
70 dtex/36 f PA 6 FDY竹节丝生产工艺探讨
2016-11-16 06:21张守运谭延坤
合成纤维工业 2016年5期
张守运,谭延坤
(义乌华鼎锦纶股份有限公司,浙江 金华 322009)
70 dtex/36 f PA 6 FDY竹节丝生产工艺探讨
张守运,谭延坤
(义乌华鼎锦纶股份有限公司,浙江 金华 322009)
以相对黏度2.43的聚己内酰胺(PA 6)切片为原料,在常规PA 6全拉伸丝(FDY)生产装置上,生产PA 6 FDY竹节丝,探讨了纺丝、拉伸、上油、卷绕等生产工艺对生产工况及产品质量的影响。结果表明:采取低速纺丝、低拉伸比、高变形温度是生产具有粗细段结构的PA 6 FDY竹节丝的关键;选择纺丝速度3 600~3 800 m/min,拉伸比0.95~1.10,拉伸变形温度165~170 ℃,以及适当的冷却条件,可以生产竹节长度为3~6 cm的70 dtex/36 f PA 6 FDY竹节丝,生产稳定,无断头,纤维染色条纹清晰,其断裂强度为4.5 cN/dtex,断裂伸长率为52.3%,条干不匀率为21.67%。
聚己内酰胺纤维全拉伸丝竹节丝差别化纤维生产工艺
与天然纤维相比,合成纤维织物穿着比较沉闷,透气性较差,缺乏穿着舒适性。近年来,人们纷纷通过对天然纤维性能的研究,以仿生仿天然纤维的方式来改善合成纤维的使用性能,提高和拓展了合成纤维的应用领域和性能[1-3]。聚己内酰胺(PA 6)纤维具有良好的吸湿性,通过工艺优化控制,可以生产具有粗细结构的竹节丝,提高织物透气性能[4-5],并且粗细结构部分相应结晶度不同,上染率差异较大,在用同一种染料染色时可以染出美观的深浅色条纹[6-7],成品织物经表面涂层、压光等处理后,可用于做仿真皮高档女装面料、雨伞布、过滤材料等[8-10]。
