
精密灌胶定位夹具的设计与应用
2013-03-17 01:15吕菊芳王永明宁秀月李照山
机床与液压 2013年10期
吕菊芳,王永明,宁秀月,李照山
(沈机集团昆明机床股份有限公司,云南昆明650203)
柔性制造系统通常由多台加工中心主机与多件工作台的物流系统组成,根据加工要求,柔性制造系统可以把装夹有需加工零件的工作台交换到系统指定的任意一台主机上进行加工,因此具有自动化程度高、加工效率高等优点。某公司为某用户设计生产的FMS1600 柔性制造系统,由7 台双工位卧式加工中心主机、30 件高精度大规格工作台(1.8 m ×1.6 m)、有效行程大于50 m 的物流运输线、24 个缓冲存储站组成。为了确保30 件工作台中任意1 件工作台交换到7 台主机任意1 台上后所有精度都合格,就必须保证30 件工作台各项精度的一致性达到要求。
工作台通过“一面两销”的定位方式定位[1],因此,对工作台定位孔的尺寸精度、形位精度、孔距精度要求都很高:30 件工作台两定位孔到中心孔孔距尺寸一致性要求0.01 mm;两基准侧面与中心孔的距离尺寸一致性要求0.005 mm;定位面与台面尺寸一致性要求0.005 mm(见图1)。后两项可以通过精加工来保证,而第一项对于1 件工作台来说,精度再高都可以通过采取相应的工艺措施来保证,而对于30 件或者更多数量的工作台来说,要保证每件各个尺寸一致性的高精度要求,用传统的结构设计和工艺方法难以实现。因此经过深入分析和研究后,设计了一套“精密灌胶定位夹具”来解决该问题,即结构上采用在工作台定位孔里增加一个定位套,在定位孔和定位套之间留有一定的间隙,通过夹具来保证中心孔与两定位孔孔距尺寸的一致性,定位孔和定位套之间通过灌胶的形式进行粘接固定(见图2)。
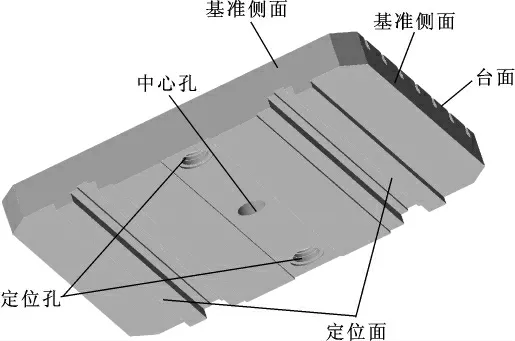
图1 工作台定位图

图2 工作台定位孔与定位套胶液固定图
1 精密灌胶定位夹具结构及工作原理
1.1 精密灌胶定位夹具的结构
精密灌胶定位夹具由夹具体、两个定位销、中心孔校正轴、校对块、齿轮传动机构、带传动机构、顶头、压板、中心定位套、校正工具(由测量座、表杆、千分表、表架构成)等组成,见图3。
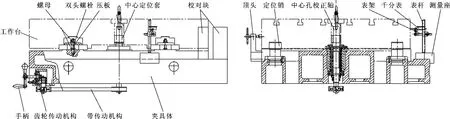
图3 精密灌胶定位夹具结构图
齿轮、带传动机构主要由手柄6、齿轮箱1、齿轮轴4、齿轮8、轴承2 和9、轴套5、带轮12 和14、皮带13 等组成,见图4。中心孔校正轴主要由心轴28、轴承24、外隔套22、内隔套23、圆螺母16、表杆27、电子测微仪26 等组成,见图5。
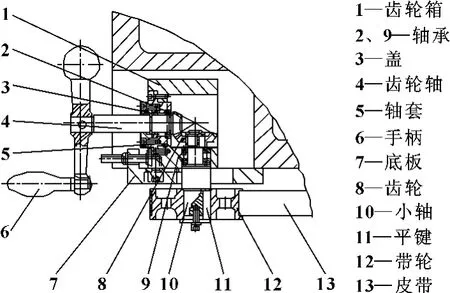
图4 齿轮、带传动机构放大图
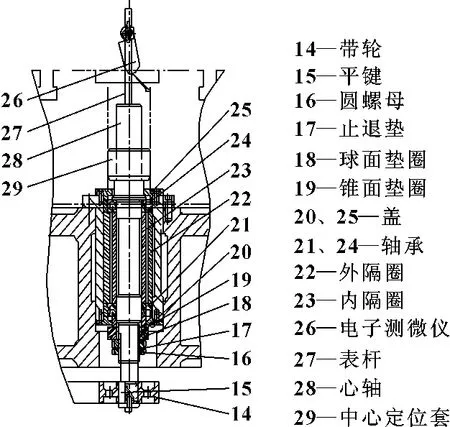
图5 中心孔校正轴放大图
1.2 精密灌胶定位夹具的工作原理
