
大直径工件分度圆周孔非常规机械加工技术探讨
2012-11-18 13:31:24李广周
中国重型装备 2012年4期
李广周
(天津重钢机械装备股份有限公司,天津 300459)
在重型装备制造中,经常会遇到大直径环形工件上大圆周分布的多孔镗孔加工问题。如堆取料机中的回转盘的机械加工。
回转盘直径∅11 m,其分度圆周上有150 组直径为∅120 mm 和上下裆距为250 mm 的孔。加工该回转盘上按照圆周分度布置的多组圆孔,通常需利用大型镗床进行镗孔加工。对于没有大型镗床的制造企业,需进行外协加工,所发生的加工和运输费用很高,一组孔仅机械加工费用就高达5 000 元,一个回转盘150 组孔大约需75 万元,增加了企业的生产成本,给生产经营带来很大困难。
为此,我们研究出了两种大直径工件分度圆周孔非常规机械加工技术。解决了大直径工件分度圆周孔需借助大型镗床进行加工的难题,为高效、高精度的先进制造技术提供了可行性分析及参考依据。
1 自制可移动式镗床加工圆周孔
1.1 可移动式镗床内部结构
利用可移动式镗床,借助辅助支撑装置加工大直径工件分度圆周孔。可移动式镗床的内部结构如图1 所示。
1.2 镗杠进给原理说明
开启电机开关发动电机,由电机带动槽轮1旋转,由槽轮1 带动蜗杆2 旋转,蜗杆2 带动蜗轮3 旋转,蜗轮3 带动传动套4 旋转,传动套4 靠T型键5 带动镗杠17 旋转,镗杠17 依靠键7 带动差动主动齿轮6 旋转,差动主动齿轮6 带动差动传动齿轮11 旋转,差动传动齿轮11 依靠中间轴和键带动差动传动齿轮10 旋转,差动传动齿轮10 带动双联齿轮8 旋转(通过拨叉16 可以变换差动传动齿轮10 与双联齿轮咬合位置以实现进给变速和进给停止),双联齿轮8 带动丝母衬套9旋转(双联齿轮8 与丝母衬套9 通过固定丝固定成为一体),丝母衬套9 带动镗杠17 再作进给动作(进给动作的实现是靠差动主动齿轮与双联齿轮齿数的不同来实现丝母衬套带动镗杠的微动)。
1.3 工艺过程
利用自制可移动式镗床借助辅助支撑装置机械加工直径11 m 堆取料机回转盘分度圆周上端面150 组、上下裆距250 mm、直径为∅120 mm 的孔,如图2 所示。工艺过程如下:
(1)将大直径工件3 平放,通过水平仪或水准仪等找平其上平面。
(2)通过机械加工画线工艺,画出分度圆和分度圆上150 组均布孔的圆心和外圆。
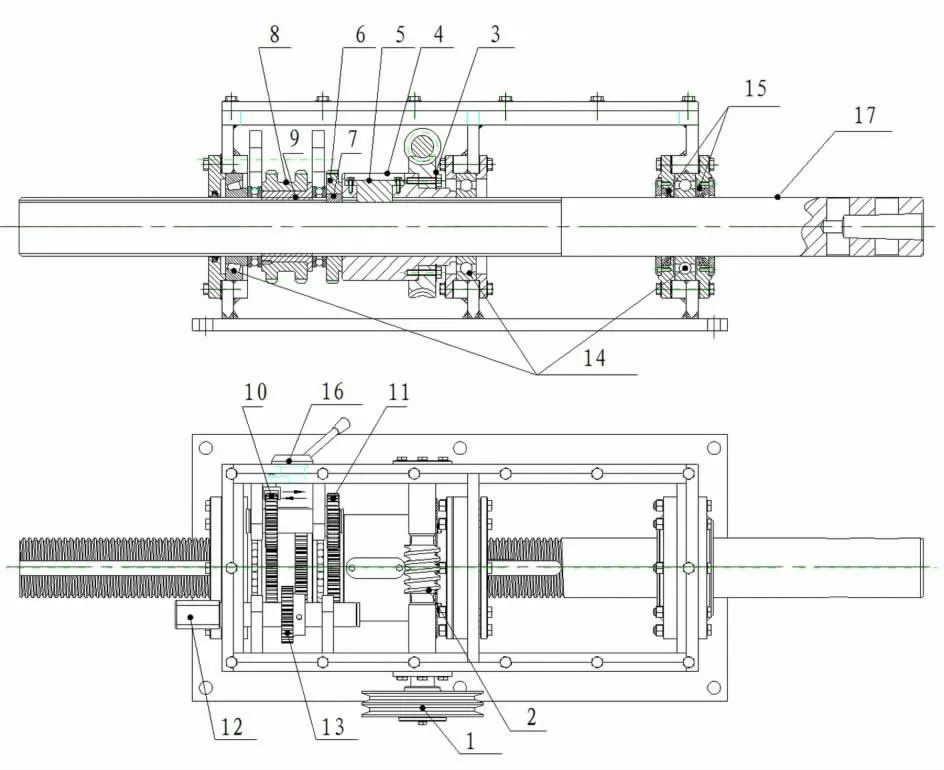
图1 可移动式镗床的内部结构Figure 1 Inner structure of movable boring machine

图2 利用自制可移动式镗床加工大直径工件Figure 2 Application of self-made movable boring machine to machine large diameter workpieces
(3)为加快这些孔的加工,先通过火焰切割的方式切割出直径∅100 mm 的孔,周圈留出加工余量。
