
基于金属材料理化特性的化工设备选材与焊接工艺研究
2013-08-15 11:08:18王哲勤
吉林广播电视大学学报 2013年7期
王哲勤
(吉林市广播电视大学,吉林市 132001)
金属材料在化学工业当中应用相当广泛,“例如化工设备、化工管线、化工仪表等都有很大一部分是使用金属材料来制造的”,①而设备、管线和仪表选材、制造和安装的基本要求是满足工艺和操作的使用要求,对于发展高质高效的精细化工来讲,在依据工艺和操作的需求对设备、管线和仪表等提出选材要求之后,化工设备、管线和仪表的制造、安装的质量水平,决定着化工单元操作的质量水平和稳定性②,所以,在一定意义上说,化工设备、管线和仪表的制造、安装的质量水平也是发展高质高效的精细化工的基本瓶颈技术。而化工设备、管线和仪表的制造、安装过程中,焊接是被广泛应用的制造安装方法,而就金属材料的理化特性来研究化工设备的选材与焊接工艺之间的关系,是提高化工设备、管线和仪表的制造、安装的质量水平的基本技术研究之一。
一、满足工艺要求的材料与焊接工艺选择的意义
下面化工设备与管线制造与安装焊接接头失效实例:
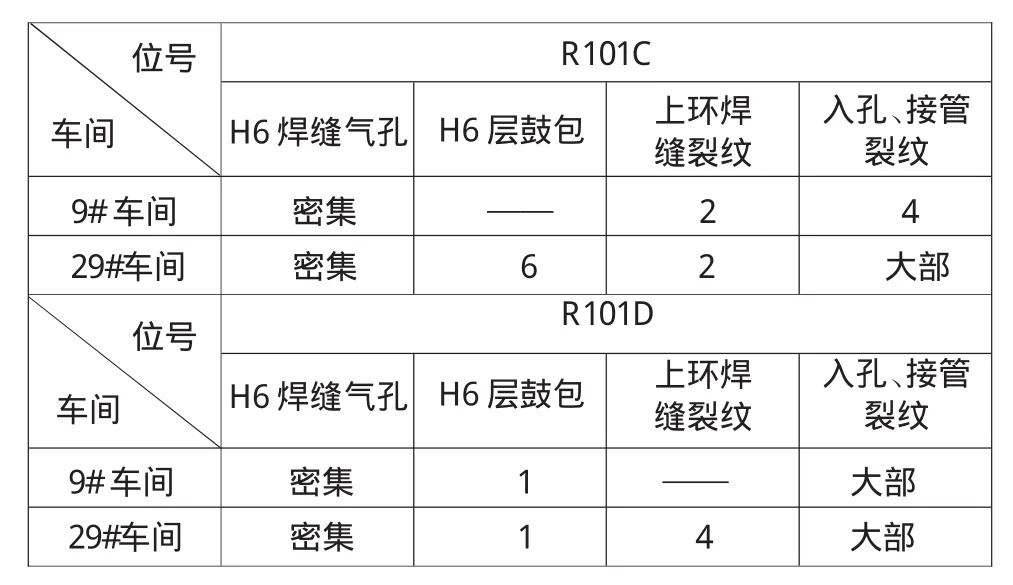
例1:“某化工厂碱熔釜16 M n R基层在设备使用一年后出现的缺陷如下表1所示:

表1 缺陷分布统计
在对16 M n R基层的外侧打磨后发现,随着裂纹的深入,面积扩大,对其进行P T检验,可以看到:裂纹由里向外扩展,呈网状。内部裂纹细小,但密集;外部裂纹稀少,但逐渐扩大。
对16MnR基层裂纹部位取样进行理化和金相分析。其结论:金相试件浸蚀后,显示裂纹显微形貌,裂纹以沿晶扩展为主,局部区段为穿晶扩展;裂纹有显微分枝。
例2:“某化肥厂合成氨装置碳黑水处理单元顶部闪蒸汽管线在运行过程中发生穿透性裂纹(图1):304不锈钢管线连接铬镍不锈钢,易发生应力腐蚀开裂的”。③这是因为在焊接过程中容易出现碳化铬,导致局部贫铬,抗晶间腐蚀和抗氯化物应力腐蚀开裂能力下降;用等离子切割加工时,如
则由于硬化层的高硬度和应力集中,
果不彻底磨除管线表面FeN硬化层,在Cl-富集的情况下会引起应力腐蚀开裂。


