
飞灰测碳在线执行机构的优化设计及仿真
2013-03-17 01:15陈向伟韩青
机床与液压 2013年10期
陈向伟,韩青
(东北电力大学机械学院,吉林吉林132012)
火力发电厂中的燃煤锅炉燃烧后的剩余物称为飞灰,飞灰中会含有燃烧不完全时残留的碳粒,残余碳粒占飞灰的比例就是飞灰含碳量[1]。在电力市场的不断改革中,各火力发电厂为了提高自身竞争力,都越来越重视如何在发电效率提高的情况下,使发电成本降低。飞灰含碳量对火电厂燃煤锅炉来说是非常重要的参数,它能够反映锅炉运行过程中的经济性及技术性,表示了燃煤的未完全燃烧损失,所以锅炉运行效率的高低可以用飞灰含碳量表示。现阶段市场上针对飞灰测碳在线执行机构的研究较多,基本上解决了离线的实验室分析法存在的分析时间较长、人工工作量大等缺陷,但是飞灰测碳在线执行机构由于技术还不成熟,仍存在一定的改进空间。作者主要探讨在失重法飞灰测碳在线执行机构上使用气动机械手代替中心旋转工位,并对改进后的机构进行动态模拟仿真,然后对机构改进前后各参数进行分析。
1 飞灰测碳机构的优化设计
1.1 飞灰测碳机构的结构及工作过程
失重法飞灰测碳在线执行机构(以下简称为飞灰测碳机构)采用的是失重法(即灼烧称重法)测量飞灰含碳量,该机构包含以下工位:取灰工位、称重工位、灼烧工位、排灰工位和中心升降旋转工位,其中称重工位包含校正部分和天平部分。图1 为飞灰测碳机构的工位分布,图2 为飞灰测碳机构工位分布的三维立体图。飞灰测碳机构在工作时,这5 个工位需要准确地循环执行“采样—干燥—称重—燃烧—再称重—余灰处理”这一过程。
由图1 可知,取灰工位、称重工位、灼烧工位及排灰工位不均匀分布在以中心升降旋转工位为圆心的圆周上。飞灰测碳机构各工位作用:取灰工位执行接灰动作,即托举着坩埚上升接灰(每次接灰约2.5 ~3 g),接灰后直线下降到指定位置;校正部分只起到放置坩埚的作用,天平部分负责称量空坩埚及接灰后坩埚的质量;灼烧工位和排灰工位都与取灰工位类似,都需要先托举坩埚上升再直线下降至指定位置。

图1 飞灰测碳机构的工位分布
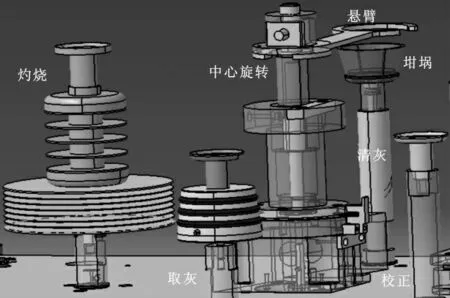
图2 飞灰测碳机构工位分布三维立体图
1.2 飞灰测碳机构存在的问题
(1)飞灰测碳机构各工位的升降轴均采用了齿轮齿条传动,由于导程较长(190 ~200 mm),在工作过程中即使产生轻微振动,这些振动传递到升降轴顶端靠近坩埚处就会被成倍放大,因此在升降轴上下升降过程中托埚不稳,容易掉埚,同时升降轴在工作过程中有噪声产生,这说明升降轴在其工作过程中运行不稳定,容易导致故障率的增加。不仅如此,由于飞灰测碳机构的工作环境灰尘比较多,而升降轴暴露在空气中,润滑液极易与空气中的灰尘相结合,在电厂环境下非常容易堵灰,造成升降轴无法正常工作,设备维护非常困难。
(2)由于飞灰测碳机构对精度要求较高,长期运行后,中心升降旋转工位及其他工位累积的误差会导致悬臂在各工位处与坩埚碰撞,增加掉埚概率。
(3)电机轴与各工位升降轴之间不是刚性连接,信号传输存在延迟性:当电机停止运转时,中心升降旋转工位处的悬臂不能及时停止,这种情况同样也会造成掉埚和碰撞。
综上所述,飞灰测碳机构需要从两方面进行优化改进:(1)取灰工位、称重工位、灼烧工位和排灰工位升降轴的传动方式。由于取灰、称重、灼烧和排灰工位升降轴的传动方式由原来的齿轮齿条传动改进为丝杠丝母传动,这种传动方式不仅使升降轴振动大幅减小,更重要的是密封性好,解决了堵灰的问题,提高了设备的性能及寿命,所以取灰、称重、灼烧和排灰工位的优化已经完成;(2)中心升降旋转工位在工作时与其他工位不同,不仅其自身做升降旋转运动,而且在旋转过程中需要与其他各工位进行协调合作,精度要求、稳定性及可靠性要求需要比其他工位更高,因此中心升降旋转工位的优化是飞灰测碳机构优化的主要部分。作者主要针对中心升降旋转工位的优化进行分析。
2 气动机械手总体方案的设计
气动机械手作为机械手的一种,可进行大量往复单调的运动及实现高精度定位的工作。由于准确、快速地抓取工件是机械手的基本功能,而气动机械手不仅具有机械手的基本功能,而且还具备相当程度的承载能力、自由度比较灵活、精度高、反应快速和自动定位时不受定位点位置限制的特性[2-3]。
2.1 气动机械手整体设计
文中设计的气动机械手需要在平面中的圆周范围内抓取坩埚,该机械手的整体设计的装配图如图3所示。文中的气动机械手具有6 个关节自由度,如图4所示。其中,决定气动机械手末端位置的关节有小臂俯仰关节、大臂俯仰关节、腰部回转关节,这3 个关节对机械手末端轨迹精度的控制起决定性的作用,决定了气动机械手的负载特性。其他关节,主要决定机械手末端的姿态,对末端轨迹控制进行微调,相对来说比较独立,对负载特性影响不大。