(4)利用自制可移动式镗床借助辅助支撑装置进行加工。将可移动式镗床1 固定在工装2上,并保证其与镗杠4 平行,大直径工件3 上的轨道面7 经大立车刮平,保证轨道面7 的平整度,这是为了使工装2 底面凹槽8 与轨道面7 紧密贴合,保证镗杠4 与被加工孔5 的垂直关系。然后把固定好的可移动式镗床及其他附件利用吊车或其他设备放置在大直径工件3 上,用机加工相关工艺找正后,使镗杠4 的轴线与被加工孔5 中心线在一条直线上。
(5)旋转滑动轴使镗杠4 快速下推,以使刀具5 接触堆取料盘3 上的被加工孔5,调整好刀具6,然后可以开启电机开关9,由电机带动槽轮、蜗杆、蜗轮使镗杠4 旋转且利用双联齿轮、丝母使镗杠4 旋转并做轴向进给运动,拨动差动传动左齿轮进刀,分快慢两种,由镗杠4 带动刀具6 完成一组孔的切削。
(6)完成一组孔加工后,移动可移动式镗床和辅助支撑装置,进行下一组孔的加工,直到加工完所有的孔。
2 利用摇臂钻床镗圆周孔
2.1 摇臂钻床辅助镗孔装置结构组成
利用摇臂钻床,借助辅助镗孔装置加工大直径工件分度圆周孔。辅助镗孔装置结构如图3 所示。
2.2 摇臂钻床辅助镗孔装置结构原理
本加工技术是一种利用摇臂钻床在大直径工件分度圆周端面上镗孔的装置,包括镗杠,镗杠的顶部与钻床主轴的输出端通过连接法兰2 连接同轴连接。所述镗杠的两端,均分别设有一镗杠支撑装置,镗杠支撑装置包括轴承座5 和轴承8。轴承座5 的一端设有轴承盖4,轴承座5 的另一端设有外沿。外沿的端面为镗杠的轴向定位面,轴承座5 通过U 型卡夹紧件固定,从而可以实现利用镗杠支撑装置,并通过U 型卡将镗杠与待加工的大直径工件7 固定。镗杠的上部和下部分别设有一镗刀10,镗杠上设有镗刀安装孔,镗刀10嵌在该镗刀安装孔内,并通过顶丝9固定。镗刀10 探出镗杠的长度可以调节,从而可以方便地调整镗孔直径。

图3 摇臂钻床辅助镗孔装置Figure 3 Auxiliary hole boring device of rocker drill machine
为了便于安装和调整位置,镗杠为分体结构:由相互同轴连接的上部镗杠3 和下部镗杠13 构成;为了便于上下两部分的拆卸和移动,上部镗杠3 的底端与下部镗杠13 的顶端之间通过锥形轴孔紧密配合,在锥形轴孔配合的轴段上设有一定位销轴12;镗杠上的2 个镗刀分别设置在上部镗杠3 和下部镗杠13 上。
2.3 工艺过程
应用本技术辅助镗孔装置,在摇臂钻床上机械加工直径11 m 堆取料机回转盘分度圆周上端面150 组、上下裆距250 mm、直径为∅120 mm 的孔,如图4 所示。工艺过程如下:
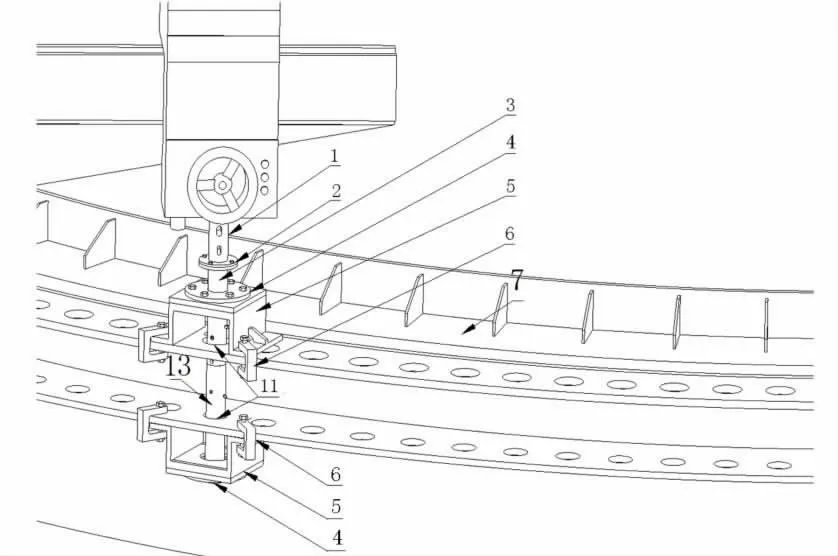
图4 摇臂钻床辅助镗孔装置Figure 4 Auxiliary hole boring device of rocker drill machine
(1)将大直径工件7 平放,通过水平仪或水准仪等找平其上平面。
(2)通过机械加工画线工艺画出分度圆和分度圆上150 组均布孔的圆心和外圆。
(3)为加快这些孔的加工,先通过火焰切割的方式切割出直径∅100 mm 的孔,周圈留出加工余量。
