
201不锈钢酸洗板异物压入原因分析及生产改进措施
2012-11-18 13:31王宏霞李志平
中国重型装备 2012年4期
王宏霞 李志平
(山东泰山钢铁集团新材料研究所,山东 271100)
201 不锈钢酸洗板用户在后续冷轧过程中频繁出现异物压入缺陷,不仅影响冷轧钢带表面质量,而且在冷轧过程中致使轧辊损坏的事件时有发生,通过对酸洗板、冷轧板及精轧侧导板进行系统分析,确定异物来源为侧导板表层或焊接物脱落所致,为提高钢带质量避免同类缺陷发生我们提出了改进的措施。
1 试验方法
观察、分析酸洗板异物压入缺陷试样宏观形态,并采集宏观图片;对酸洗板异物压入和侧导板试样进行金相分析,观察显微组织;利用扫描电镜能谱仪分析微区化学成分。
2 酸洗板异物压入试样分析结果
2.1 宏观检验结果
送检的酸洗板表面有异物压入,且异物在轧制过程中破碎,局部硬质颗粒脱落被压入钢板的其它部位,见图1。

图1 送检钢板形貌Figure 1 Appearance of testing steel plate
2.2 金相检验结果
截取金相试样经磨制、抛光后,经苦味酸溶液腐蚀发现异物压入部位组织与基体组织明显不同,且有清晰的边界(图2),压入的异物组织为典型的铸态组织(图3)。
2.3 扫描电镜能谱分析结果
对酸洗板压入的异物进行扫描电镜能谱分析,异物含有的主要合金元素为Cr、W 和少量的Ti,与基体成分差别较大,各元素具体含量见图4和表1。
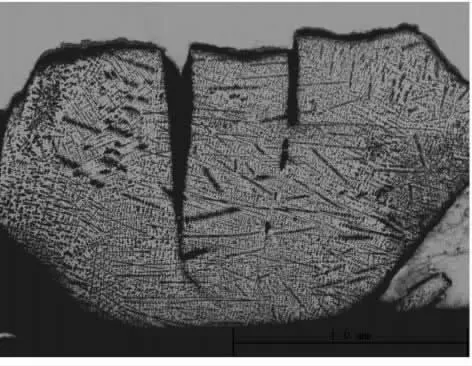
图2 异物与基体边界分明Figure 2 Evident boundary distinguishability of base from impurity defects

图3 异物组织形态Figure 3 Structural form of impurity
3 送检侧导板试样分析结果
3.1 金相分析结果
送检的侧导板经磨制、抛光后,用4%硝酸酒精溶液腐蚀。
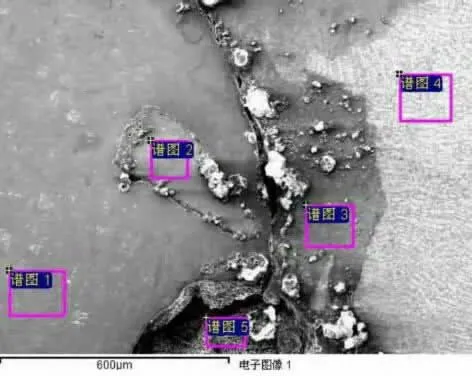
图4 压入的异物电镜下形貌Figure 4 Appearance of pressed impurity scanned by electron microscope
试样从表面向中心组织分为四层,分别是表面铸造组织层(图5),焊缝(图6)、热影响区(图7)、基体(图8)。
3.2 扫描电镜能谱分析结果
扫描电镜能谱分析表层组织、焊缝、热影响区及基体组织成分分析结果分别见图9、表2,图10、表3,图11、表4,图12、表5。由表2、表3 可知表层和焊缝均含有元素W。
4 讨论
对酸洗板压入的异物和侧导板进行金相和电镜分析,可知酸洗板压入的异物组织与侧导板表层组织相同;扫描电镜能谱分析证明酸洗板压入的异物成分与侧导板表层和焊接层成分接近。综合分析认为酸洗板压入的异物为脱落的侧导板表层或焊接物。

