
中空塑料挤吹机壁厚控制器的研究❋
2013-12-23 03:55徐晓风高永祥
机械工程与自动化 2013年2期
徐晓风,高永祥
(浙江机电职业技术学院,浙江 杭州 310053)
0 引言
目前社会对中空塑料制品的需求增加,而中空塑料制品的制作方法主要靠挤出吹塑。通常塑料中空制品规格可分为超大型、大型、中型和小型。由于用于制造中空制品的设备造价较低,加工成型的周期比较短,特别是规格较大的制品,其壁厚的控制不太容易,存在着表面外观质量不高和有夹料缝等缺点。因此,中空制品的壁厚控制是塑料挤吹成型过程中比较关键的因素,研究开发壁厚控制装置对提高中空制品的外廓质量有着重要的意义[1]。
1 项目技术方案
本项目研究的壁厚控制装置包括硬件模块和软件模块,图1为型坯壁厚控制器总体设计方案。
1.1 硬件控制方案
具有壁厚控制功能的往复式挤吹机是一个多执行机构。该机构由壁厚控制模头、控制芯棒、高频响应电液比例阀、伺服油缸和信号反馈装置等组成。具有工作元件较多、动作较复杂、动作之间的顺序要求严格等特点,壁厚控制器具有一定的动态响应特性[2]。壁厚控制器的硬件控制主要由液压控制系统实现,该液压控制系统采用闭环反馈设计。
系统采用5.5kW 电机和额定流量为23L/min的定量齿轮泵驱动,其中电机直立安装。系统安全阀压力设置为18 MPa,高压滤油器保证系统油液的清洁。发讯器用于在滤油器堵塞的情况下发讯报警,以便及时清洗或更换。压力截止阀的作用是保证系统的工作压力和蓄能器的充液压力在14 MPa~15 MPa,当系统压力超过15 MPa时该阀直接卸荷,以保证系统安全。二位二通电磁阀处于常通失电位置,使电机启动时系统处于无负荷状态,工作时电磁阀得电后油路关闭,蓄能器开始充液,并供油至高频响应电液比例阀。
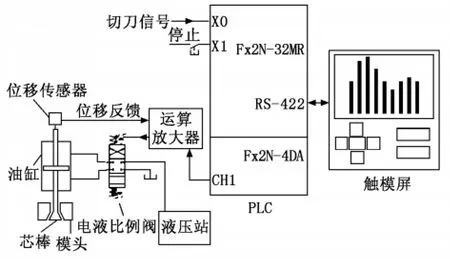
图1 壁厚控制器总体设计方案
系统中挤出螺杆电机的速度通过控制面板上的仪表进行变频调节,其频率调节范围在0 Hz~400 Hz,与挤吹成型的吹气元件动作相匹配。由于采用变频调速,使挤出螺杆电机的启动容量相应地减小,并且可以取消一些诸如主接触器和热继电器等电气元件,以提高节能降耗效果。
系统中采用电液比例阀作为控制元件。用户在壁厚控制器的面板上设定型坯壁厚轴向变化曲线,控制器可根据曲线输出变化的电压或者电流信号至电液比例阀,驱动执行机构控制芯棒的上下移动,从而造成芯棒缝隙的变化。系统中的电液比例阀具有运动平稳、位置精度高、响应快、重复精度良好等优点。通过采用电液比例阀控制芯棒的位置精度,可以使壁厚控制器具有较高的频率响应和控制精度,在使用时还可根据中空塑料制品的性能要求及设备的性价比择优选用。
1.2 软件控制方案
通常挤吹型坯壁厚控制系统采用直流电动机调速,以手动的方式进行速度控制;采用温度控制仪表测量和控制温度;低压电器采用以接触器为主的控制元件。挤吹机壁厚器的主要控制对象为制品的壁厚,而PLC在控制领域具有很高的可靠性和广泛的适用性,因此该壁厚控制器软件控制采用可编程控制器PLC来实现。
挤吹型坯控制系统的软件编程工具采用STEP7 V5.3[2]。软件控制的功能模块主要有读模拟输入量程序、PID 控制程序、PID 参数自整定程序[3]和壁厚 检测报警程序等4个模块。
读模拟输入量程序功能模块主要完成读出输入模块输入量,并转换成实际的厚度数值存入数据存储器。数据存储的起始位置、起始地址、通道数、数据号以及输入模块是可以变化的。其中数据存储中的数字量表示测出的值为0.1mm。
自整定PID 参数控制及PID 控制模块控制强制冷却的开槽加料段温度。原PID 参数是通过人工整定的,需要熟练的技巧,通常比较费时费力,而且PID调节器不能根据被控对象发生的变化而作出相应的调整,需要靠人工重新整定参数。本系统中主要通过对输入输出关系在线识别而整定控制参数,PID 控制器是通过PID 控制算法实现的[4]。
厚度检测报警程序的主要功能是:当测量制品的厚度值超出了规定上限或规定下限的报警标志时,采用发光二极管发光的形式报警。如果壁厚测量值小于规定的上限中扣除死区后的数值时,将进行上限复位报警;如果壁厚测量值大于下限规定值时,将进行下限复位报警。通常,这里的上、下限的规定值以及死区定义均可表示为静态数值变量,并可以通过修改相应报警程序中相应数据块的变量值来实现限值壁厚控制器参数的整定。
2 系统安全可靠性设计
挤出机的壁厚控制器中有4个位置安装了接近开关,其动作过程由时间控制。采用接近开关的目的是保护吹气机构,即当壁料未流到预定位置或下移信号未给出时,则吹气动作不能执行。这样就节省了开模、合模以及上移的自检时间,而且可以进一步提高壁厚控制器的可靠性。
3 结束语
目前,所开发的50点~100点挤吹机型坯控制器已在华东某知名饮料集团公司中获得应用。该壁厚控制器的运行情况较好,操作简单,有效地提高了型坯壁厚精度,大幅提高了中空制品的生产效率和质量,降低了生产中空制品的成本。该壁厚控制器具有一定的市场推广价值。
[1] 李建军.型坯壁厚控制系统在中空吹塑机中的设计与实现[J].自动化博览,2006,5(5):74-76.
[2] 王志新,张华,黄树新.吹塑型坯的计算机辅助设计及程序编制[J].中国塑料,1996,10(1):67-71.
[3] 杜巧连,陈旭辉,孙慧平,等.中空吹塑成形系统的设计与研究[J].机床与液压,2003,2(2):160-162.
[4] Viersma T J.Analysis synthesis and design of hydraulic servo-system and Pipeline[M].Amsterdam:Elsevier Scientific Publishing Company,1980.
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21
钢管(2021年5期)2021-03-09
钢管(2020年4期)2020-10-29
电线电缆(2018年3期)2018-06-29
现代冶金(2018年6期)2018-02-20
凿岩机械气动工具(2017年3期)2017-11-22
新疆钢铁(2015年1期)2015-11-07
哈尔滨理工大学学报(2015年2期)2015-07-22
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
计算机辅助工程(2014年5期)2014-10-30
