
利用雅致放射毛霉制备水牛乳豆乳混合干酪工艺参数的优化
2014-02-23 07:45谢芳曾庆坤李玲林波唐艳农皓如
中国酿造 2014年11期
谢芳,曾庆坤,李玲,林波,唐艳,农皓如
(中国农业科学院广西水牛研究所,广西南宁530001)
利用雅致放射毛霉制备水牛乳豆乳混合干酪工艺参数的优化
谢芳,曾庆坤*,李玲,林波,唐艳,农皓如
(中国农业科学院广西水牛研究所,广西南宁530001)
为提高水牛乳豆乳混合干酪品质,分别利用单因素试验及正交试验对以雅致放射毛霉为表面发酵剂制备水牛乳豆乳混合发酵干酪的工艺进行了优化。通过优化确定了水牛乳豆乳混合干酪的最佳发酵条件为豆乳添加量15%,程序升温至41℃,霉菌孢子喷雾浓度1×106CFU/mL,成熟时间为30 d。在此优化的工艺条件下,能得到较好品质的霉菌干酪产品。
雅致放射毛霉;水牛乳;豆乳;干酪
干酪(cheese)又称奶酪,联合国粮农组织(Food and Agriculture Organization,FAO)和世界卫生组织(World Health Organization,WHO)制定了国际上通用的干酪定义:干酪是以牛奶、稀奶油、部分脱脂奶、酪乳或这些产品的混合物为原料,经凝乳并分离出乳清而制得的新鲜或成熟的制品[1]。干酪以其水分含量为标准分为硬质、半硬质、软质和再制干酪4种。在软质干酪中,表面霉菌成熟干酪(surfacemould-ripened cheese)具有重要的地位[2]。
雅致放射毛霉(Actinomucor elegans)是我国传统腐乳酿造中常用的优良菌种之一,该霉菌可分泌多种酶系,对腐乳后期发酵过程中风味物质的形成起重要作用[3]。目前利用雅致放射毛霉发酵水牛乳制备干酪的研究仍十分薄弱,因此本研究将雅致放射毛霉菌应用到水牛乳、豆乳混合干酪的生产中,并对该混合干酪的关键工艺进行研究,以确定其最佳工艺参数,为后续此类干酪的研究和生产提供理论依据和实践基础。
1 材料与方法
1.1 材料与试剂
新鲜无抗水牛乳(蛋白质4.33%,脂肪7.49%,pH6.3):广西壮族自治区水牛研究所种水牛场;黄豆:南宁市场。制作干酪前,将黄豆放在100℃的烘箱中加热,加0.15% NaHCO3[4],用两倍冷水浸泡除去豆腥味,黄豆与水比例1∶8(g∶mL),经磨浆、过滤、煮沸后备用;R-704乳酸菌发酵剂:科汉森(中国)有限公司生产;雅致放射毛霉(Actinomucor elegans):中国科学院微生物研究所。
三氯乙酸、乙醚、冰乙酸:成都市科龙化工试剂厂;碳酸氢钠:海联盐卤化工有限公司;氢氧化钠:天津博迪化工股份有限公司;乙醇、石油醚:天津市富宇精细化工有限公司;醋酸钠、盐酸、硫酸:廉江市爱廉化试剂有限公司;硫酸钾、硫酸铜:菏泽大通化工有限公司。以上试剂均为分析纯。
