
基于840D sl OEM开发组件的数控系统电气调试方法
2012-10-23 05:49王照亮于会龙
制造技术与机床 2012年5期
王照亮 于会龙 邢 雨
(上海三一精机有限公司研究院电气所,上海 200210)
数控机床在完成机械结构设计与电气、液压设计后,需要完成装配以及调试、试加工过程,达到精度、性能要求,方能交付使用,这一周期通常称为装配调试期。如何保证机床部件在此期间避免意外损坏,有效缩短装配调试周期成为数控机床制造商关注点。在机床电气调试过程中,通常需要实时监控PLC点信号,并且通过修改PLC值实现机床部件如刀库、工作台、主轴动作调试。常见的做法是通过数控系统人机界面NC/PLC变量表中监控、修改变量值。这种方式只表现在0/1数值变化,效果不直观,且在执行部件动作时,容易出错,不能急停,这样易产生因调试人员操作失误造成电气部件的损坏,且效率低,调试周期长。
1 840D sl OEM开发组件介绍[1]
HMI(Human Machine Interface,人机交互接口)通过Softbus总线(软件总线)与NCK(Numerial Control Kernel,数字控制内核)、PLC以及驱动器通信,该Softbus总线类似于PLC通信总线,采用S7协议。外部链接HMI系统通过通信处理器将各个部件连接起来。同时,内部HMI可以通过CP与PLC、NCK和其他NC单元的驱动器连接。
NCK和运行于Linux系统上的组件都在x86处理器上运行。独立处理单元在执行PLC和其他驱动软件时可用。用户接口(输入输出设备)的虚拟化在一个Thin客户单元上(Thin Client Unit,TCU)。TCU通过以太网Ethernet连接至NC单元。在图1中,TCU接口组件包含VNC服务器,该服务器用于系统之间网络通信。

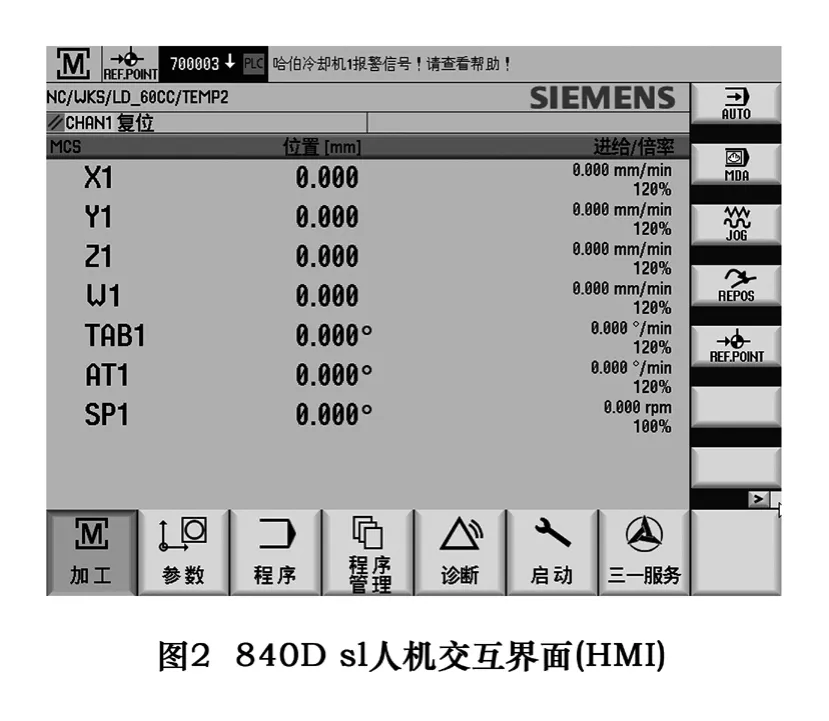
HMI人机交互接口采用面向组件架构。有两个主要组件类型:GUI组件和HMI服务。GUI组件实现了用户图形显示(GUI Graphic User Interface);HMI服务实现用户操作响应。典型的GUI组件包括HMI对话框和操作区域,例如840D sl人机界面中的加工、参数、程序、程序管理、诊断、启动区域(图2所示)。HMI服务实现基本功能,例如支持GUI组件后台处理功能,如多国语言文字显示、CF卡通道数据通信、通道变量的读写、警告和事件服务(提供所有当前警告和程序段给HMI)、对NC、CF卡以及其他存储介质如网络驱动器、USB设备中文件和文件路径的操作处理。
2 电气调试软件功能与意义
基于840D sl数控系统的OEM电气调试软件,包括如下功能:在进行数控系统电气调试时,可以分为刀库、工作台、辅助功能调试3个模块,模块本身具有可扩展性。通过添加数据库表单实现新功能的添加。并且,每个电气调试模块可以分为系统状态监控区、自定义信号监控区、动作预览区、操作提示区以及软键区,如图3所示。图4为按照布局设计所实现的调试软件界面。系统状态监控区显示当前机床数控系统的伺服驱动器使能信号、调试功能准备状态以及当前动作执行状态等信息。自定义信号监控区显示机床上用户需要关注的接近开关、触点开关、压力继电器等传感器的状态;动作预览区显示用户当前选定动作的动画模拟;操作提示区用于提示操作者操作方法与当前动作是否与数控系统NCU建立通信并执行;软键区主要显示支持的机床调试动作功能。

