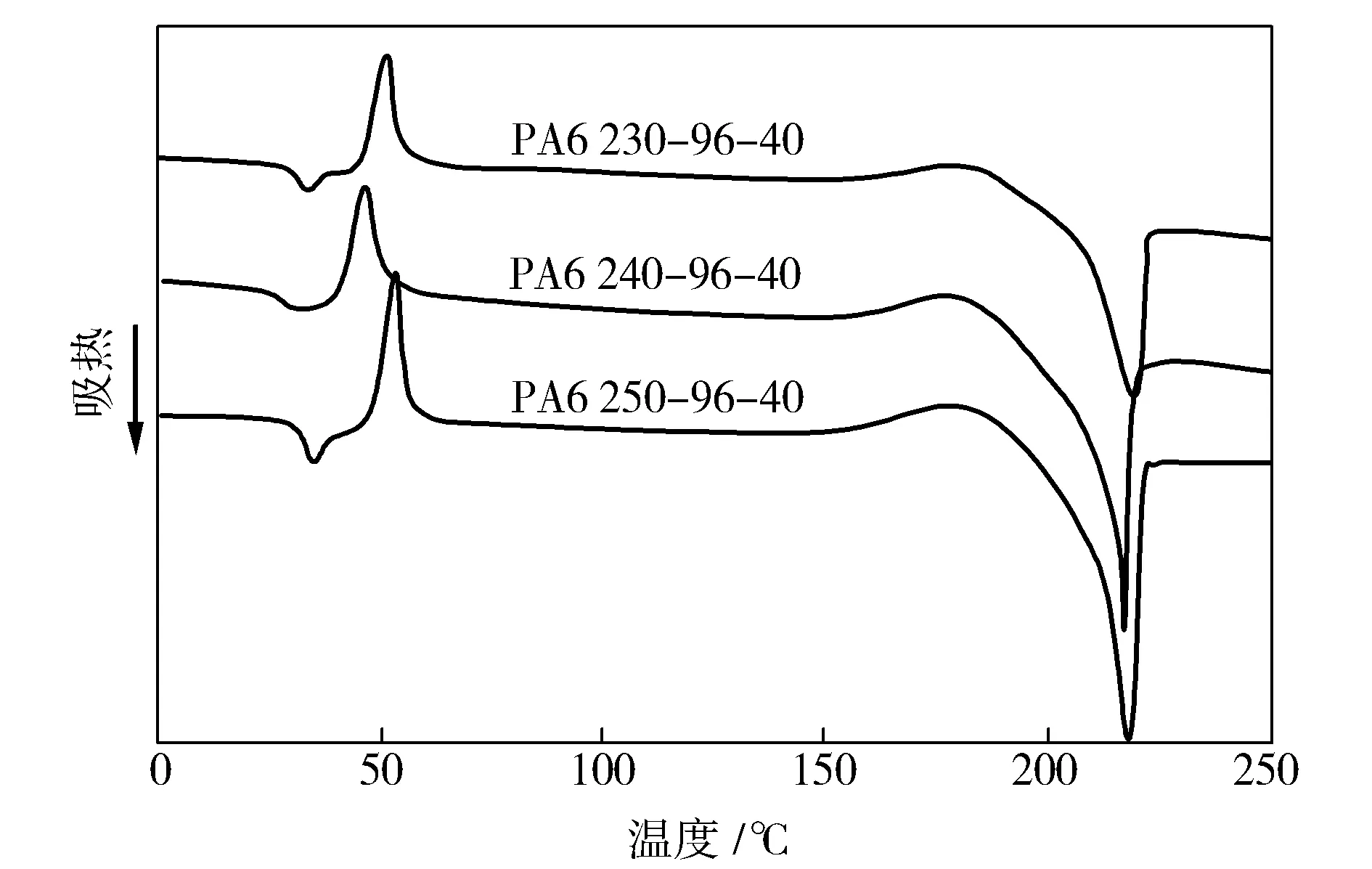
图2 不同T下的PA 6粘合纤维的DSC曲线Fig.2 DSC curves of PA 6 bonding fibers at different T

图3 不同Q下的PA 6粘合纤维的DSC曲线Fig.3 DSC curves of PA 6 bonding fibers at different Q
2.2纤维直径
由图4可看出,当Q和T不变时,随着拉伸气流强度增加,纤维直径越来越小,且变化十分明显。纤维直径由20Hz时的42.1 μm减小到50 Hz时的21.7 μm,直径减小了48.45%。这是因为随着拉伸气流强度的增加,拉伸风的拉伸作用越来越强烈,纤维直径逐渐变小。
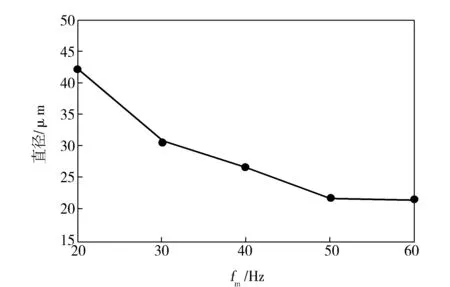
图4 fm对纤维直径的影响Fig.4 Effect of fm on fiber diameter T为240 ℃,Q为96 mL/min。
当fm大于等于50Hz时,直径变化不再明显。原因是气流具有一定的冷却作用,纤维受到拉伸的同时被冷却定型,当fm越大时,冷却作用越明显,因此纤维会被迅速拉伸定型,直径变化不再明显。从图5可看出,当fm和T不变时,随着Q的增加,纤维直径越来越大,纤维直径由48mL/min时的19.7μm增加到96mL/min时的26.7μm,直径增长了35.5%。这是因为纺丝流体从喷丝板挤出时,存在临界挤出速度(Vcr)(由流体黏度和喷丝孔直径决定)。纺丝Q的增加,意味着纺丝流体的挤出速度(V)变大。当V小于Vcr时,纺丝流体为漫流型,V越大,纤维直径越大。
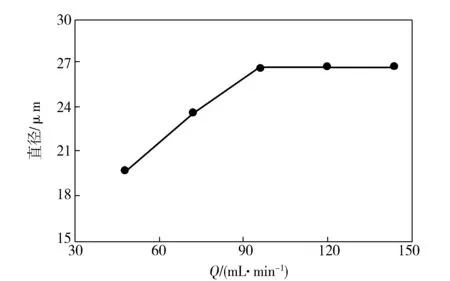
图5 Q对纤维直径的影响Fig.5 Effect of Q on fiber diameterT为240 ℃,fm为40 Hz。
当Q大于等于96 mL/min时,纤维直径增加不再明显。这是由于当V大于Vcr时,漫流型向胀大型转化,胀大型的细流连续而稳定,因此纤维直径变化不再明显[11]。
从图6可看出,当fm和Q不变时,改变T,纤维直径变化不明显,属于误差范围内的变化。