表1 图4 中各点能谱分析结果(质量分数,%)Table 1 Energy spectrum analysis results of various locations in the figure 4(mass fraction,%)
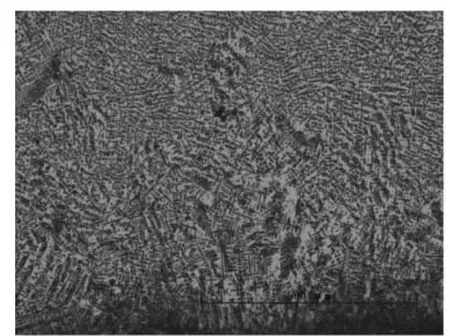
图5 铸造组织Figure 5 Cast structure
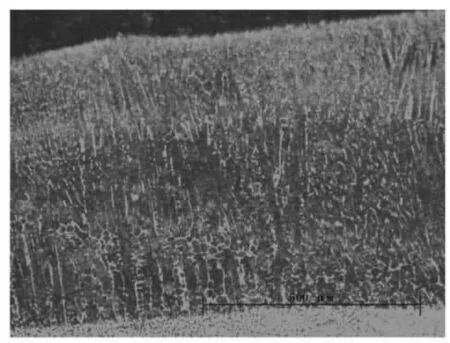
图6 焊缝组织Figure 6 Weld structure
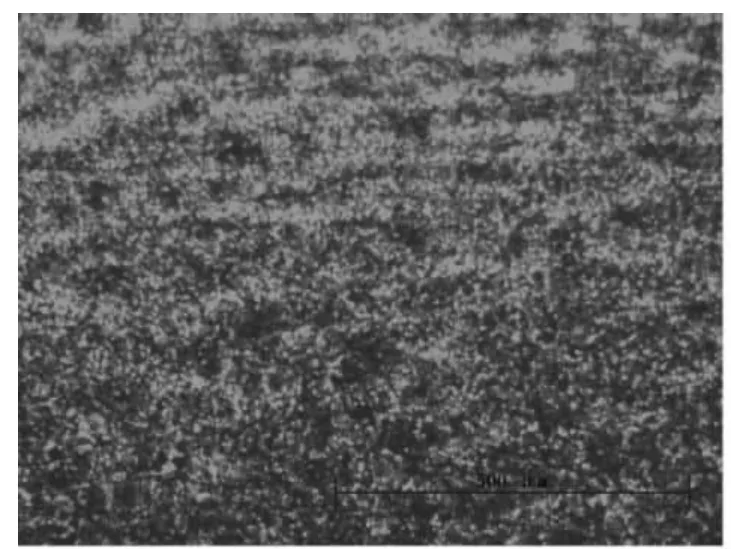
图7 热影响区组织Figure 7 Heat effect zone structure

