
高速轴向车铣45钢刀具磨损的研究*
2012-10-23 10:04孙勇
制造技术与机床 2012年5期
孙 勇
(沈阳理工大学,辽宁沈阳 110159)
车铣技术是近年来发展起来的一种先进切削加工方法,由于其独特的切削过程,易于对回转体(特别是大型回转体)实现高速切削,可大大提高生产效率。
1 轴向车铣加工的特点
车铣的典型加工方法如图1所示,轴向车铣是其中一种基本加工方法,其主要特点为[1-4]:
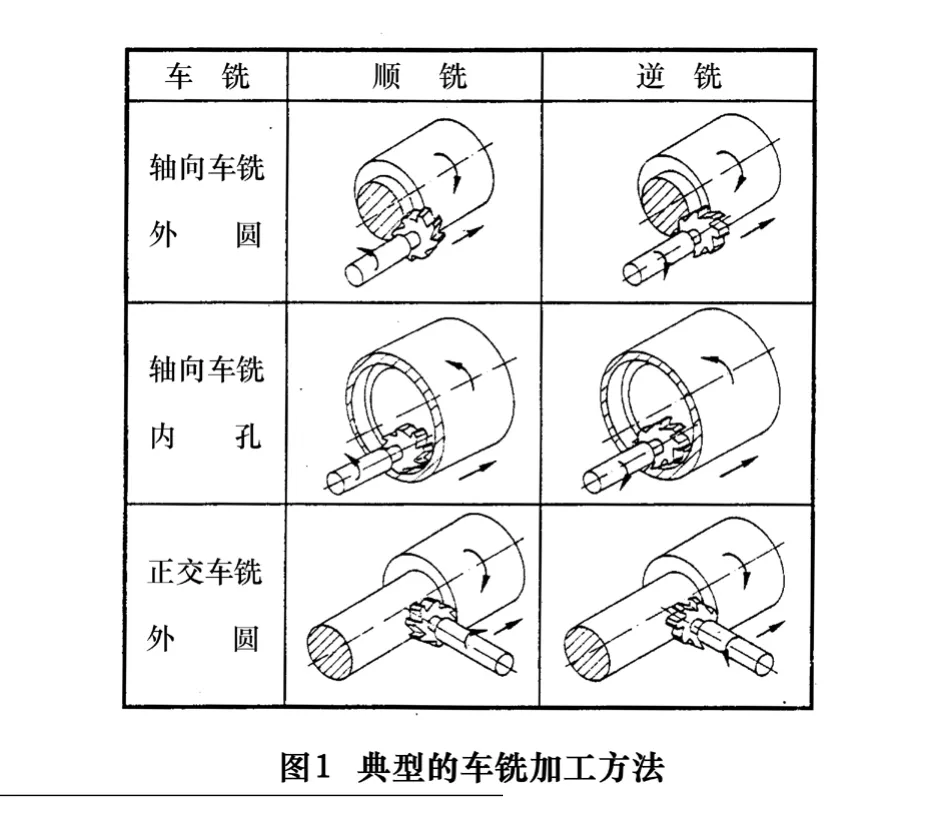
(1)轴向车铣是间断切削,因此无论加工何种材料的工件都能得到较短的切屑,易于自动除屑。
(2)间断切削使刀具有充足的冷却时间,刀具切削温度相对较低。
(3)由于切削速度主要是由刀具的转速决定,因此不需使工件高速旋转也能实现高速切削,能有效消除因工件偏心而引起的振动,使得切削过程比较平稳,有利于减小被加工工件的形状误差。
(4)工件转速相对较低,加工薄壁件时几乎没有由于离心力产生的变形。
(5)多刃切削过程平稳,刀具磨损小,这对新型难加工材料和大型回转体毛坯的加工十分有益。
由于轴向车铣加工过程是采用铣削方法加工回转体,在切削过程中刀具的磨损特点与车削和铣削均有所不同,因此有必要对其进行深入研究。
2 试验设备及材料
试验母机为3263B型数控车床改造而成,切削用高速电主轴为TSSV150~18000/7.5型电主轴,采用变频调速,油雾润滑,调速范围(无级)为0~18 000 r/min,额定输出功率7.5 kW(如图2)。
铣刀型号:CoroMill390(2齿、直径25 mm)。
刀片材料及牌号:(1)TiN涂层,R390-11 T3 08M-PL 4030;(2)金属陶瓷,R390-11 T3 08E-PL 530。
工件材料:45钢。

3 试验及分析
3.1 水冷下的刀具磨损
试验条件:切削速度392 m/min(铣刀转速5 000 r/min),工件转速5 r/min,切深0.5 mm,工件直径150 mm,逆铣,水溶乳化液冷却。
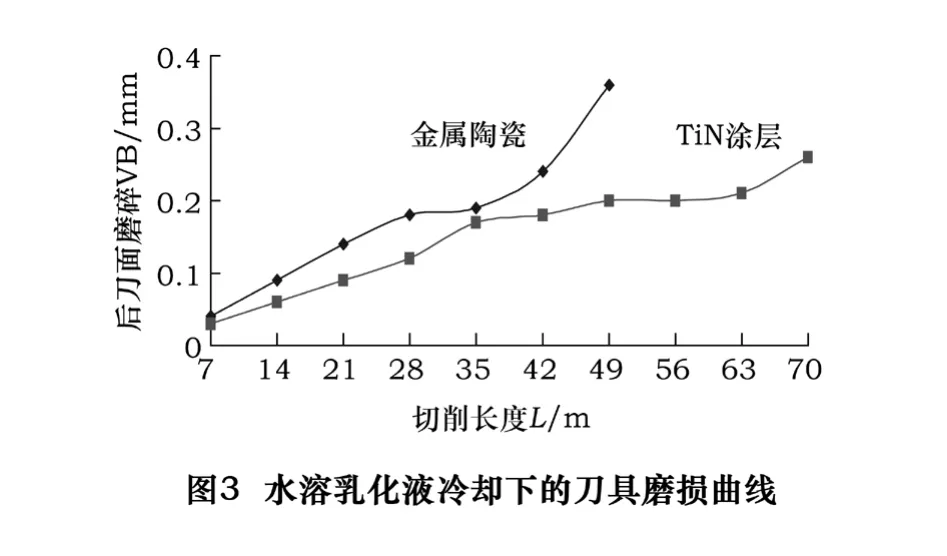
试验结果如图3所示。在采用乳化液冷却的条件下,两种材料刀具使用寿命均较短,正常切削长度不超过70 m。金属陶瓷刀片磨损比较快,初期磨损阶段与剧烈磨损阶段几乎相连,正常磨损阶段很短。TiN涂层刀片的磨损较慢,在切削长度达到35 m以后,有一段较为明显的正常磨损阶段。分析原因得到,高速轴向车铣45钢时,切削区温度很高,此时切削区内刀具的磨损形式主要为扩散磨损、氧化磨损,而TiN涂层能够对切削区内的扩散、氧化起到一定的阻碍作用。同时,在高速铣削过程中浇注冷却液,刀片要承受比较剧烈的热交变载荷,金属陶瓷刀片耐磨性、红硬性好,但抵抗热冲击能力较差,因而TiN涂层刀片的磨损比金属陶瓷刀片慢。