图6 T对纤维直径的影响Fig.6 Effect of T on fiber diameter Q为96 mL/min,fm为40 Hz。
由此可见,影响纤维直径的主要因素是拉伸气流强度。泵供量对纤维直径有一定影响。而纺丝温度对纤维直径几乎没有影响。当T为240 ℃,Q为96 mL/min,fm为40Hz时,所制的PA6纤维直径为26.7μm。
2.3力学性能
从表2可以看出,当Q和T不变时,fm由20 Hz增加到40 Hz,PA 6粘合纤维断裂强度由1.68 cN/dtex提高到2.36 cN/dtex,上升了40.48%,纤维的断裂伸长率由2 064.3%减小到1 760.2%,下降了14.7%。当fm由40Hz增加到50Hz时,纤维断裂强度提升很小,约8.5%,而断裂伸长率下降到1 258.2%,下降幅度达到28.5%。当fm继续增加到60 Hz时,断裂强度提升仅约4%,断裂伸长率降低到1 041.2%,下降幅度为17.2%。

表2 不同fm条件下纤维的力学性能
随着拉伸气流强度的增加,纤维的断裂伸长率越来越小,这与随着拉伸气流强度的增加纤维结晶度增加规律相吻合。在拉伸气流强度逐渐增大初期,断裂强度提升与PA 6结晶度提高有关。当拉伸气流强度提高到一定程度后,纤维的断裂强度增加幅度很小,原因是拉伸气流的冷却作用使得纤维迅速固化。
从表3可以看出,当fm和T不变时,改变Q大小,PA6纤维的力学性能数据比较接近,说明纤维的力学性能无明显的增加或减小规律。
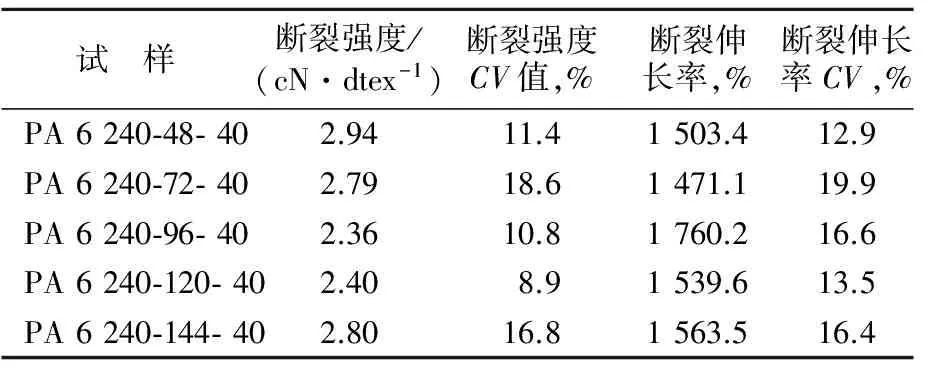
表3 不同Q条件下纤维的力学性能
由表4可以看出,当fm和Q不变时,改变T,PA6粘合纤维的力学性能比较相近,说明T对纤维力学性能几乎没有影响。当T为240 ℃,fm为40 Hz,Q为96 mL/min时,所制得的PA 6粘合纤维断裂强度为2.36 cN/dtex,断裂伸长率为1 760.2%。

表4 不同T条件下纤维的力学性能
3 结论
a. 随着拉伸气流强度的增加,PA 6粘合纤维的结晶度会越来越高,而T和Q对纤维的结晶度无明显影响。
b. 随着拉伸气流强度的增加和Q的减少,PA 6粘合纤维的直径会越来越小,当fm或Q达到一定值时,纤维直径不再发生明显变化。