表3 图10 能谱分析结果(质量分数,%)Table 3 Energy spectrum analysis results of the figure 10(mass fraction,%)
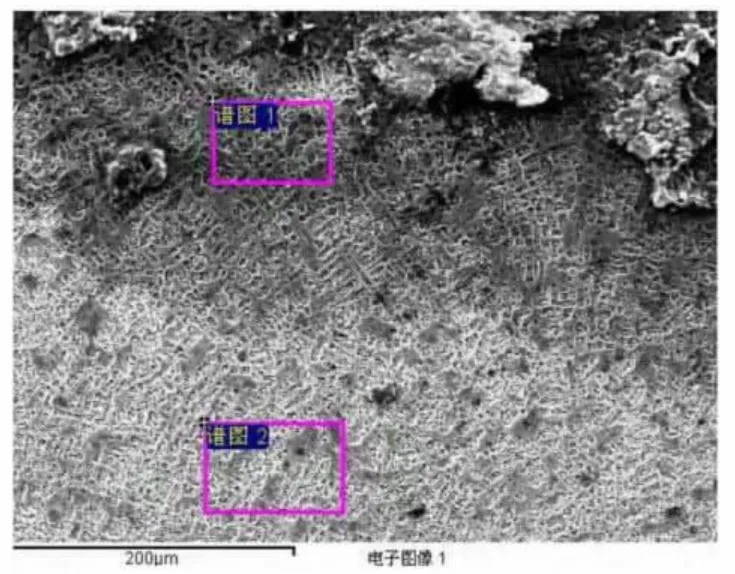
图9 表层铸造组织Figure 9 Surface layer cast structure
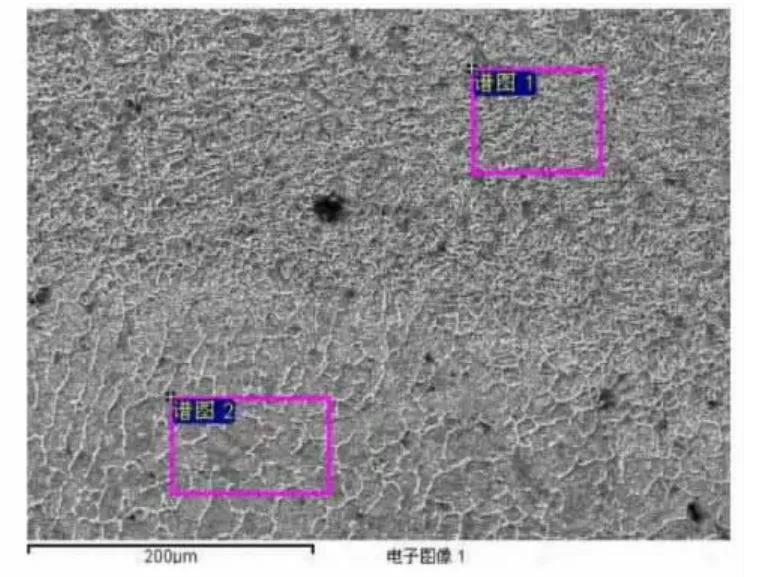
图10 表层铸造组织与焊缝连接区Figure 10 Transition region of surface layer cast structure and weld
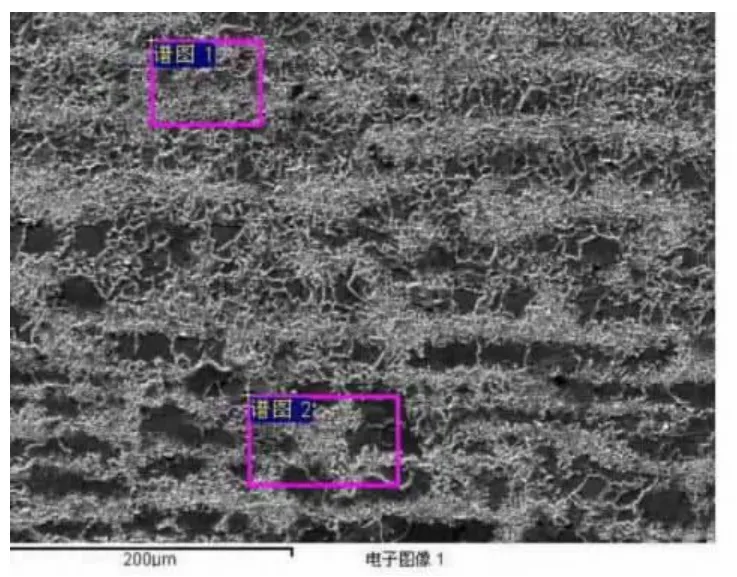
图11 热影响区Figure 11 Heat effect zone
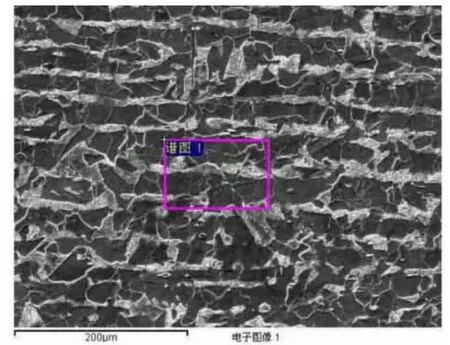
图12 基体组织Figure 12 Base structure
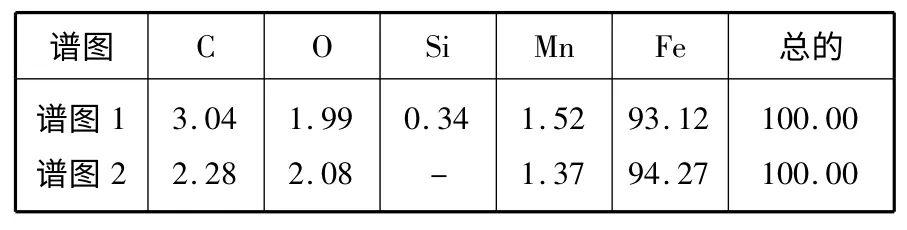
表4 图11 能谱分析结果(质量分数,%)Table 4 Energy spectrum analysis results in the figure 11(mass fraction,%)

表5 图12 能谱分析结果(质量分数,%)Table 5 Energy spectrum analysis results in the figure 12(mass fraction,%)
5 改进措施
针对201 不锈钢钢卷表面异物压入缺陷,主要从以下几方面进行控制:
(1)对补焊多次的精轧侧导板全部更换,并建立了补焊制度,侧导板衬板补焊设专人负责。严格执行焊接工艺,衬板磨损部位焊接填充饱满,不得有局部补焊、填充不满及断焊现象。补焊的部位用磨光机进行打磨,不能有残留焊渣等现象。上线前操作工进行质量确认,杜绝不合格的侧导板衬板上线。
(2)在精轧出入口和卷取机夹送辊前增加了蒸汽吹扫装置,并保证装置的正常使用及吹扫压力。
(3)每个计划的第一支钢和第三支钢开卷检查成品表面,如有异常停轧检查消除后再生产。
6 结论
201 不锈钢酸洗板压入的异物为侧导板表层脱落物,采取相应措施后可防止异物压入,实施效果显著。
猜你喜欢
数学物理学报(2022年5期)2022-10-09
中国应急管理科学(2022年2期)2022-05-23
色谱(2022年5期)2022-04-28
华西口腔医学杂志(2022年1期)2022-02-14
四川冶金(2021年6期)2021-02-15
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
锻造与冲压(2020年5期)2020-03-18
电子制作(2018年18期)2018-11-14
中国美容医学(2017年7期)2018-02-02
北京航空航天大学学报(2016年4期)2016-02-27