与常规PA 6全拉伸丝(FDY)相比,PA 6 FDY竹节丝生产工艺范围较窄,同时需要解决系统张力匹配问题,而且要求丝条粗细段条干、沸水收缩率等指标差异很大,竹节长度要达到3~6 cm, 技术难度较大,行业内一般采用PA 6预取向丝(POY)加弹或空变复合的方式进行PA 6 FDY竹节丝的生产,但成本较高,产品及织物风格完全不同。作者在现有PA 6纤维生产设备上,在常规PA 6 FDY生产工艺基础上,生产70 dtex/36 f PA 6 FDY竹节丝,对其生产工艺进行了探讨,以期为同行提供参考。
1 试验
1.1原料
PA 6切片:纤维级,相对黏度2.43,熔点232 ℃ ,端氨基值52 mol/t,含水率480 μg/g,杭州杭鼎锦纶科技有限公司产。
1.2主要设备与仪器
螺杆挤出机:长径比为24,德国Leonard公司制;纺丝拉伸卷绕机:日本TMT公司制;YG023B型全自动单纱强力机:常州二纺机械有限公司制;RS-Ⅲ型喷射式染色机:中国核动力研究设计院第三研究所制;CZF28-SF-1 压差法微量水份测定仪:北京中西远大科技有限公司制;Uster-Ⅲ 条干仪:瑞士乌斯特公司制。
1.370 dtex/36 f PA 6 FDY竹节丝的生产
利用现有PA 6 FDY生产装置,PA 6干切片经螺杆熔融计量后,熔体进入预过滤器,经过滤后进入纺丝组件进行纺丝成纤,纤维经上油集束后进入第一拉伸辊,由于第二拉伸辊与第一拉伸辊之间存在速度差,纤维经第二热辊加热,发生拉伸变形,然后经网络喷嘴加网络后进入第三导辊,然后进入卷绕系统,卷绕成形。竹节结构的形成主要在第二热辊,由于高温低拉伸产生丝条拉伸的变动以及丝条跳动造成的丝条受热不匀等差异,拉伸比小的丝段,线密度大,受热低,染色深,手感硬,形成竹节结构,但如果拉伸比过低,竹节结构长度也会变短。其生产工艺流程与常规PA 6 FDY相同,如图1所示。主要纺丝工艺参数如表1所示。
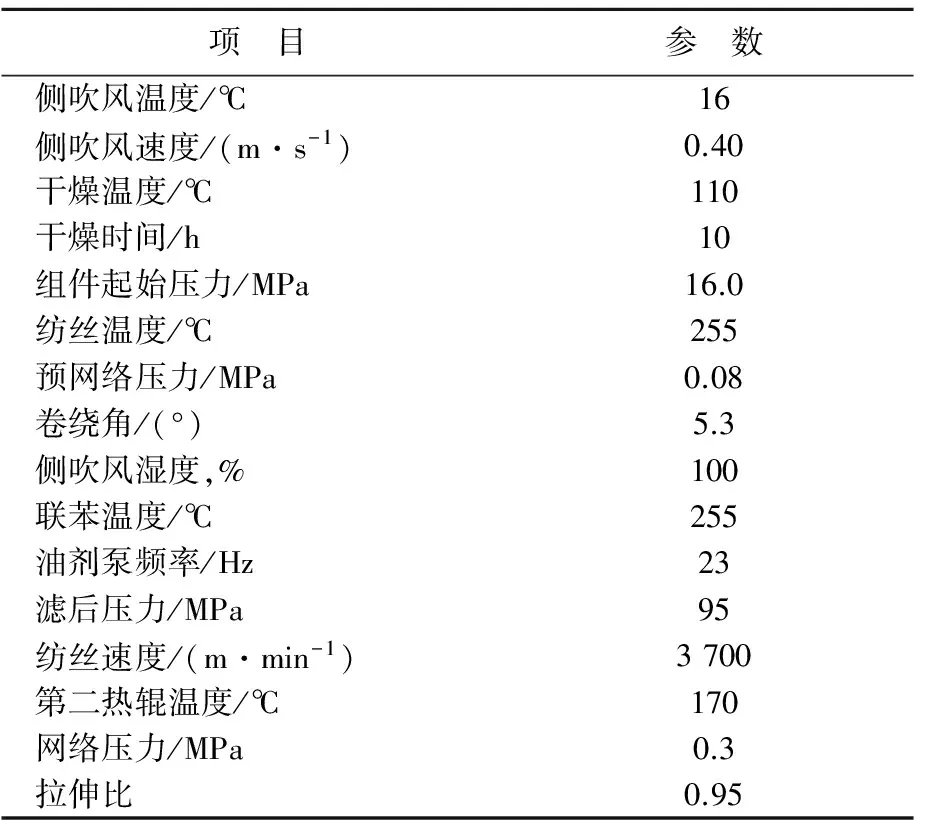
图1 PA 6 FDY竹节丝生产工艺流程
1.4分析与测试
力学性能:依据GB/T 14344 化学纤维 长丝拉伸性能试验方法测试。
染色性能:依据FZ/T 50008 锦纶长丝染色均匀度试验方法测试。