该电气调试方法代替了传统数控机床上错综复杂的操作按钮,使得操作面板显得非常简洁、易于操作。调试人员只需在后台的调试数据库(见3.3)简单地输入几个数据,就可以方便地生成调试界面;进而,提高了调试效率,降低了调试工作复杂程度,缩短了机床调试周期。
3 调试软件设计
本文论述的机床电气调试软件是基于840D sl OEM开发组件,采用Visual Studio 2010与QT界面技术编译软件界面,采用SQLite小型数据库作为调试参数存储数据源,采用XML语言作为界面布局,动作预览采用Solidworks三维造型软件创建部件三维模型,通过OpenGL读取模型文件[2],并控制模型部件运动以生成动画效果,给操作者以动作预览。
3.1 软件运行框架与界面
数控系统电气调试软件的3层软件架构(图5)包括数据链接层、系统管理层和HMI交互层。

数据链接层由系统启动配置文件、OEM界面布局、动态链接库、用户数据库构成。启动配置文件systemconfiguration.ini,该文件指定与 840D sl Operate 一起启动的用户自定义界面;OEM界面布局文件Screen-Dialog.xml,通过xml格式代码生成调试软件界面框架,调整软件模块之间的跳转关系以及用户界面布局;动态链接库OEM DLL文件,编译了OEM软件对用户操作的响应以及与数控系统内核NCU的数据通信、OpenGL实体建模、数据库操作、报警处理以及用户信息反馈等功能;数据库采用SQLite,用于提供电气调试的相关数据以及监控信息,可随时更改数据库内容,并能实时更新。数据库结构可以分为刀库动作使能数据表、刀库监控信号数据表、工作台动作使能数据表、工作台监控信号数据表以及辅助功能的使能数据表与监控信号数据表。
系统管理层为SINUMERIK 840D sl数控系统自带的人机交互(HMI)软件,其系统管理部分由run_hmi与SystemManager组成,SystemManager系统管理器读取系统配置文件systemconfigu-ration.ini以及其他多个系统启动配置文件,根据其中指定内容载入不同的动态链接库以及界面布局和界面所用资源,比如slMachine.dll与 slMachine.xml,这两个文件是840D sl HMI加工界面对应的动态链接库与界面布局。
HMI交互层将数据链接层与NCU通信数据、数据库中存储数据、NCU报警信息以及OpenGL运算后实体模型动态变化数据通过文字、图片、动画、图线图形等方式反馈至机床面板显示器(OP,Operate Panel)上,用以提示用户当前机床监控信息、所选动作预览、动作执行情况。
3.2 软件运行流程
数控系统电气调试方法实施例的步骤流程图,该方法包括如下6个步骤:
(1)生成人机交互界面(HMI)。基于启动配置文件,对系统进行初始化,并根据预置的界面布局,生成人机界面。
(2)读取系统语言。根据用户设定的语言读取人机界面所有语言源文件,并显示在人机界面上,以支持多语言界面。