图3 气动机械手整体装配图

图4 气动机械手原理简图
气动机械手的原理见图5。大臂1 的运动主要为绕铰接中心(大臂俯仰关节)的俯仰运动。小臂3的运动有:绕铰接中心(小臂俯仰关节)的俯仰(通过气缸2 的伸缩实现)和沿小臂的伸缩(通过气缸4 的伸缩实现)。由图5 可以看出,气缸2 的缸体部分铰接在大臂处,活塞连杆则与小臂铰接,因此该气缸的运动能够带动小臂俯仰,从而实现气动机械手的俯仰运动;气缸4 的缸体与小臂连接在一起,缸体内活塞的运动能够带动小臂产生伸缩运动。而腕部关节处的气缸可以进行伸缩和旋转运动,主要控制手爪的开闭距离和开闭时间,同时起到微调的作用,使气动机械手末端接近被夹持工件时,及时调整夹持姿态,确保手爪在气缸的作用下,准确快速地执行夹持和放开工件的操作。

图5 气动机械手运动简图
2.2 气动机械手运动过程
气动机械手的初始位置是其手爪正对称重工位的校正部分(即坩埚初始放置位置),与坩埚成90°夹角,小臂根据该夹角设在相应位置。气动机械手运动简图见图5所示。气动机械手为完成一次完整的飞灰含碳量测量,需要完成如下几个动作:
(1)气缸4 带动小臂3 由初始位置伸出,到达坩埚初始位置(校正部分);气缸2 运动带动小臂3 绕小臂俯仰关节摆动,机械手停留在与坩埚相同的高度,在腕部气缸5 的作用下,水平移动,对准坩埚,手爪6 闭合,夹持住坩埚,完成夹取动作(因此机械手的运动范围会是一个扇形区域,此扇形区域在同一平面内,要想气动机械手可以在360°旋转,则需要腰部回转)。
(2)气缸2 的活塞杆伸出,小臂3 抬起,腰部旋转带动机械手逆时针旋转60°至天平部分,气缸2缩回,小臂降下;腕部气缸5 的活塞杆伸出,手爪6 张开(将坩埚放在天平部分托盘处),待称量完成后,气缸5 的活塞杆缩回,手爪6 闭合,夹持住坩埚。
(3)小臂3 抬起,顺时针旋转120°至取灰工位,小臂放下,手爪张开,然后小臂在气缸作用下缩回一定的位移,等待取灰完成,然后重复夹取动作。
(4)气动机械手在取灰工位、灼烧工位及清灰工位的动作是重复进行的。在不同工位处,除了机械手旋转的角度不同外,机械手的动作区别是:在气动机械手初始动作时,小臂3 由初始位置伸出,到达坩埚所在位置;气动机械手在天平部分只需要将手爪张开放下坩埚,不需要缩回。
3 飞灰测碳机构动态模拟仿真
一般情况下,机械手是多连杆、多自由度的空间结构,其运动学、动力学比较繁琐,若是人工计算则极易出错,所以要想提高工作效率与降低成本,及时发现机械结构设计、试验及运行阶段出现的问题,就必须使用机构运动仿真技术[4]。
3.1 气动机械手仿真过程分析
3.1.1 机构运动仿真步骤