条干不匀率:依据GB/T 14346—1993 化学纤维长丝电子条干不匀率试验方法测试。
竹节效果:采用条干不匀率以及竹节的长度和个数来宏观反应竹节效果,即条干不匀率可高达20%以上,3~6 cm的竹节数5~15个/m。
2 结果与讨论
2.1切片干燥
PA 6 竹节纤维生产,对切片干燥要求不是太高,但由于纺丝系统张力相对较低,运行稳定性较低,生产速度较慢,熔体在管道滞留时间较长,容易发生降解,因此,切片的含水率不宜太高,如果含水率太高,在纺丝过程中容易产生水解或形成气泡丝,造成飘丝或断头现象;但含水率太低,需要干燥设备性能好,而且能耗高。试验表明:PA 6切片含水率控制400~450 μg/g较为合适。
2.2纺丝工艺
在PA 6 FDY竹节丝的生产中,应控制较低的拉伸比,拉伸和热定型温度相对较高,纺丝速度较低。如果拉伸比较高,纺丝系统张力较高,丝条的拉伸和受热难以产生波动变化,则丝条粗细段难以形成或会很短,染色深浅色条纹就不明显或太短;如果拉伸比太低,丝条的拉伸和受热抖动变化频率高,但幅度较小,竹节结构会很短甚至消失,而且会运转艰难。拉伸比对生产工况及产品风格的影响见表2。
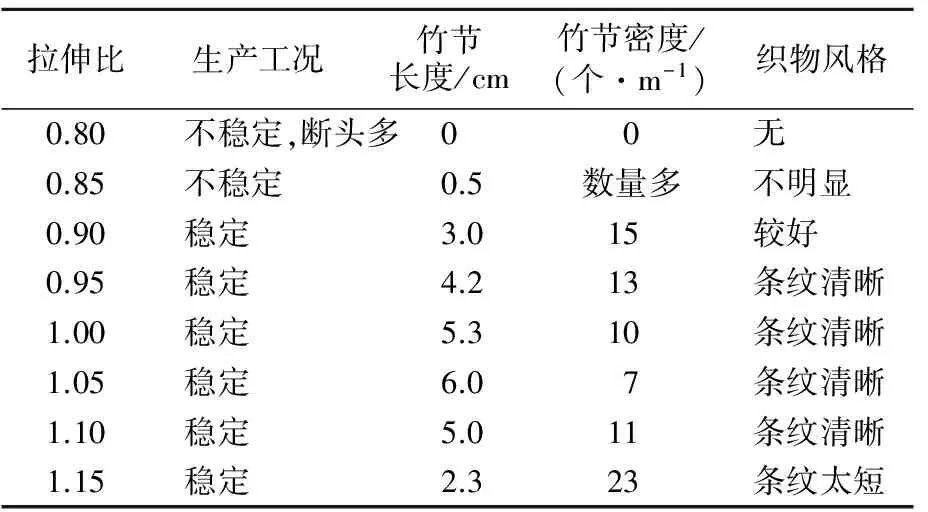
表2 拉伸比对生产工况及产品风格的影响
热辊温度应控制较高,保证丝条抖动,才能形成竹节结构,如果温度太高,丝条抖动频率高,但抖动幅度会减小,产品竹节结构长度变短,成品织物风格变差,而且容易造成断头,难以生产;如果热辊温度太低,丝条运行较稳定,难以在热辊表面发生较大幅度抖动,染色条纹和粗细段对比将不明显,竹节结构长度会降低,产品风格也会变差,而且成本增加,成品柔性较差,会变得手感太硬,甚至影响使用性能。热辊温度对生产工况及产品风格的影响见表3。
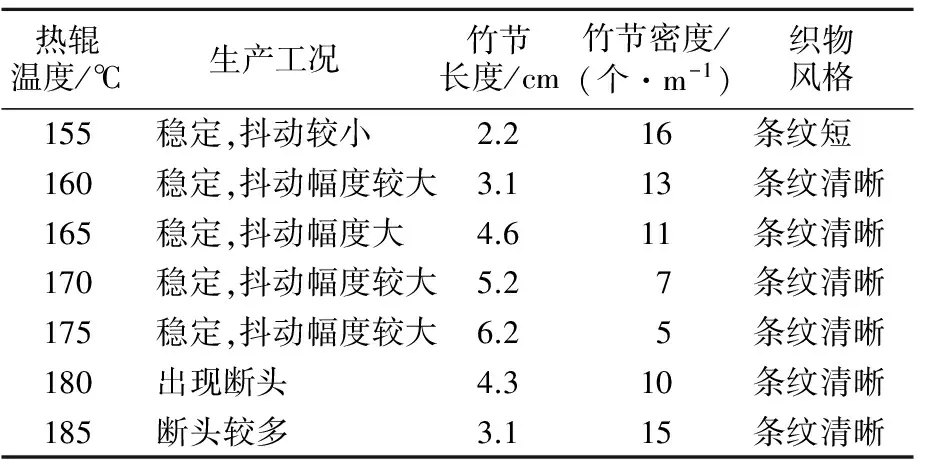
表3 热辊温度对生产工况及产品风格的影响