1.2 仪器与设备
MJX-250智能霉菌培养箱:上海百典仪器设备有限公司;BCD-208GSSMY美的冰箱:美的集团股份有限公司;干酪槽,干酪切割刀、模具:实验室自制;FDM-2浆渣自分离磨浆机:北京集京昊晟食品机械有限公司;N100B牛奶分离机:汉谟机械(上海)有限公司;XS105DU电子天平:METTLERTOLEDO梅特勒-托利多公司;8400全自动定氮仪及消化炉:丹麦FOSS公司;PHS-3C数显pH计:上海越磁电子科技有限公司;TMS-Pro质构仪、MilkoScanFT120乳品成分快速分析仪:美国FTC公司;LDZ5-2型台式低速离心机:北京京立离心机有限公司;XB.K.25 0.10 mm 1/400 mm2型血球计数板:上海市求精生化试剂仪器有限公司。
1.3 试验方法
1.3.1 水牛乳豆乳霉菌混合干酪制作工艺流程

1.3.2 水牛乳豆乳干酪感官评定
根据农业部NY 478—2002《软质干酪标准》[6]及成熟软质干酪评分标准[1],从滋气味、组织状态、外型、色泽等指标评定水牛乳豆乳霉菌干酪品质,总分为100分,品评员8名。水牛乳豆乳干酪感官评定标准见表1。

表1 水牛乳豆乳干酪感官评分标准Table 1 Sensory evaluation standard of buffalo milk and soybean milk mixed cheese
1.3.2 菌种活化
将雅致放射毛霉(Actinomucor elegans)活化后传两代[7],并用茄形瓶扩大培养,分别制成1×104CFU/mL、1×105CFU/mL、1×106CFU/mL、1×107CFU/mL四个不同浓度的霉菌孢子悬液备用。
1.3.3 水牛乳标准化及混入豆奶
用牛奶分离机分离出奶油和脱脂水牛奶,按蛋白(P)/脂肪(F)=0.60~0.65,再与豆乳混合,制备成四种分别含0、5%、10%、15%豆奶的水牛乳、豆乳混合原料乳以备用。
1.3.4 霉菌孢子计数
霉菌孢子按血球板计数,霉菌孢子计算公式如下:细胞个数(CFU/mL)=80个小方格细胞总数/80×400×10 000×稀释倍数
1.3.5 水分测定
采用烘干法进行测定[8]。
1.3.6 蛋白的测定
准确称取1 g左右研磨均匀的干酪,加入催化剂(硫酸钾、硫酸铜)及10 mL硫酸,加入凯氏消化炉中消化,然后进行凯氏全自动定氮仪测定[9]。
1.3.7 游离脂肪酸测定
采用GB/T5530—2005《动植物油脂酸值和酸度测定》中方法测定[10]。
1.3.8 可溶性氮的测定