(3)启用软键组禁用关系。启用软键组禁用,并将当前数控机床系统运行状态通过人机界面反馈给用户;当操作条件满足,禁用的软键组自动启用。
(4)建立调试用数据库链接。调试数据库接收用于数控系统电气调试的数据源。
(5)建立槽通信机制。基于获取的数据源,建立人机界面与数控系统内核之间数据连接的通信槽。
(6)响应用户调试操作。基于所建立通信槽,接收用户发送的、用于实现数控系统功能动作的按键操作,并将该功能动作发送至数控系统内核,使机床执行调试动作,动作完成后,将执行结果反馈至人机交互界面。
调试软件运行流程如图6所示。下面,对上述方法做进一步的详细说明。
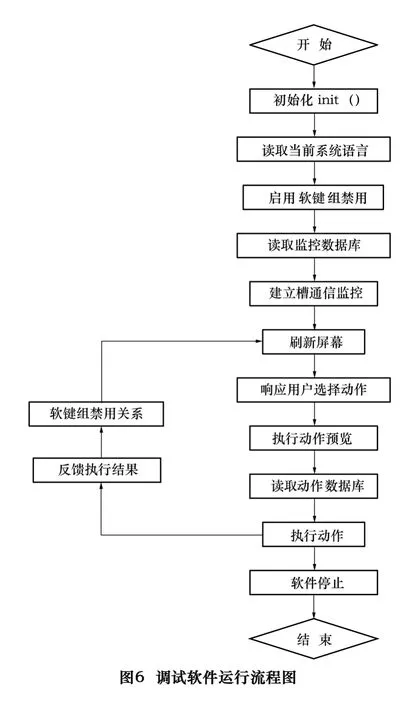
(1)初始化。数控系统界面启动,根据系统启动配置文件,启动调试辅助软件,实现软件初始化。根据界面布局生成人机界面,包括软件软键栏、以及监控界面、动作预览区、操作提示区。
(2)读取系统语言。根据用户设定的语言读取软件界面所有语言源文件,并显示在人机界面上,用于支持多语言界面。
(3)启用软键组禁用关系,并将当前运行状态反馈给用户。主要用于保障机床安全调试,将为满足条件的功能禁用,避免用户误操作。当操作条件满足,相应软键功能自动启用。
(4)读取数据库。调试数据库只对电气调试人员开放,用于存储调试过程中用到的PLC数据以及NC数据与自定义文本、图片。该步骤主要用于下一步建立槽通信,为与数控系统NCU通信提供数据源。
(5)建立监控信号槽通信。QT槽通信机制用于建立人机界面与数控系统内核NCU之间数据通信。首先,将读取的数据源发送给数控系统内核NCU,并将NCU反馈回的数据通过图形或文字方式表达在人机界面,用于提示调试人员机床的运行状态信息。同时,将调试功能数据源发送给数控系统内核NCU,建立用户与数控系统之间数据连接。
(6)进入用户操作响应循环。通过接收用户按键操作,将该功能动作的过程在动作预览区进行演示,以提醒用户该动作功能。然后,将选定功能动作发送至数控系统,并执行机床调试动作,动作完成,将执行结果返回至人机交互界面。用户操作响应循环直到用户退出程序,最后程序释放占用内存与线程。
3.3 数据库结构及自动读取
图7所示为SIEMENS 840D sl数控系统的加工界面,该界面含有水平软键栏与竖直软键栏,对话窗口区等。其中水平、竖直软键栏分别由水平方向8个软键、竖直方向8个软键构成。在OEM开发组件中,每个软
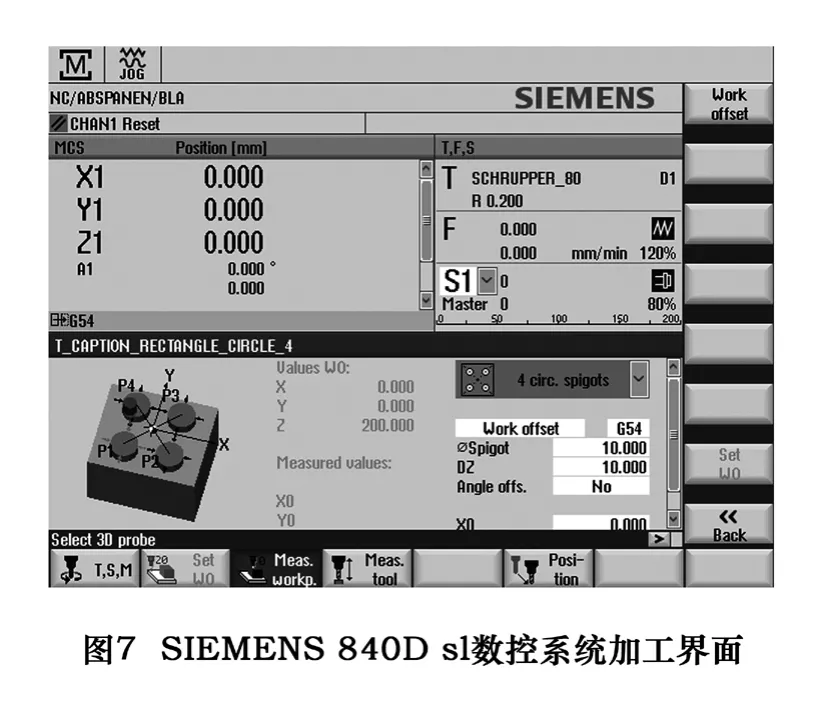
键对应属性包括其所属于的Screen、Softkeybar、Function、TextID、TranslationText等属性。在自定义的调试软件中,每个动作对应一个软键,每个软键又同样具备以上属性。因此,在建立数据库时,每一条数据记录包括这些属性以及其他自主添加的属性。数据库结构及数据库属性含义如表1、表2所示。

