
光电位置传感器在海绵复卷纠偏控制中的应用
2013-10-22 07:26:04马问问何金龙
传感器与微系统 2013年7期
马问问,何金龙,王 宽
(中国计量学院机电工程学院,浙江杭州 310018)
0 引言
在自动化流水线上,例如:在冷轧带钢厂中,带钢在某些工艺如连续酸洗、退火、镀锡等过程中易产生“跑偏”现象;在轻工、印刷、纺织等行业中,要进行薄型物料(如塑料薄膜和纸张、布匹等可绕行带材)的线位自动探测和跟踪。特别是自动化竞争激烈的产品生产行业中,在制造包装产品时,只有将带材准确输送到剪切点位才能将材料包装剪切成规定的尺寸,以满足后续的生产要求,同时减轻能源的不必要消耗。从较薄的塑料薄膜到较厚的钢板,从较窄的卷材[1]到较宽的卷筒,无论是在放卷、收卷,还是在行进过程纠偏中,卷材由于受到不可控制力的作用,会不可避免地产生幅宽中心偏离基准中心线的现象,从而造成卷材的跑偏。卷材跑偏轻则造成对材料的浪费,重则会毁坏传送机构。因此,需要对“跑偏”现象进行纠正,使其沿着规定的中心线行走。本文使用步进电机和滚珠丝杠作为执行机构,采用图像传感器的自动跟踪检测设计一种自动纠偏控制[2]系统。
1 海绵复卷跑偏原因分析
在实际生产中,导致偏差产生的因素有很多,主要原因有:
1)辊子在长期运送过程中会单边磨损,形成锥形。锥形辊使海绵布张力分布不均匀就会跑偏,跑偏量与锥形大小有关系。
2)带材断面不均匀或两边厚薄不一,形成镰刀弯状。此类带材上的各点都趋向于棍子中心线成直角,运送时就会产生跑偏。跑偏量与镰刀弯的程度、带材张力大小和2个运送辊之间的距离有关。
3)2 个运送辊轴向不平行,就会使带材张力不均匀,但带材总要和辊子成直角趋势就会产生跑偏,跑偏量与两辊之间的间距和角度有关。
4)辊子表面粗糙程度不均和光电位置检测传感器的安装误差也会引起带材跑偏。
2 海绵复卷纠偏控制原理图
图1为系统控制原理简图。

图1 海绵复卷纠偏控制原理简图Fig 1 Principle diagram of sponge rewinding deviation correction control
通过位置传感器[3,4]检测出海绵布的边缘位置,然后通过控制器计算出海绵布边缘位置的偏移量,并判断偏移量是否超过允许的正常偏移区域(盲区),如果偏移量超过允许的正常偏移区域,通过驱动模块使传动系统驱使收放卷辊朝着与跑偏方向相反方向横向运动,直至偏移量停留在允许的正常范围之内。
图2所示为本系统所使用的一种光电检测装置[5]。
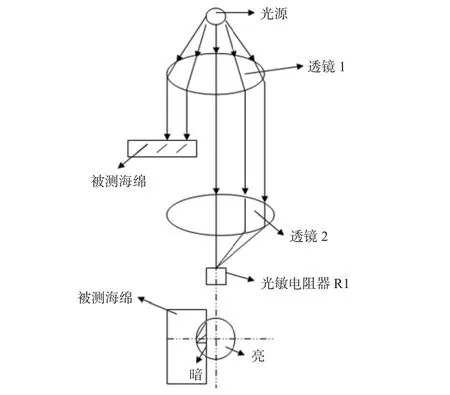
图2 光电位置传感器的边缘位置检测装置Fig 2 Edge position detection device of photoelectric position sensor
光电传感器是采用光电元件作为检测元件的传感器。它首先把被测量的变化转换成光信号的变化,然后借助光电元件进一步将光信号转换成电信号。光电传感器一般由光源、光学通路和光电元件3部分组成。
首先光源发出的光线经过透镜1被聚集成平行光束投向透镜2,被聚集在光敏电阻器R1上,在平行光束到达透镜2的途中,有一部分光线受到海绵布的遮挡,从而使到达光敏电阻器的光通量减少。
3 系统检测点的选择