可溶性氮参照参考文献[11]中的方法进行测定。
1.3.9 干酪质构的测定
用美国FTC-质构仪进行干酪质构分析(texture profile analysis,TPA)[12]。
2 结果与分析
2.1 单因素试验
2.1.1 豆乳添加量对干酪品质的影响
由于雅致放射毛霉(Actinomucor elegans)主要是产酸性蛋白酶[13],用于豆类发酵。本试验考虑在水牛乳中添加一定比例的豆乳,分别选取0、5%、10%、15%、20%4种添加量来制作毛霉水牛乳、豆乳混合表面成熟干酪,后续观察霉菌在干酪表面生长情况,并于20 d时对干酪进行感官评定,结果见表2。
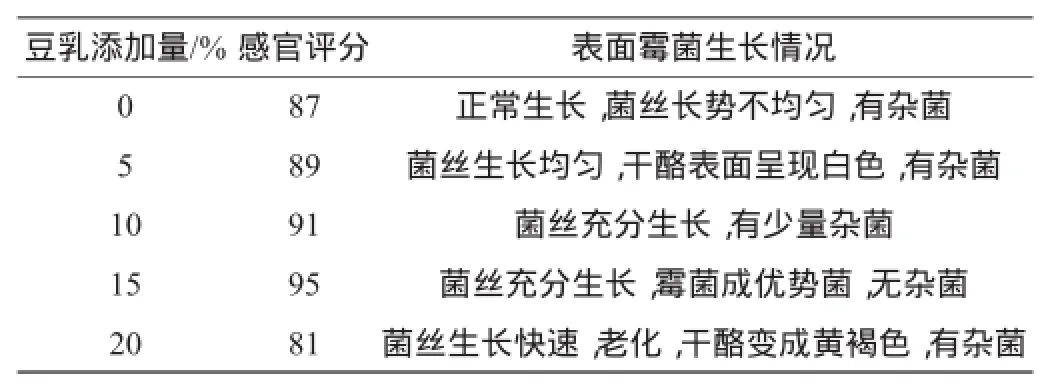
表2 不同豆乳添加量的霉菌干酪感官质量及霉菌生长情况Table 2 Effect of different soybean milk addition on sensory quality of mould-ripped cheese and mould growth
由表2可知,随着豆浆添加量的增加,水牛乳、豆乳干酪的感官评分也有所提高,并在豆乳添加量为15%时达到最高(95分),霉菌在干酪表面生长良好,无杂菌。若将豆乳添加量增加到20%,毛霉菌在干酪表面生长迅速,毛霉老化较快,干酪表面呈现黄褐色,质地较硬,口感略有苦味,水牛乳豆乳干酪特有的奶香味较淡,影响其感官品质,因此选择豆乳的添加量为15%。
2.1.2 程序升温搅拌对干酪品质的影响
干酪凝乳切割后,以30℃为升温起点,以1℃/4 min为升温搅拌时间,加凝乳酶、发酵剂之后调pH值为6.0,促使凝块收缩及乳清渗出,分别升温至36℃、39℃、42℃、45℃,持续搅拌维持10 min,以成熟期为20 d的干酪作为最终样品,进行感官评定,pH 4.6可溶性氮(soluble nitrogen,SN),12%三氯乙酸(trichloroacetic acid,TCA)可溶性氮等指标测定结果见表3。
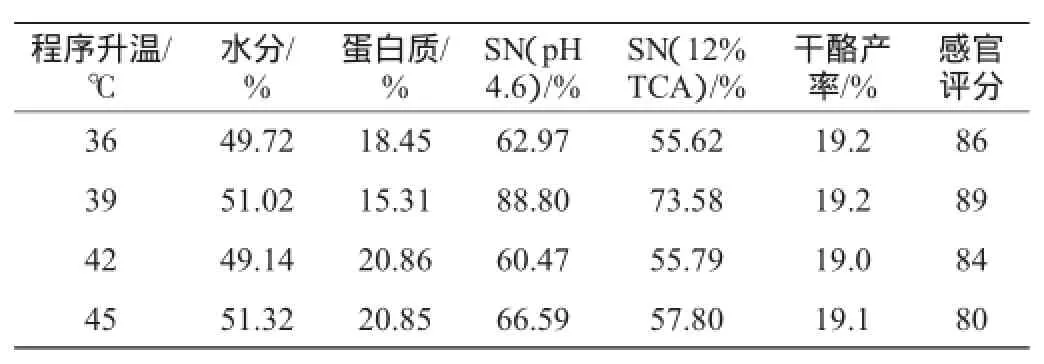
表3 霉菌干酪在不同程序升温下的理化指标及感官评分Table 3 Effect of different programmed temperature on physical and chemical index and sensory evaluation of mould cheese
由表3可知,程序升温至39℃时,干酪产率达19.2%,pH 4.6、12%TCA可溶性氮含量较高,水分、蛋白质及感官评分等综合指标较较佳。当程序升温至36℃和42℃时,干酪的pH 4.6和12%TCA这两种可溶性氮含量较低,而当程序升温至45℃时,干酪产率和感官指标均不太理想。因此,程序升温至39℃为宜。