图1 管线焊接裂纹
二、基于材料理化特性的焊接工艺分析
1)理论分析
上述两实际例子中,材料焊接区域的理化特性决定了焊接结构的使用特性,而材料焊接区域的理化特性取决于焊接区域的成分状态和组织结构。
焊接区域的金属化学成分可以根据填充金属、母材成分和熔合比来计算。“焊接区域的组织结构可以根据舍夫勒焊接组织图预测”。④
实际上,焊缝中间部位与焊缝边缘的化学成分有很大的差别,熔池边缘靠近固态母材处,液态金属的温度较低、流动性差,液态停留时间较短,受到机械搅拌作用比较弱,是一个滞留层。该处融化的母材与填充金属不能充分地混合,而且越靠近熔合区,母材成分所占比例越大。
同时,焊缝中间部位与焊缝边缘的化学成分差异以及热处理状态差异使得焊接区域的组织状态变化。
例如Q235与1 Cr18 Ni9焊接时的Schaf fler可以得到既定母材不同焊接条件下焊接区域的组织分布状态。
“焊接区域的成分与组织状态也可以用探针分析检验和金相分析检验”。⑤
Q235与1Cr18 Ni9焊接时融合区两侧在焊态及经过高温加热处理后C、Cr元素的电子探针分析结果。显然,经过6000 C×100 h高温加热处理后,在焊接融合区靠近焊缝金属一侧的碳含量显著增加,使熔合区附近的组织性能发生明显变化,尤其是冲击性降低。
如图3所示是Q235与1Cr18 Ni9焊接时融合区金相分析
2)结论
焊接结构化工设备选材:符合设计、使用工艺要求,并在此基础上选择成分、组织与温度易控材料。
C、Cr元素的电子探针分析

图3 Q235与1Cr18 Ni9焊接融合区
金相分析
焊工设备焊接工艺:满足设计、使用工艺要求前提下选择成分、组织与温度易控材料。并在实施操作中从微观上控制成分与温度场,宏观上控制组织与温度场。
化工设备选材与工艺控制:依据母材、焊材的理化特性,选择合理的焊接条件和工艺条件,达到焊接区域理化性能更接近母材的焊接结果,这一结果,可以在焊接条件和工艺条件选择上按合金元素的成分分布图和Schaf fler焊接组织图进行预测计算,在焊接实施后利用电子探针法和金相试验法进行检验。
注 释:
①任爱,赵灿,范长信,等.电站高温锅炉管奥氏体异种钢焊接接头失效方式研究[J].热力发电,2003(8):p27-31
②于启湛.石油化工设备用钢的焊接[J].化工机械,1990(2):p50-60
③邬强,李国义,耿清.挖补板焊接残余应力的测定研究[J].内蒙古石油化工,2002(28):p7-8
④ G.Muravin,B.Muravin,L.Lezvinsky.Revealing,Identi fying and Assessing Flaws in Weld Joints Operating High Energy Equipment and Ping Chemical,Fossil and Nuclear Power Plants by Quantitative Acoustic Emission Method[J],《Welding in the World》,2009(4).
⑤R.E.TOMAS.D.BRANDIA.C.SOUZAZ.MORA IS.Comparison between DC(+)and Square Wave AC SAW Current Outputs to Weld AISI 304 for Low-Temperature Applications,《Welding Journal》,2011(9).
猜你喜欢
云南化工(2021年6期)2021-12-21 07:31:24
中国特种设备安全(2021年12期)2021-04-26 14:37:32
作文成功之路·小学版(2020年4期)2020-06-16 03:38:06
中国教育信息化(2019年22期)2019-12-20 07:31:16
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
新世纪智能(语文备考)(2018年9期)2018-11-08 11:03:42
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
语文教学与研究(2014年7期)2014-02-28 21:54:26