生产中应控制相对较低的纺丝速度。如果纺丝速度太高,则会因为系统张力太低,运行不稳,断头多,效率低或难以维持生产,且产品粗细段和染色条纹会太短甚至消失,如果纺丝速度太低,丝条运行过于稳定,则热辊抖动会减缓或消失,产品风格会变差甚至粗细段及染色条纹消失。纺丝速度对生产工况及产品风格的影响见表4。
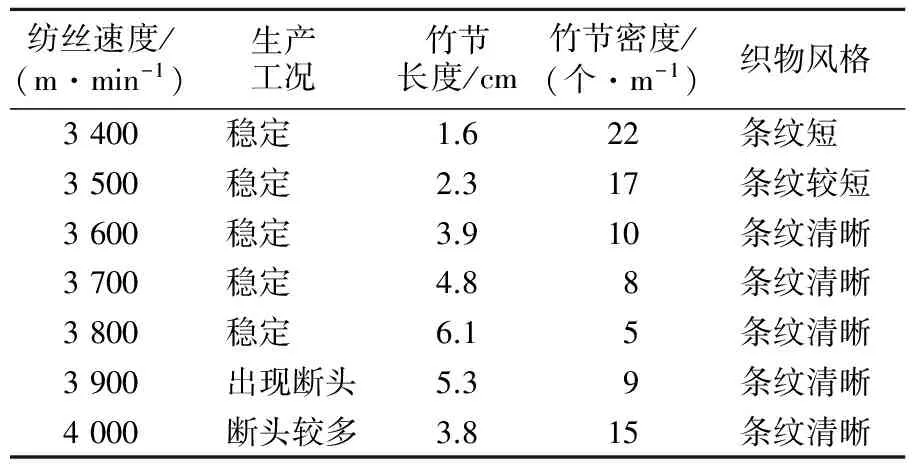
表4 纺丝速度对生产工况及产品风格的影响
生产中,冷却条件以骤冷的剧烈形式有利于优化产品风格,如果冷却条件缓和,产品粗细段及染色条纹对比度降低,染色条纹短碎模糊,产品风格变差。
2.3上油率
PA 6 FDY竹节丝由于丝条较为光滑,蓬松性小,集束性好,吸收油剂较少。如果上油率太高,丝卷产品容易油渍,放置过程中容易泛黄,在使用过程中,在织造设备的扣筘齿或指针处易造成污渍;如上油率太低,易造成退绕不好,使用过程易产生毛丝和断头。试验表明,上油率控制在0.5%~0.6%较为合适,产品退绕和使用性能较好。
2.4网络与卷绕成形
PA 6 FDY竹节丝因丝条较为光滑,单丝集束性较好,加网难度相对较大,且在使用过程中作用和意义不大,生产过程中可以把网络器去掉,或者把气压关闭,以便降低成本。
由于丝条较为光滑,在卷绕过程中容易产生蛛网丝,且在包装运输过程中容易造成塌边,因此卷绕角值宜偏低,卷绕张力适当提高。如果卷绕角小或卷绕张力低,容易产生蛛网丝或造成塌边,但如果卷绕角太小,卷绕张力太大,容易造成凸肩等成形不良,影响丝卷的外观和使用性能,试验表明,卷绕角在5.0°~5.5°,卷绕超喂率为2%~3%较为合适,成品丝卷卷绕成形及退绕使用性能等均较好。
2.5产品质量
生产试验表明,控制纺丝速度 3 600~3 800 m/min,拉伸比0.9~1.1,热辊温度160~175 ℃,侧吹风温15~18 ℃ ,侧吹风速度0.40~0.50 m/s,上油率0.5%~0.6%,卷绕角5.0°~5.5°,卷绕超喂率2%~3%,生产的70 dtex/36 f PA 6 FDY竹节丝产品具有较好的风格,成品粗段和染色条纹长度为3~6 cm,条纹清晰均匀。从表5可知,纤维物理性能好,且具有较好的竹节效果,条干不匀率达21.6%。
