
一种胶带缠绕包边机的设计
2013-03-17 01:15黎勉莫抒志胡列文黄国爵
机床与液压 2013年10期
黎勉,莫抒志,胡列文,黄国爵
(广东工业大学信息工程学院,广东广州510006)
在电子行业,某些场合,印刷电路板、玻璃板只需要单面腐蚀,为了提高效率,把两块印刷电路板不需腐蚀的一面合在一起,然后,用防水胶带把4 条边包起、密封,然后再送去腐蚀,这样一方面保护了不需腐蚀的面,同时也提高了效率。目前,把两块板叠平对齐以及胶带的缠绕都是采用手工操作,效率低,缠绕质量不好。为此,作者设计了一种可自动完成包边动作的专用设备。
1 工作原理
该设计如图1、图2所示,手动把两块板12、13不需要腐蚀的面合在一起,放进由4 块定位块18 组成的具有自动对齐功能的定位装置中,负压吸盘组件14 把下板12 吸住,顶升气缸15 把对齐的两块板12、13 顶起到胶带缠绕位置Ⅱ,这时,把接到喷头24 的负压断开,并接通压缩空气,使原先吸附在保持板25 上的胶带端部吹到板12、13 的边缘上,装在托板6 上的滚轮16 在恒力弹簧3 的作用下,把胶带压紧在板12、13 的边缘,然后电机22 带动小齿轮21 转动,并通过齿轮旋转臂2 的齿轮减速后,使齿轮旋转臂转动,装在滚珠导轨上的托板组件中的滚轮16 绕着板12、13 的边缘滚动(对称布置的两臂上装有滚珠导轨和托板组件),转过180°后,喷头24 接通负压发生器将胶带吸住,热切断器26 把胶带切断,切断后的胶带端部被吸附在保持板25 上,然后,电机22 反转,使齿轮旋转臂2 回到起始位置,并通过月牙状的限位块4 与托板6 下的凸缘使托板6 上的滚轮16 与板12、13 脱离接触,顶升气缸15 把板12、13顶到包边位置Ⅲ,装在四边上的压紧气缸10 把胶带上下突出的部分压向板12、13 上下两面,使之密封,然后,气缸10 内的弹簧使压紧头11 退回,断开负压吸盘组件14 的负压,工人把包好边的板12、13 取出,顶升气缸15 下降到位置Ⅰ,整个工作循环结束。

图1 胶带缠绕包边机工作原理示意图(主视图)