(4)把装有上部镗杠3 的镗杠支撑装置中的轴承座部件(包括轴承座5、轴承8 和轴承压盖4)放置于回转盘(大直径工件7)上部的待加工孔11 的周围。找正后,以轴承座底部的外沿端面为定位面,通过U 型卡6 将带有上部镗杠3 的镗杠支撑装置的轴承座固定在回转盘的上部回转板上。把装有下部镗杠13 的镗杠支撑装置中的轴承座部件(包括轴承座5、轴承8 和轴承压盖4)反置于回转盘(大直径工件7)下部的待加工孔11的周围。利用上部镗杠3 和下部镗杠13 端头的锥形轴孔配合将上下镗杠紧密对接并用定位销轴12 连接固定。找正后,以轴承座底部的外沿端面为定位面,通过U 型卡6 将带有下部镗杠13 的镗杠支撑装置的轴承座固定在回转盘的下部回转板上。通过连接法兰2 将上部镗杠3 和钻床主轴1固结。
(5)开始加工回转盘(大直径工件7)上部的待加工孔11。粗镗后,根据精镗孔的直径,调整镗刀10 探出镗杠的长度,用顶丝9 固定后进行精镗。将上部的待加工孔11 加工至设计要求尺寸后,同理,通过同样的方法加工回转盘(大直径工件7)下部的待加工孔11 至设计要求尺寸。
(6)加工完毕一组上下对中的待加工孔11后,卸掉上部镗杠3 和下部镗杠13 之间的定位销轴12,通过敲击让上部镗杠3 和下部镗杠13 分离,然后拆卸U 型卡6。移动镗杠支撑装置到下一组待加工孔的位置,直到加工完所有的孔。
3 技术工艺成效
以上两套大直径工件分度圆周孔非常规机械加工技术,经实际操作检验(如图5、图6 所示),证明了其操作方便,加工精度高,加工品质可以媲美大型镗床,费用不到原预算外协加工费的1/5。该技术具有一定的独创性、高效性和实用性,并申请了国家发明专利2 项和实用新型专利2 项,现授权3 项,其中发明1 项。

图5 用自制可移动式镗床镗孔实况Figure 5 Practical situation of hole boring by self-made movable boring machine

图6 用摇臂钻床辅助镗孔实况Figure 6 Practical situation of hole boring by auxiliary rocker drill machine
4 结束语
为加快施工进度,还可以利用2 台以上可移动式镗床或摇臂钻床进行加工,实现一工件多台床子加工的技术应用。此两项技术除能应用于大直径工件分度圆孔的机械加工外,还可应用于其它或类似工件。自2009 年实施以来,共节约外协加工费约600 万元。
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:32
设备管理与维修(2021年18期)2021-01-29 02:09:20
制造技术与机床(2018年9期)2018-09-19 06:47:56
制造技术与机床(2017年6期)2018-01-19 02:41:14
中国科技纵横(2017年7期)2017-05-16 14:55:22
中国市场(2016年45期)2016-05-17 05:15:26
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
肿瘤预防与治疗(2015年1期)2015-09-26 07:26:23
河南科技(2015年4期)2015-08-28 01:40:00
水电站机电技术(2014年1期)2014-09-26 11:59:53