3.2 干切削下的刀具磨损
采用同样条件进行干切削,结果如图4所示。在干切削条件下,TiN涂层刀片使用寿命仍然高于金属陶瓷,主要原因与水冷切削类似,涂层刀片比金属陶瓷刀片能更好地抑制扩散磨损和氧化磨损。
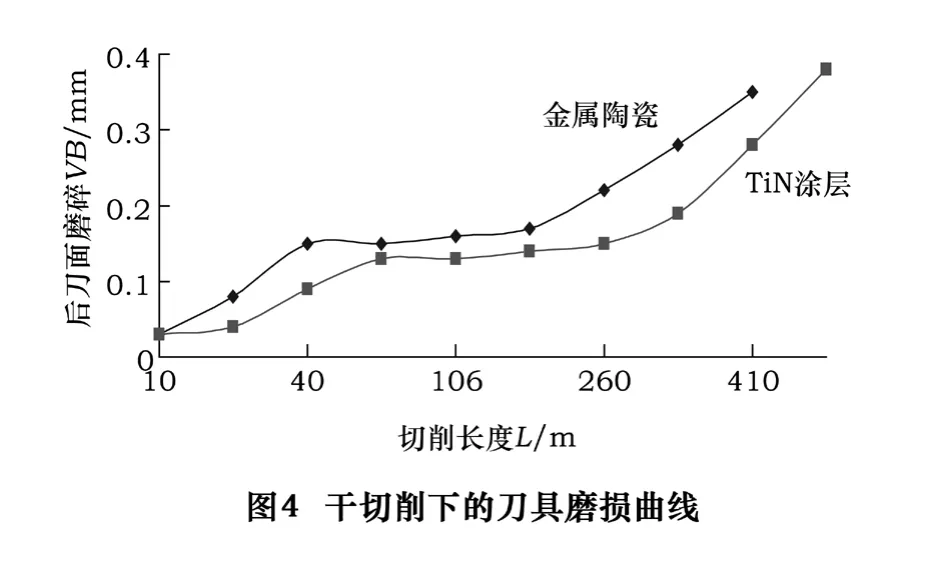
另外,通过与图3的对比可知,采用干切削时,无论是TiN涂层刀片还是金属陶瓷刀片,刀具的磨损速度都大为降低。这是由于采用干式高速车铣加工45钢,虽然切削温度比水冷切削要高,但刀齿在切削过程中的冷热温差较小,承受的热冲击程度反而大幅降低,因而刀具的磨损更慢。
4 结语
对切削速度在392 m/min下,采用TiN涂层刀片和金属陶瓷刀片轴向车铣45钢进行了刀片磨损对比试验,得到以下结论:
(1)采用干切削的刀具耐用度远高于采用水溶乳化液冷却的刀具耐用度。
(2)TiN涂层刀片比金属陶瓷刀片更适合高速切削45钢。
[1]SCHULZ H.High speed turn-milling a new precision manufacturing technology for the machining of rotationally symmetrical workpieces[J].Annals of the CIRP,1990,39(1):107-109.
[2]姜增辉,贾春德.轴向车铣理论切削力的研究[J].机械工程学报,2005,41(9):86-90.
[3]DANIEL A.Oberflächenfeingestalt beim achsparallelen innen-und auβendrehfräsen[D].Darmstadt:TH Darmstadt,1994.
[4]STRATE H.Bearbeitungszentrum zum komplettbearbeiten in einer aufspannung[J].Werkstatt und betrieb,1986(4):307-311.
猜你喜欢
山西冶金(2022年2期)2022-06-04
科学与财富(2022年3期)2022-06-01
保鲜与加工(2022年3期)2022-03-21
世界有色金属(2021年17期)2021-12-25
河南冶金(2021年2期)2021-08-02
装备制造技术(2020年4期)2020-12-25
重型机械(2020年3期)2020-08-24
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
求知导刊(2016年1期)2016-02-18