摇动手柄6,齿轮轴4 旋转,齿轮轴右端的伞齿轮把运动传递给伞齿轮8,伞齿轮8 通过平键11 将运动传到带轮12,通过皮带13 传递给带轮14,带轮14通过平键15 将运动传到心轴28,心轴带动电子测微仪26 旋转来找正工作台中心孔,然后用中心定位套29 定住工作台中心孔。
校正工具用来校正工作台基准侧面与孔中心的平行及距离尺寸。使用时移动紧靠夹具体两相互垂直面的测量座通过千分表读数,用顶头来校正,校正后用压板将工作台压紧在夹具上。
2 精密灌胶定位夹具设计与分析
2.1 精密灌胶定位夹具的定位及夹紧原理
2.1.1 定位
工作台与滑座采用“一面两销”定位,因此该夹具也是采用“一面两销”定位,与工作台实际使用状态一致,使加工基准与使用基准统一。工作台定位面为第一定位基准,限制了z、A、B 三个自由度[2-3],两个定位销作为第二、第三定位基准限制了x、y、C 三个自由度[2-3]。
2.1.2 夹紧
工作台中心孔和基准侧面校正好后,在工作台定位面内侧(4 处)用压板、双头螺栓、螺母将工作台压紧在夹具上,见图3。
2.2 交换工作台两定位孔到中心孔孔距一致性保障
要保证30 件工作台中心孔到两定位孔孔距0.01 mm 的一致性精度要求,首先要对夹具及工作台的定位误差进行确定,由于采用了在工作台定位孔内增加定位套,定位套与夹具定位销的配合只能有很小的间隙,经过分析,确定了定位套与夹具定位销的配合间隙,定位套孔与夹具定位销的配合间隙最大不能超过0.005 mm;确定了工作台中心孔的圆度误差,即圆度最大不能超过0.002 mm;根据夹具的定位误差要求,工作台两定位孔到中心孔的孔距公差是±0.01 mm,因此夹具中两定位销到夹具中心的公差为。
这样孔距的定位误差控制在0.01 mm,就能满足30件工作台的一致性精度要求。
根据定位套孔与夹具定位销的配合间隙最大不能超过0.005 mm 的要求,对定位套孔和夹具定位销的公差进行了分配,即
根据定义,最大间隙(Xmax)= 孔的最大极限尺寸- 轴的最小极限尺寸[5]= 80.003 mm- 79.998 mm=0.005 mm
最小间隙(Xmin)=孔的最小极限尺寸-轴的最大极限尺寸[5]=80 mm-79.999 mm=0.001 mm
通过以上计算,定位套孔与夹具定位销的配合最大间隙为0.005 mm,最小间隙为0.001 mm,所分配的公差能满足要求。
2.3 交换工作台两基准侧面到中心孔距离一致性的保障
通过测量工具上千分表在校对块上的读数与在工作台基准侧面上读数的数值差来确定基准侧面与中心孔的尺寸,并将每件工作台的该数值差做记录,最后根据所记录的数据精加工工作台侧面来保证30 件工作台侧面与孔中心距离一致性0.005 mm 的精度要求。
2.4 交换工作台定位面与台面厚度尺寸一致性的保障