2.1.3 加盐量对干酪品质的影响
加盐可进一步促进乳清排放,也可以抑制部分腐败微生物及病原体的生长,试验采取在凝乳切割后,即排乳清前先加盐2%,待干酪胚成型后再盐渍相结合的二次加盐法,盐渍时分别设置食盐8%、12%、18%三个质量分数,温度为16~18℃,时间为120 min[14],考察对干酪品质的影响,结果见表4。
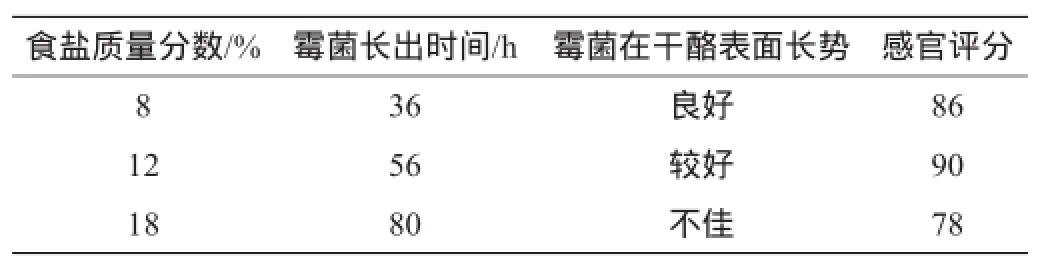
表4 盐渍浓度对干酪品质的影响Table 4 Effect of different saline concentration on cheese quality
由表4可知,通过评价霉菌长势和最终干酪口感,食盐质量分数为12%时,霉菌长势、干酪质地、风味最佳,感官评分最高。
2.1.4 霉菌孢子悬液浓度对干酪品质的影响
分别选取104CFU/mL、105CFU/mL、106CFU/mL、107CFU/mL四个不同浓度的霉菌孢子悬液喷洒在干酪表面,放入霉菌培养箱培养,结果见表5。

表5 不同霉菌孢子悬液浓度对干酪品质的影响Table 5 Effect of different mould spore suspension concentration on cheese quality
由表5可知,随着喷霉孢子浓度的增加,表面霉菌的生长速度会加快,质地也更软,当喷霉浓度达1×107CFU/mL时,毛霉生长旺盛,干酪质地由软变硬,游离脂肪酸升高,干酪内部的蛋白和脂肪发生强烈水解,过度成熟,不利于干酪的保质,因此,选用1×106CFU/mL的喷霉浓度为干酪最佳霉菌接种浓度。
2.1.5 成熟时间对干酪品质的影响
将前3 d温度设为18℃,让霉菌充分生长,后熟过程将温度设为13℃,待霉菌完全覆盖干酪表面后,用锡箔纸包装,待干酪成熟20 d左右,放入4℃冰箱,分别在喷霉后0 d、10 d、20 d、30 d对干酪进行感官评定并检测其质构、水分、可溶性氮含量,结果见表6。

表6 不同成熟期干酪的感官评定及质构、水分、可溶性氮含量Table 6 Effect of different maturity on sensory evaluation,structured quality,moisture and soluble nitrogen content of cheese