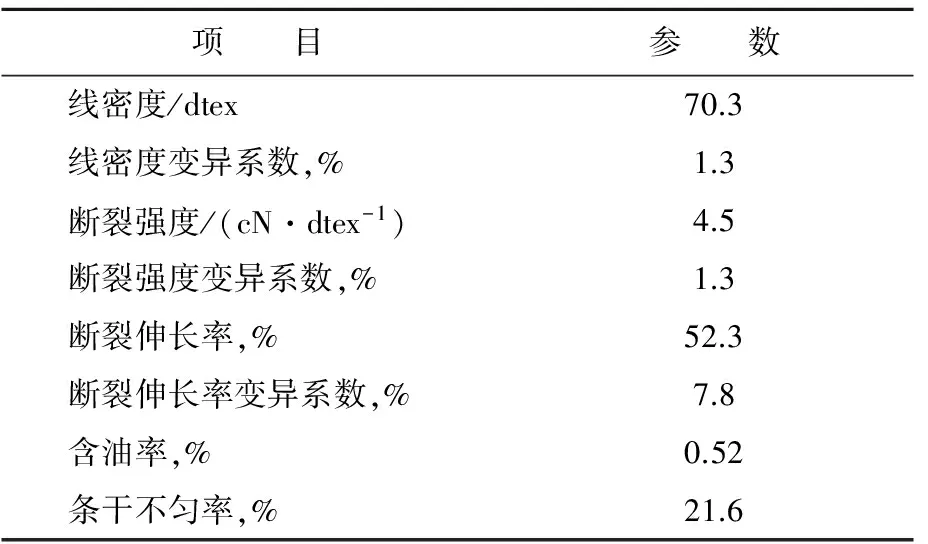
表5 70 dtex/36 f PA 6 FDY竹节丝主要物理性能
3 结论
a. 在常规PA 6 FDY生产装置上,合理控制干燥、纺丝、拉伸、热定型、上油、网络及卷绕工艺,可以生产出具有粗细段结构,织物经同一种染料可以染出深浅条纹的PA 6 FDY竹节丝,纤维具有较好的集束性,退绕等使用性能良好。
b. 低纺丝速度、低拉伸比、高变形温度是生产PA 6 FDY竹节丝的主要工艺条件。适当控制系统张力以及丝条在第二热辊表面的抖动程度是保证丝条稳定运行并决定纤维竹节结构的长度和分布状态,也是影响织物条纹风格的关键因素。
[1]董纪震,孙桐,古大治.合成纤维生产工艺学[M].北京:中国纺织工业出版社,1984:123-127.
Dong Jizhen, Sun Tong, Gu Dazhi. Synthetic fiber production process[M]. Beijing: China Textile Industry Press, 1984:123-127.
[2]沈新元,先进高分子材料[M].北京:中国纺织出版社,2006:204-253.
Shen Xinyuan. Advanced polymer material[M].Beijing:China Textile & Apparel Press, 2006:204-253.
[3]沈新元.高分子材料加工原理[M].北京:中国纺织出版社,2009:189-208.
Shen Xinyuan.Polymer material processing principle[M].Beijing:China Textile & Apparel Press, 2009:189-208.
[4]江建第,张昆,刘重阳,等.脂肪族聚酰胺热膨胀行为的研究[J].高分子学报,2013(2): 255-262.