在运用Pro/E 进行机构运动仿真中,可以通过添加各种运动轴的方式,使机构随伺服电机移动的同时,分析其运动。使用运动仿真观察并测量机构的任意点的位置、速度以及加速度的变化情况,并能够把这些测量值用图形表示出来,创建轨迹曲线及运动包络。根据分析,可以把机构的运动仿真分为以下6 个部分[2-3]:
(1)创建机构模型。添加模型并定义连接集(如销钉、圆柱、平面等),确保机构达到预期的运动方式,并定义运动轴。
(2)检测模型。拖动组件检测机构是否能够按预期的要求运动,主题可到达的位置范围。
(3)添加建模图元。根据运动类型,选择合适的伺服电机作为动力源进行添加。
(4)准备分析。定义机构初始位置的同时创建快照,即使用几何约束来获得特定配置,并作为快照记录下来,方便以后使用。
(5)分析模型。进行位置和运动分析。这两种分析方式相似,但是有一点重要的差别:运动学分析可记录机构中的点及运动轴的位置、速度以及加速度,而位置分析仅测量位置。所以,要求在运动学分析时定义的任何伺服电机轮廓能明确分辨;在位置分析时使用几何伺服电机。
(6)获取结果。在分析期间可绘制并分析特征值的图形及参数变化情况,然后将测量图形保存到表格文件,获得模型的自由度和冗余数。轨迹曲线是机构运动的图形描述,使用该曲线可以创建凸轮轮廓及Pro/E 基准曲线。运动包络表示在运动分析期间,由机构的零件所扫描的体积块,可将运动包络文件运用到Pro/E 中的零件。
3.1.2 气动机械手三维模型的创建
图6 为气动机械手三维实体模型,图7 为气动手爪三维实体模型。
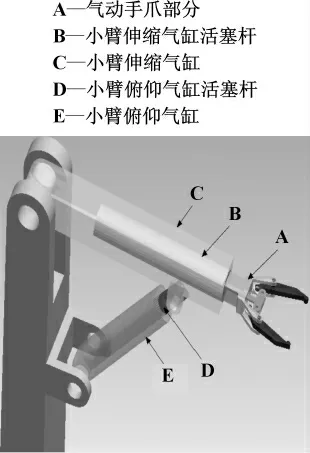
图6 气动机械手三维实体模型

图7 气动手爪三维实体
3.2 仿真数据曲线输出
在飞灰测碳机构中,应用气动机械手的主要目的是为了解决中心升降旋转工位在工作过程中产生振动及其升降轴在上下升降过程中托埚不稳、容易掉埚的问题。这是由于在工作过程中,中心升降旋转工位从静止直接到达某个速度会产生较大的冲击,所以要想解决这个问题,就必须改变坩埚在被夹持过程中加速度变化过快的现象。作者在运用Pro/E 仿真软件进行气动机械手动态模拟仿真后,输出其数据分析曲线,其力、力矩及扭矩分析曲线见图8—10。

图8 力变化曲线

图9 力矩变化曲线

图10 扭矩变化曲线
由于气动机械手的抓取工件为坩埚,抓重较小,由图8—10 可知:机械手在工作过程中其力、力矩及扭矩变化波动不大,所以在作者对力、力矩及扭矩不再作具体讨论。此处重点分析气动机械手不同部位的位置、速度、加速度曲线,选取过程为气动机械手从静止→小臂伸出→手爪张开→手爪闭合→小臂抬起→腰部旋转,气动机械手添加驱动具体位置见图11所示,观察分析此过程中机械手相关部位:位置1 处气缸、位置2 处气缸、位置3 处气缸以及机械手爪末端点A(见图11)的位置、速度及加速度的变化曲线,见图12—17。