由表6可知,随着干酪成熟时间的延长,干酪的pH 4.6和12%TCA两种SN均显著增加,这是因为毛霉干酪在成熟过程中,酪蛋白发生强烈水解,可溶性氮的变化情况,基本上就可以反映出干酪的蛋白水解的广度和深度[15]。干酪的水分含量在开始的10 d内下迅速降了10%。通过对不同成熟时间下干酪的感官评定及质构、可溶性氮、水分等指标的分析,可以确定毛霉豆乳、水牛乳混合表面成熟干酪在成熟30 d后,便可以得到较好的品质。
2.2 正交试验确定干酪发酵最佳工艺参数
基于上述单因素试验结果,本研究选择对毛霉豆乳、水牛乳混合表面成熟干酪影响较为重要的3个因素:程序升温终点温度、成熟时间、霉菌孢子液浓度进行3因素3水平L9(33)正交试验,通过对最终产品感官评分来确定最佳生产工艺参数。正交试验因素与水平见表7,结果与分析见表8。

表7 干酪发酵工艺优化正交试验因素与水平Table 7 Factors and levels of orthogonal experiments for cheese fermentation technology optimization
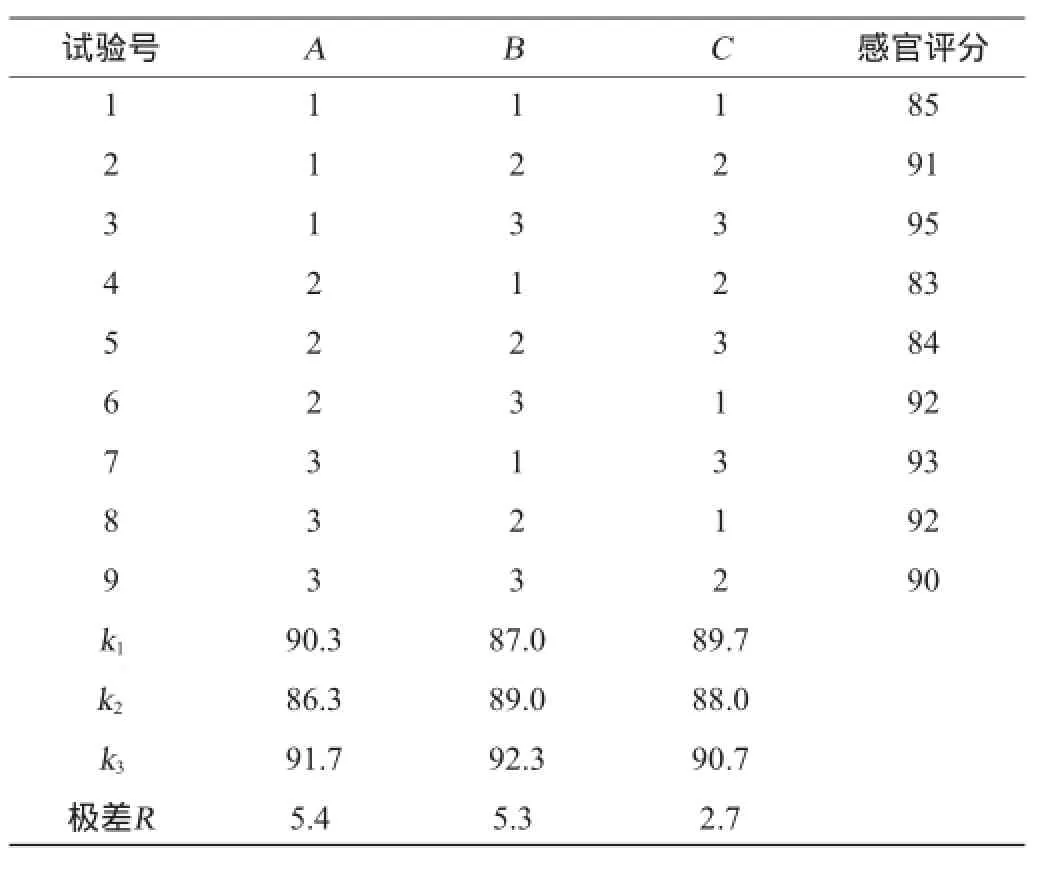
表8 干酪发酵工艺优化正交试验结果与分析Table 8 Results and analysis of orthogonal experiments for cheese fermentation technology optimization
由表8正交试验极差分析可知,3个因素对结果的影响分别为终点温度A>成熟时间B>霉菌孢子悬液浓度C,水牛乳豆乳霉菌混合干酪的最佳工艺参数为A3B3C3,即:程序升温终点温度为41℃,成熟时间为30 d,霉菌孢子悬液浓度为1×106CFU/mL,按此最佳工艺参数进行验证试验后,得到混合干酪的感官评分为95分。
3 结论
本试验将雅致放射毛霉应用到水牛乳豆乳表面混合发酵干酪中,成熟30 d后就得到良好质地和风味,说明该菌种能用于生产水牛乳豆乳混合干酪;通过单因素和正交试验对干酪的制备工艺进行了优化,确定了其最佳工艺参数:豆乳添加比例15%,程序升温至41℃,喷霉孢子悬液浓度1×106CFU/mL,成熟时间为30 d。在此最佳条件下制备的水牛乳豆乳混合霉菌干酪具有霉菌干酪特有的滋气味,组织状态、外型、色泽均良好,最终感官评分为95分。
水牛奶作为我国南方地区一种特有的原生态乳制品,具有广阔的开发前景,将其与豆奶混合,利用雅致放射毛霉优良的发酵特性,制成水牛乳豆乳霉菌混合干酪,并对其工艺参数进行了优化,得到了风味柔和且更适合国人口味的国产干酪新品种,为后续此类干酪产品的开发利用提供了实践基础与理论依据。
[1]周海珍.类Camembert干酪的加工工艺与风味物质的研究[D].石河子:石河子大学硕士论文,2009.