Jiang Jiandi, Zhang Kun, Liu Chongyang, et al. Thermal expansion behavior of aliphatic polyamides[J]. Acta Polym Sin, 2013(2): 255-262.
[5]董艳,李先峰.细特云母改性涤纶纤维多组分竹节纱分纺制[J].棉纺织技术,2013, 41(10): 27-30.
Dong Yan, Li Xianfeng. Spinning of fine mica modified polyester fiber multi-component slub yarn[J]. Cotton Text Tech, 2013, 41(10): 27-30.
[6]陈理,刘学锋,马芹,等.竹浆纤维细特涤纶弹力竹节纱的纺制[J].棉纺织技术,2011, 39(10):50-52.
Chen Li, Liu Xuefeng, Ma Qin, et al. Spinning of bamboo fiber fine polyester fiber elastic slub yarn[J]. Cotton Text Tech, 2011, 39(10):50-52.
[7]宫怀瑞.采用细特涤纶纤维生产细号竹节纱的体会[J].棉纺织技术,2008, 36(12):40-41.
Gong Huairui. Experiences of producing fine slub yarn by fine polyester fibre[J]. Cotton Text Tech, 2008, 36(12):40-41.
[8]李国锋,李惠军,李国利,等.环锭混纺竹节纱的生产技术研究[J].江苏丝绸,2011(5):16-18.
Li Guofeng, Li Huijun, Li Guoli, et al. Research of production technology of ring spun slub yarn[J]. Jiangsu Silk, 2011(5):16-18.
[9]刘国奇,唐佩君,刘东升,等.色纺牛仔赛络竹节纱的开发[J].棉纺织技术,2014, 42(4):50-53.
Liu Guoqi, Tang Peijun, Liu Dongsheng, et al. Development of colored spinning denim siro slub yarn[J]. Cotton Text Tech, 2014, 42(4):50-53.
[10]胡兴桃. 纯棉赛络纺竹节纱的生产实践与质量控制[J].纺织器材,2011, 38(6):27-30.
Hu Xingtao. Production practice and quality control of the siro-spinning of slub yarn with cotton[J]. Text Accessor, 2011, 38(6):27-30.
Production process of 70 dtex/36 f PA 6 FDY slub yarn
Zhang Shouyun, Tan Yankun
(YiwuHuadingNylonCo.,Ltd,Jinhua322009)
A slub polycaprolactam (PA 6) fully-drawn yarn (FDY) was produced by using PA 6 with the relative viscosity of 2.43 as the raw material on a traditional PA 6 FDY plant. The effects of the spinning, drawing, oiling and winding processes on the production situation and product quality were discussed. The results showed that the key to the production of PA 6 FDY with thick and thin segments was low spinning speed, low draw ratio and high deformation temperature; the slub PA 6 FDY of 70 dtex/36 f with the slub length of 3-6 cm can be stably produced under the conditions of spinning speed 3 600-3 800 m/min, draw ratio 0.95-1.10, draw deformation temperature 165-170 ℃ and proper quenching conditions; and the obtained fiber had no break but obvious dyeing stripes and exhibited the breaking strength of 4.5 cN/dtex, elongation at break 52.3% and yarn irregularity 21.67%.
polycaprolactam fiber; fully-drawn yarn; slub yarn; differential fiber; production process
2016- 03-21; 修改稿收到日期:2016- 08-18。
张守运(1974—),男,高级工程师,主要从事化纤生产管理以及生产技术研究工作。E-mail:syzhang2008741208@163.com。
TQ342+.11
B
1001- 0041(2016)05- 0063- 04
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
作文大王·中高年级(2022年3期)2022-03-21
课堂内外·创新作文小学版(2022年2期)2022-01-28
丝绸(2021年1期)2021-01-21
作文周刊·小学六年级版(2020年32期)2020-01-13
丝绸(2018年3期)2018-09-10
丝绸(2017年5期)2017-10-15
燕山大学学报(2015年4期)2015-12-25
蚕桑通报(2015年1期)2015-12-23
中国纤检(2015年15期)2015-11-13