图2 胶带缠绕包边机工作原理示意图(俯视图)
2 机械设计需要注意的问题
2.1 原点定位
为使装工件时,滚轮不贴在工件上,在原点位置装了月牙状的楔块4,扣住托板6 下的凸缘,为避免对边的悬臂转过180°时也被扣住,两月牙状的楔块4和两臂上托板6 下的凸缘在半径方向上的位置是错开的,只有回到原点位置才被扣住。月牙状的楔块4 和托板6 下的凸缘位置,可根据工件的尺寸进行调整。
2.2 胶带压紧方式与压紧力的调整
由于工件为非圆形,在胶带缠绕过程中,旋转臂与工件接触处相对旋转中心的半径是不断变化的,但必须保持胶带与工件边缘接触,因此,需要对胶带施加一恒定的压紧力。胶带压紧力可以采用多种方式实现:一种方式是采用气缸,可以通过减压阀控制气缸压力来实现压紧力的调整,但要多用一些气动元件,此外,气管要跟随旋转臂2 转动,处理起来比较麻烦;另一种方式是采用弹簧。根据胡克定律,一般的拉、压弹簧其拉、压力随着弹簧变形量的增加而变大。该装置的行程变化比较大,如果采用普通弹簧,压力变化很大,弹簧压缩量小时可能压紧力不够,若压紧力过大又增加旋转臂转动的阻力,故采用普通弹簧不合适,因此,作者采用恒力弹簧。恒力弹簧采用不锈钢或高碳钢材料卷成一个圆筒形,结构如图3所示。
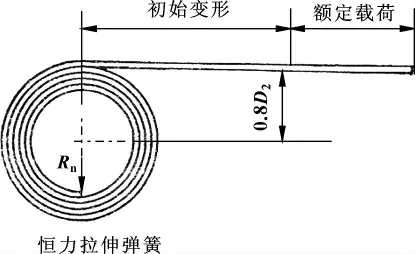
图3 恒力弹簧示意图
恒力弹簧可按下面的公式进行设计:
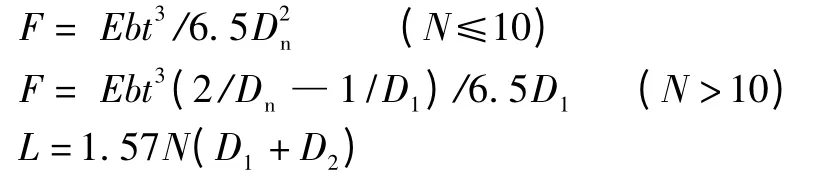
式中:b 为弹簧片的宽度;t 为弹簧片的厚度;N 为圈数;D1为簧圈外径;D2为圆筒直径;Dn为起始弹簧圈的原有直径;E 为弹性模量[1]。
由于采用对称结构,作用在工件上的力相互平衡,不会使工件与顶升气缸上的负压吸盘组件产生错动。
2.3 胶带的切断及胶带头端部的保持
当旋转臂转过180°时,使装在热切断器后的小气缸通气,把热切断器26 前推,将胶带切断。为了防止胶带切断后胶带端部在重力作用下下垂,在热切断器切断胶带前,喷头24 接通负压,把胶带吸附于保持板25 上(保持板上开有若干小孔)。
2.4 胶带的初始固定
当把工件放进定位位置对齐后,顶升气缸15 将工件顶升到胶带缠绕位置Ⅱ,先是喷头24 接通压缩空气,把胶带端部吹到工件边缘,同时,旋转臂转动使托板6 上的凸缘脱离限位块4 的限制,恒力弹簧推动滚轮16 把胶带粘贴在工件的边缘,双轮结构增加了胶带与工件边缘的接触长度,以确保胶带的粘贴力大于胶带的松卷力。另外,为了保持旋转臂在转动过程中,两滚轮与工件边缘接触,托板6 要能够在旋转臂上摆动。
3 控制系统
胶带包边机原理虽然不复杂,但动作颇多,且有较严格的动作逻辑关系,故采用单片机或PLC 进行控制,其动作流程见图4。值得注意的是,刚开始,由于胶带与工件接触的粘贴长度较短,旋转臂初期不能转动太快,否则将会出现胶带与工件边缘粘不紧的问题。

图4 控制系统动作流程图
4 驱动系统设计
由于该系统所需转矩不大,且速度及控制精度要求不高,为了简化控制,旋转臂采用步进电机开环控制,仅需在起始位置安装一个接近开关以消除累积误差。其他采用气动驱动,为防止气缸转动,所有气缸均应采用带导杆的气缸。
该设计虽然是针对电子行业,也适合其他类似需要包边的场合。
【1】希格利J E,米什克C R.机械设计通用手册[M].北京:机械工业出版社,1993.
【2】许福玲,陈晓明.液压与气压传动[M].3 版.北京:机械工业出版社,2008.
【3】尚久浩.自动机械设计[M].2 版.北京:中国轻工业出版社,2003.
【4】刘海涛,姜海林.一种新的加工椭圆曲线的方法[J].机床与液压,2010,38(14):15.
【5】南文虎,肖根先,王宏.一种自动定心夹具的设计[J].机床与液压,2011,39(18):32-33.
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
石油化工建设(2019年4期)2019-10-10
时代汽车(2019年12期)2019-09-13
投资者报(2017年18期)2017-05-13
汽车与安全(2016年5期)2016-12-01
化工装备技术(2016年3期)2016-10-12
石油炼制与化工(2016年3期)2016-04-06
装备制造技术(2016年12期)2016-02-23
精密成形工程(2014年2期)2014-12-31