c. fm的提高,PA 6粘合纤维的结晶度也增大,从而对宏观力学性能产生影响。随着fm的逐渐增大,纤维的断裂伸长率逐渐减小,而断裂强度会逐渐增加到一定值。
d. 当T为240 ℃,fm为40 Hz,Q为96 mL/min时,所制得的PA 6粘合纤维直径为26.7 μm,断裂强度为2.36 cN/dtex,断裂伸长率为1 760.2%。
[1]韦炜. 尼龙电纺纤维的制备及其应用研究[D]. 上海:上海交通大学, 2011.
Wei Wei. Study on preparation and application of electrospun nylon fiber[D]. Shanghai: Shanghai Jiao Tong University, 2011.
[2]赵博. 纺粘非织造气流拉伸工艺理论研究[D]. 上海:东华大学, 2010.
Zhao Bo. Theoretical research of air drag process for spunbonded non-woven fabrics[D]. Shanghai: Donghua University, 2010.
[3]章成峰, 刘毓海, 刘少轩,等. 细旦尼龙6纤维加工过程中的晶型转化行为[J]. 中国科学, 2009(11):1378-1385.
Zhang Chengfeng, Liu Yuhai, Liu Shaoxuan, et al. Crystalline behaviors and phase transition during the manufacture of fine denier PA 6 fibers[J]. Sci Chin, 2009, 39(11): 1378-1385.
[4]张建鹏, 耿伟, 刘凯进. 纺粘法气流牵伸原理分析[J]. 纺织学报, 1997(1):3,8-10.
Zhang Jianpeng, Geng Wei, Liu Kaijin. Principle analysis of air drag of spunbond technology[J]. J Text Res, 1997, 18(1):3,8-10.
[5]苏雪寒, 吴丽莉, 陈廷. 纺粘非织造工艺与设备的新发展[J]. 纺织导报, 2014(9):28,30-32.