图11 气动机械手添加驱动具体位置

图12 位置1 处气缸位置s、速度v 及加速度a 曲线

图13 位置2 处气缸位置s、速度v 及加速度a 曲线

图14 位置3 处气缸位置s、速度v 及加速度a 曲线

图15 手爪末端点A 位置变化曲线

图16 手爪末端点A速度变化曲线

图17 手爪末端点A 加速度变化曲线
3.3 仿真数据结果分析
输出的上述曲线代表了气动机械手运动过程的一个阶段:从静止→小臂伸出→手爪张开→手爪闭合→小臂抬起→腰部旋转,由于气动机械手在飞灰测碳机构上的一个工作循环是所选取阶段的重复,所以,输出的曲线具有代表性。
从图12 可知:由于腕部气缸直接控制手爪对坩埚的抓取,气动手爪气缸的速度首先逐渐升高,然后逐渐减低,在接触到坩埚之前其速度降至最低(v =0),这样可有效减少抓取过程对坩埚造成的冲击。抓取到坩埚以后,可以看到气动手爪气缸的速度又逐渐提高。
从图13—14 可知:小臂伸缩气缸与小臂俯仰气缸是匀速运动的(a =0,v =2 mm/s),可以比较平稳地控制小臂的伸缩与俯仰,从而使气动机械手整体运动平稳。
从图15—17 可知:气动手爪在抓取坩埚时,在接触到坩埚时其速度概乎降为0,这就大大降低了手爪在接触坩埚时的冲击和振动,从而减少掉埚概率,由于气动手爪处有触觉传感器及三维指力传感器,所以坩埚在被抓起后由于滑动引起的放置时与其他工位的碰撞问题可以得到解决。
4 结论
根据飞灰测碳机构的结构及工作过程,分析了飞灰测碳机构存在的问题,如:中心升降旋转工位在升降过程中托埚不稳,容易掉埚;飞灰测碳机构的工作环境灰尘比较多,润滑液极易与空气中的灰尘相结合,在电厂环境下非常容易堵灰,设备维护非常困难等。在此基础上,对飞灰测碳机构应用气动机械手进行了探索,指出了应用气动机械手的优势。气动机械手代替中心升降旋转工位在飞灰测碳机构上应用时,可实现快速准确的抓取和放开,运行更精确,振动冲击比较小,有效地解决了中心升降旋转工位在工作过程中托埚不稳,容易掉埚以及中心主轴在电机启动时的冲击较大的问题;而且由于气动机械手使用的是压缩空气,相对来说比较清洁,这样有效解决了飞灰测碳机构在电厂环境下油污染严重,容易堵灰,设备维护困难的问题。总之,在飞灰测碳机构使用机械手可以降低机构故障率,延长其使用寿命。但是,文中研究的不足之处在于:未能明显提高飞灰测碳机构完成一次飞灰含碳量测量的测量时间(20 min),气动机械手完成一次飞灰含碳量测量用时12 min 左右。
【1】吴戈.激光感生击穿光谱技术应用于飞灰含碳量的定量分析[D].武汉:华中科技大学,2005:12-15.
【2】胡万强.基于神经网络控制的气动伺服位置控制系统研究[D].昆明:昆明理工大学,2006:46-48.
【3】范萌.气动位置伺服控制系统及其在气动机械手中的应用[D].北京:北京理工大学,2003:53-57.
【4】康兰.基于Pro/Engineer 参数化标准件和常用件图库的研究与开发[J].机械设计与制造,2004(4):14-15.
【5】田启华,赵卫.基于Pro/E 的通用机械零件CAD 系统设计[J].机械设计,2004(8):56-58.
【6】张继春.Pro/Engineer 二次开发实用教程[M].北京:北京大学出版社,2003:27-30.
猜你喜欢
包装与食品机械(2021年5期)2021-11-06
粉末冶金技术(2021年3期)2021-07-28
制造技术与机床(2019年12期)2020-01-06
组合机床与自动化加工技术(2019年5期)2019-05-24
电子制作(2018年24期)2019-01-03
炎黄地理(2017年10期)2018-01-31
荣誉杂志(2017年7期)2017-08-23
机械工程师(2014年12期)2014-12-23
中国钼业(2014年3期)2014-01-30
制造技术与机床(2010年5期)2010-11-28
