
高压水除鳞系统适应性改造
2012-11-18 13:29张树萍
中国重型装备 2012年4期
张树萍
(莱钢股份有限公司棒材厂,山东 271126)
从DANIELI 公司引进的一套全连轧生产线,高压水除鳞装置安装在加热炉的出料侧,其作用是去除钢坯在炉内再加热过程中产生的氧化铁皮,提高产品表面质量。其设计特点是全自动控制。高压水除鳞系统自1995 年安装上线,经过十几年的运行。后出现下列问题:进口备件成本较高,进货周期长;卸荷阀换向冲击大,损坏频率高;进排液阀经常由于压力冲击而产生断裂现象,并且锈蚀严重;喷嘴喷射角度不合理,造成水向加热炉喷射,对炉墙耐材的使用寿命影响较大,同时除鳞效果不佳。
1 水除磷系统的构成
(1)除鳞斜台。由一个装有喷嘴的管状环组成,它位于辊道上,包括由齿轮电动机驱动的两个辊。该组件装入一个钢板防护壳内。
(2)喷气系统。在除鳞装置的出料侧有一根带喷嘴的管子,它能馈送压缩空气,以便吹除钢坯上残留的除磷用水。吹气周期受光电管控制。
(3)油脂润滑系统。双管式集中润滑脂润滑方式用于辊的轴承。
(4)抽水站。用来向除鳞斜台提供适量的水。其中水在吸入阶段采用自动清洗过滤器来过滤。
(5)气动系统。该系统配有一个过滤装置,其作用是激励所采用的双位气动阀,以便流入通道,并激励自动清洗过滤器,使之排入通道。
(6)电气系统。该系统包括反馈电路和辅助装置。用于AC 电动机和齿轮电动机、电磁阀、限位开关、仪表。
水除磷系统简图如图1。
2 改造方案
2.1 备件结构改造方案
2.1.1 气动卸荷阀的改造
改造前,气动卸荷阀在换向过程中由于所受冲击较大,瞬间压差达到30 MPa,致使其腔体内弹簧经常断裂失效,且断裂的弹簧卡在卸荷阀内部刮伤、磨损密封元件,使卸荷阀产生卡死现象,无法正常换向卸荷。由于气动卸荷阀更换维修比较困难,从而造成停机时间较长。

图1 水除磷系统简图Figure 1 Drawing of water descaling system
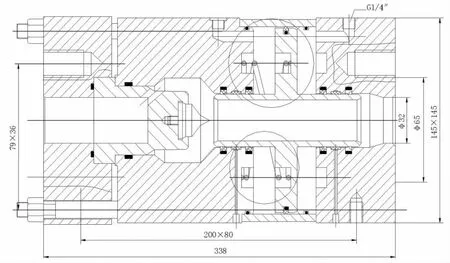
图2 气动卸荷阀结构简图Figure 2 Structure of pneumatic unloading valve
根据这种情况,我们将气动卸荷阀内弹簧去除,不再使用弹簧复位的方式,减少卸荷阀故障点;将原二位三通气动单电换向阀更换为二位四通双电电磁换向阀。这样改进,一是可以保证卸荷阀在无弹簧复位情况下实现卸荷;二是使用双电电磁阀提高了系统相应频率,避免了电磁铁长期吸附无法换向的缺点。气动卸荷阀结构如图2。
除鳞泵正常工作压力为13 MPa 以上,而卸荷状态下仅为0.4 MPa~0.5 MPa,压力冲击较大。卸荷阀换向过程中,冲击振动大,造成管路经常振裂。采用在换向阀附近管路加设蓄能器的方式,调节气流,减少输出气体压力脉动,使输出气体具有流量连续和气压稳定的性能。同时可以作为应急气源,分离油和水分。上端出气,下端进气,利于分离油和水,一举多得。
2.1.2 进排液阀改造:
改造前进排液阀经常由于压力冲击而产生断裂现象,并且锈蚀严重,经过多次实践,将该阀由整体式改为分体式结构,使应力分散,避免在阀壁产生应力集中,防止其断裂,并在泵体内空间允许范围内将阀壁厚度由3 mm 增加为5 mm,提高其强度。同时为了避免锈蚀,将其材质改为不锈钢36L 型,以提高其耐腐蚀性能。进排液阀改造前后结构对比如图3。
2.1.3 喷嘴角度调整
通过实践调整喷嘴喷射角度,使高压水全部作用于钢坯本身,增强除鳞效果,提高水利用率,减少高压对水除鳞护罩的冲击。在靠近加热炉炉墙的位置增设护板,防止除鳞水迸溅入炉,延长炉墙耐材的使用寿命。