表1 数据库结构表1表名:ActionTable_TAB 描述:用于调试工作台的用户自定义动作数据

表2 数据库结构表2表名:MonitorTable_TAB 描述:用于调试工作台的用户自定义监控数据
采用Qt读取数据库数据的方法需要3个步骤:
(1)建立数据库链接;

(2)检索数据并对数据进行处理;


(3)对于用户软键操作,依据数据库中检索内容,做出相应的响应,控制数控机床执行动作。
4 结语
本文所述电气调试方法在实施过程中具有以下优势:
(1)调试软件执行调试动作成功率高,将电气调试周期缩短50%以上。
(2)方便调试人员使用,可扩展性强。调试人员只需要修改数据库中监控信号PLC的I/O点值就可以实现实时监控,同样修改数据库值可以实现调试动作修改。
(3)有效避免误操作导致的部件损坏。调试软件中包含动作预览功能,提醒操作人员动作执行过程,有效避免操作者误操作。
(4)监控界面帮助调试人员快速定位电气方面故障。
(5)该软件采用自主软件运行流程,有效实现软件运行中动作软键的互锁关系,避免用户误操作。
综上所述,本调试方法代替了传统数控机床上错综复杂的操作按钮,使得操作面板显得非常简洁、易于操作。调试人员只需在后台调试数据库简单地输入几个数据,就可以方便地生成调试界面。在电气调试过程中,通过为专用机床定制开发相应的部件调试功能,比如刀库调试、托换工作台调试、定位精度调试、主轴调试,根据用户需求自由扩展调试功能,可以提高调试效率,降低调试工作复杂程度,缩短机床调试周期。
[1]SIEMENS.SINUMERIK 840D sl programming of HMI sl[Z],2009.
[2]周静,陆宝春.数控仿真系统三维建模技术研究[J].机床与液压,2007,35(4).
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年2期)2019-03-06
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年9期)2017-11-27