[2]郭本恒.干酪[M].北京:化学工业出版社,2004.
[3]汪建明,郭林海,孙囝,等.雅致放射毛霉在干酪中的应用[J].中国食品与发酵工业,2008,34(11):155-156.158-159.
[4]陈玮.凝固型绿豆雪莲果酸奶的研制[J].中国酿造,2009,28(4):180-181.
[5]李玲,曾庆坤,唐艳,等.一种水牛乳硬质干酪的工艺研究[J].中国乳业,2011(5):61-62.
[6]郭本恒,张少辉.NY 478—2002软质干酪[S].北京:中国标准出版社,2002.
[7]何华美,李淑珍,陈丹霞,等.芽孢杆菌混合发酵工艺条件的优化[J].中国酿造,2014,33(4):57-58.
[8]刘福岭,戴行钧.食品物理与化学分析方法[M].北京:中国轻工业出版社,1987.
[9]李宁.几种蛋白质测定方法的比较[J].陕西农业大学学报:自然科学版,2006(2):132-134.
[10]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB5413.3—2010.婴幼儿食品和乳品中脂肪的测定[S].北京:中国标准出版社,2010.
[11]YUN J J,KIELY L J.BARBAND D M.Mozzarella cheese.Impact of cooking temperature on chemical composition,proteolysis and functional properties[J].J Dairy Sci,1993,76(12):3664-3673.
[12]KINDSTEDT P S.Effect of salt concentration and freezing on Mozzarella cheese Texture[J].J Dairy Sci,1983,66(2):204-213.
[13]杨立新.雅致放射毛霉蛋白酶的液体发酵生产及应用研究[D].北京:中国农业大学硕士论文,2004.
[14]闰波,刘宁,孟祥晨,等.干酪的生产现状及主要影响干酪品质的因素[J].中国乳品工业,2004,32(7):30-33.
[15]孟德勇.霉菌干酪均匀成熟的研究[D].天津:天津科技大学硕士论文,2010.
Processing parameters optimization of buffalo milk and soybean milk cheese usingActinomucor elegans
XIE Fang,ZENG Qingkun*,LI Ling,LIN Bo,TANG Yan,NONG Haoru
(Institute ofBuffalo Research,Chinese AcademyofAgricultural Sciencesand Guangxi ZhuangNationalityAutonomousRegion, Nanning530001,China)
The objective of this study was to improve the quality of buffalo milk and soybean milk mixed cheese.Single factor design and orthogonal design were used for processing parameters optimization of buffalo milk and soybean milk mixed cheese respectively.Actinomucor eleganswas used as a starter.The results showed that the optimum processing parameters for the cheese were as follows:soybean milk 15%,programmed temperature 41℃,mould spores concentration 1×106CFU/ml,maturing time 30 d.Under above optimum conditions,a better quality of mould-ripened cheese products can be obtained.
Actinomucor elegans;buffalo milk;soybean milk;cheese
Q939.97
A
0254-5071(2014)11-0162-04
10.11882/j.issn.0254-5071.2014.11.038
2014-09-23
广西科技攻关项目(11107005-1A);广西水产畜牧兽医局科技项目(桂渔牧科1204915)
谢芳(1980-),女,研究实习员,本科,研究方向为乳品加工。
*通讯作者:曾庆坤(1968-),男,研究员,硕士,研究方向为食品科学。
猜你喜欢
食品界(2022年12期)2022-01-01
食品安全导刊(2021年21期)2021-08-30
自我保健(2020年8期)2020-01-01
乳业科学与技术(2019年5期)2019-12-24
郑州轻工业学院学报(社会科学版)(2019年1期)2019-04-12
中国乳品工业(2018年11期)2018-12-29
中国乳品工业(2018年7期)2018-08-21
中国调味品(2017年2期)2017-03-20
爱你(2016年20期)2016-11-25
湖北农业科学(2014年18期)2014-11-20