图3 进排液阀改造前后结构对比图Figure 3 Structural comparison of charge and discharge valve before and after renovation
2.2 备件国产化改造方案
2.2.1 电机-泵联轴器测绘转化
原联轴器为RETEX 进口件,如果直接选用国标梅花ML 型联轴器,由于其最大外圆尺寸、爪部尺寸均不能直接套用,故对其联轴器进行测绘转化。材质选用45 #钢,调质硬度为220~250HBS;爪部淬火硬度为40HRC,孔配合尺寸选用H7。如图4。

图4 联轴器结构图Figure 4 Structure of coupling
2.2.2 各种法兰测绘转化
原水除鳞系统法兰联接软管中的法兰均为SAE6000Psi 型法兰,国内购买有一定困难,故将对开式法兰转化为整体法兰型式。挠性联接中的法兰尺寸改为国标尺寸,有利于备件的统一管理。
2.2.3 图纸的检查修改
对绘制的零件图纸进行会审审核。组织我方技术人员对零件的安装定位精度、机械加工精度和粗糙度进行审核,并提出要求。交由乙方修改。
2.2.4 零件材料的确定和热处理要求的提出
零件的外形尺寸可以测绘出来,但对于零件的材质和热处理参数却不容易得到。由于金相分析将破坏零件,而且效果不理想,故不采用。为解决这一问题,我们决定立足国内现有材料,根据零件的工作特点及要求进行选用并提出热处理要求。
3 设备的试车
上述改造完成后,在除鳞泵打压保压试验时出现泵头压盖处漏水现象,经检查确定为压盖密封槽尺寸不合理,致使O 型密封圈无法起到很好的密封作用,将沟槽尺寸调整为∅70 mm×∅80 mm×6 mm 后无渗漏现象。完成后,运至车间现场装机上线试运行,压力、容积效率较原设备有所提高。经过试运行跟踪记录,原来两台泵同时工作方可满足生产需要,由于国产化同时实施了适应性改造,现在只需一台泵工作就可以达到改造前两台泵的效果。这样改造后的水除鳞系统,由3 台泵组成,其中一台工作泵,两台备用,有效节约用电能耗,增加了设备保险系数,达到了预期效果。
4 结语
经过此次转化,对高压水除鳞系统零部件进行性能研究,并形成一整套准确的档案图纸。在不降低设备综合性能并达到与外方设备完全适配的前提下,实现该设备的备件国产化。水除鳞系统国产化研究与应用工作达到了预期的目的,不仅满足了生产的需要,而且其性能超过进口备件的水平,运行效果良好。
猜你喜欢
安徽建筑(2022年1期)2023-01-08
煤炭学报(2022年8期)2022-09-20
水泥技术(2022年4期)2022-07-27
机械管理开发(2022年2期)2022-05-12
潍坊学院学报(2021年2期)2021-07-22
上海大中型电机(2020年1期)2020-03-27
活力(2019年15期)2019-09-25
兵器装备工程学报(2019年3期)2019-04-11
火力与指挥控制(2017年10期)2017-11-17
中国核电(2017年1期)2017-05-17