对于30 件工作台定位面与台面厚度尺寸一致性0.005 mm 的要求,通过采用精密刮研技术,保证工作台台面的平面度及其一致性,再以台面为基准,在高精度数控导轨磨床上对定位面进行精密磨削来保证其尺寸和平行精度的一致性。
3 精密灌胶定位夹具使用方法
(1)首先在夹具两个定位销上装上配合间隙为0.001 ~0.005 mm 的定位套,不紧固螺钉,然后吊装工作台将两个定位孔对准定位套(定位孔与定位套留有2 mm 间隙),将工作台放到夹具上。
(2)摇动手柄,带动中心孔校正轴旋转,通过电子测微仪来校正工作台的中心孔在0.005 mm 内,用中心定位套定住中心孔,定位套与夹具心轴、工作台中心孔的配合间隙都是0.002 ~0.005 mm,这样工作台在夹具上就不会移动,只会转动。
(3)将校正工具紧靠夹具体两相互垂直基准面上,移动校正工具来校正工作台基准侧面在0.005 mm 内,用连接螺钉将定位套紧固在工作台上(见图6),并用4 块压板将工作台压紧在夹具上(参看图3)。然后将千分表在校对块上的读数与在工作台基准侧面上读数的数值差做记录,根据所记录的数据对工作台侧面进行精修,以此来保证基准侧面与中心孔尺寸一致性0.005 mm 的高精度要求。
(4)灌胶。用喷枪将混合好的胶液从进胶孔注入到定位孔与定位套之间的间隙中,当胶液从出胶孔流出时说明胶液已灌满,用堵头将进胶孔和出胶孔堵上。24 h 胶液固化后即完成了灌胶工作,也就是完成了定位套的粘接定位工作,见图6。
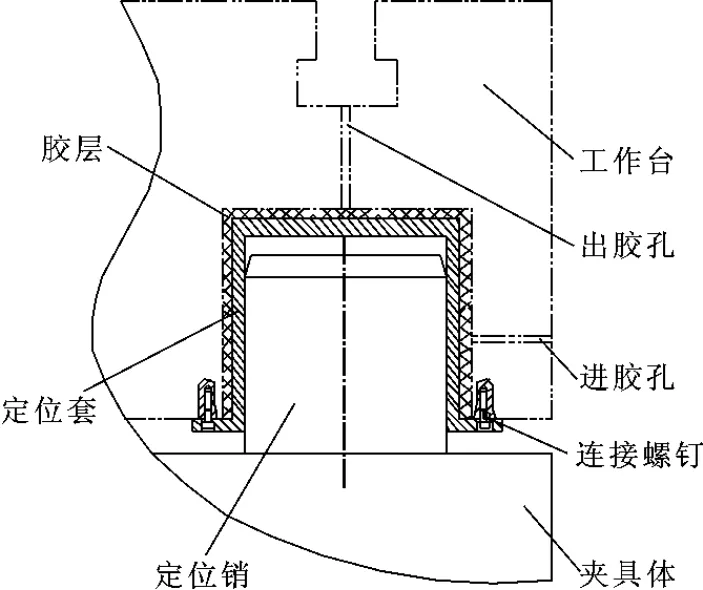
图6 灌胶图
4 结束语
FMS1600 柔性制造系统实际使用证明:精密灌胶定位夹具具有结构简单、定位准确、操作方便等优点,使用该夹具后,工作台定位孔的加工精度要求可以大幅降低,降低了生产制造成本,提高了加工效率,保证了工作台两定位孔的孔距精度一致性及工作台两基准侧面到中心孔距离尺寸精度一致性,解决了柔性制造系统多件工作台精度一致性要求较高的问题,保证了整个柔性制造系统的顺利实现。同时,该夹具的设计应用也促进了该公司灌胶技术的发展。
【1】濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2006.
【2】张进生.机械制造工艺与夹具设计指导[M].北京:机械工业出版社,1995.
【3】东北重型机械学院.机床夹具设计手册[M].上海:上海科学技术出版社,1988.
【4】王启平.机床夹具设计[M].哈尔滨:哈尔滨工业大学出版社,1995.
【5】任嘉卉.公差与配合手册[M].北京:机械工业出版社,1994.
猜你喜欢
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
公民与法治(2016年19期)2016-05-17
邢台学院学报(2016年4期)2016-02-28
读者·校园版(2015年7期)2015-05-14
机电产品开发与创新(2014年6期)2014-03-11