Su Xuehan, Wu Lili, Chen Ting. New development of the process and equipments of spunbond technology[J]. Chin Text Lead, 2014(9):28,30-32.
[6]钱人元. 高分子凝聚态的几个基本物理问题[J]. 中国科学院院刊, 2000(3):174-177.
Qian Renyuan. Several basic physical problems in polymer entanglement[J]. Bull Chin Acad Sci, 2000(3):174-177.
[7]沈德言, 钱人元. 高聚物的物理老化和链的凝聚缠结[J]. 高分子通报, 1993(4):193-196.
Shen Deyan,Qian Renyuan. Physical ageing and chain entanglement of polymers[J]. Polym Bull, 1993(4):193-196.
[8]何曼君,陈维孝,董西侠. 高分子物理[M].上海: 复旦大学出版社, 1990:86.
He Manjun, Chen Weixiao, Dong Xixia. Polymer physics[M]. Shanghai: Fudan University Press, 1990:86.
[9]Liu Tianxi, Liu Z H, Ma K X, et al. Morphology, thermal and mechanical behavior of polyamide 6/layered-silicate nanocomposites[J]. Comp Sci Tech, 2003,63(3/4):331-337.
[10]Millot C, Fillot L A, Lame O, et al. Assessment of polyamide-6 crystallinity by DSC[J]. J Therm Anal Calorim, 2015,122(1):307-314.
[11]沈新元,吴向东,李燕立,等. 高分子材料加工原理[M].北京:中国纺织出版社,2000:182-184.
Shen Xinyuan, Wu Xiangdong, Li Yanli, et al. Polymer material processing principle[M]. Beijing: China Textile & Apparel Press, 2000:182-184.Production of polyamide 6 bonding fiber by spunbond spinning process
Yao Pengfei, Shen Ying, Xia Sainan, Deng Bingyao, Liu Qingsheng
(KeyLaboratoryofEco-TextilesofMinistryofEducation,JiangnanUniversity,Wuxi214122)
Polyamide 6 (PA 6) bonding fiber was prepared on a spunbond non-woven equipment. The effects of the pump delivery, quenching air intensity and spinning temperature on the structure and mechanical properties of PA 6 fiber were studied. The results showed that the crystallinity of PA 6 fiber was increased with the increase of quenching air intensity; the fiber diameter was decreased with the decrease of pump delivery and the increase of quenching air intensity; the breaking strength of the fiber was increased and the elongation at break was decreased with the increase of quenching air intensity; the pump delivery and spinning temperature gave a slight effect on the structure and mechanical properties of the fiber; and the PA 6 fiber could be produced with the diameter of 26.7 μm, breaking strength 2.36 cN/dtex and elongation at break 1 760.2% under the conditions of spinning temperature 240 ℃, pump delivery 96 mL/min, quenching air motor frequency 40 Hz.
polycaprolactam fiber; bonding fiber; air drawing; spunbond spinning process; pump delivery; spinning temperature; quenching air intensity; structure
2016- 04- 05; 修改稿收到日期:2016- 07-19。
姚鹏飞(1990—),男,硕士生,主要研究方向为纤维及非织造材料。E-mail:6140705038@vip.jiangnan.edu.cn。
江苏省自然科学基金项目(青年)(BK20130142)。
TQ342+.11
A
1001- 0041(2016)05- 0010- 04
*通讯联系人。E-mail:qsliu@jiangnan.edu.cn。
猜你喜欢
山东冶金(2023年6期)2024-01-10 01:33:30
棉纺织技术(2020年2期)2020-02-14 07:03:54
棉纺织技术(2019年12期)2019-12-11 07:51:36
电力与能源系统学报·下旬刊(2019年3期)2019-09-10 12:26:25
求知导刊(2019年4期)2019-05-24 07:21:55
中国科技博览(2017年39期)2017-09-07 09:14:31
理化检验(物理分册)(2017年5期)2017-06-01 11:29:45
钢管(2016年4期)2016-11-10 07:37:00
核技术(2016年4期)2016-08-22 09:05:24
塑料制造(2016年5期)2016-06-15 20:27:39