许多自动化流水线纠偏控制中、光电位置检测传感器的安装位置选择都是根据经验确定的,并没有一套具体的理论作为支撑。理论上,光电位置检测器发出信号至摆动辊开始动作的时间应该等于海绵卷的位置检测器运行到摆动辊位置的时间,即T=T1,T1=L/v,其中,L是检测器到达摆动辊之间的距离,v为海绵布运行速度。根据几次调节可以固定位置检测传感器。
4 纠偏实验测试
以75 mm标准宽度海绵布为被控对象,布带运行速度为1.5 m/s,纠偏基准设定为图像传感器的中心位置,坐标偏移量为8 mm,并且采用智能PID算法[6,7]进行纠偏效果测试。表1为实验结果数据。
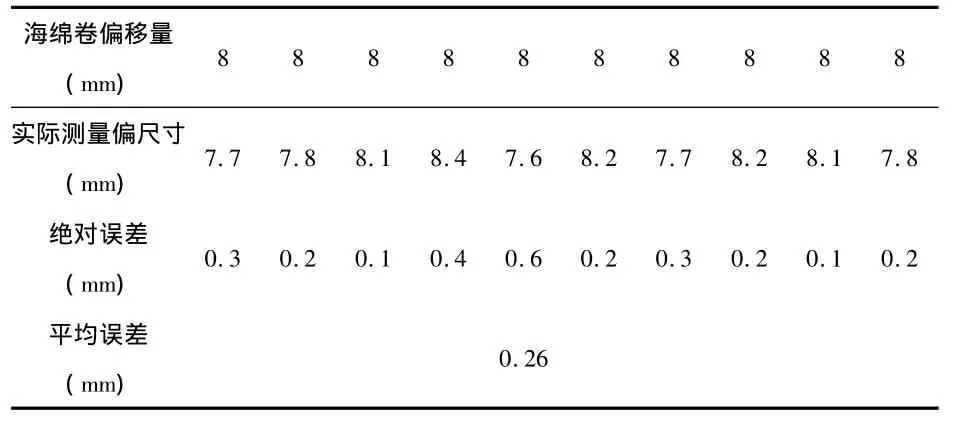
表1 给定海绵复卷偏移量和实验测量尺寸Tab 1 Given sponge rewinding offset and dimensions of experimental measurements
从表1数据看出:海绵复卷的绝对误差(即跑偏量)的最大值为0.6 mm,平均值为0.26 mm,完全满足自动化流水线生产上海绵复卷跑偏量的控制要求(小于0.5 mm)。
5 结束语
本文具体阐述和分析了位置检测传感器的基本工作原理和在海绵复卷纠偏控制中起到的重要作用。同时也解决了自动化流水线上由于跑偏造成的巨大浪费,大大提高了生产成本和效率。具体实现了纠偏精度为0.5 mm,在极大程度上符合了海绵复卷的要求,该系统可以在其他带材装置上得到应用和延伸。
[1] 杨娅君.运动带材边线跑偏的智能控制[J].基础自动化,2000(6):4,5.
[2] Ahn K K,Truong D Q.Online tuning fuzzy PID controller using robust extended Kalman filter[J].Journal of Process Control,2008,19(6):1011 -1023.
[3] 朱 伟,韩服善.光电传感器在自动化生产线上的应用[J].电子工程师,2004,30(8):72,73.
[4] 生凯章,赵晓燕.新型数字式光电纠偏系统的设计与应用[J].机床与液压,2006(7):173,174.
[5] 梁 森,王侃夫,黄杭美.自动检测与转换技术[M].北京:机械工业出版社,2005.
[6] 王志辉,乔海洋,陈宏娟.纤维带缠绕智能纠偏控制系统设计与仿真[J].机电工程技术,2005,34(11):30 -32.
[7] 高 翔,孔丽英,孙贵芳.电液伺服系统的仿真与自校正PID控制器的设计[J].海军工程大学学报,2001,13(5):33 -37.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21 06:44:10
中国钢铁业(2022年7期)2022-12-21 06:09:58
中国钢铁业(2022年6期)2022-09-03 00:50:58
中国钢铁业(2022年4期)2022-07-06 08:54:34
地理空间信息(2022年3期)2022-04-01 14:16:14
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
机械设计与制造(2018年11期)2018-11-12 08:05:26
制造技术与机床(2017年7期)2018-01-19 02:29:53
测绘工程(2017年3期)2017-12-22 03:24:50
建筑工程技术与设计(2015年22期)2015-10-21 18:37:26
