
感应淬火硬化层厚度的荧光磁粉检测方法
2012-05-14 06:45
无损检测 2012年5期
(天津市祥威传动设备有限公司,天津 300380)
目前感应淬火、高频淬火等各种淬火后的硬化层检测是个难题,常使用的检测方法有破坏性检测、超声波检测等。超声波检测误差较大,国外有一款感应淬火超声波检测仪器价格50~150万,但检测误差仍旧很大,最大误差>1 mm。
以42CrMo4Mod为例,42CrMo4Mod钢具有强度高、淬透性高、韧性好、淬火时变形小、高温时蠕变强度和持久强度较高等特点。一般用于制造要求较35CrMo钢强度更高和调质截面更大的锻件,如机车牵引用的大齿轮、增压器传动齿轮、后轴、受载荷极大的连杆及弹簧夹,也可用于2 km以下石油深井钻杆接头与打捞工具等。为了获得较高的韧性和足够的强度及优良的综合力学性能,一般会对42CrMo4Mod钢进行调质处理。
对于需要承受扭转、弯曲等交变负荷作用的工件,要求表面层承受比芯部更高的应力或耐磨性,这时需对工件表面进行强化处理。采用的方法主要有感应加热表面淬火(高频、中频、工频)、火焰加热表面淬火、电接触加热表面淬火、电解液加热表面淬火、激光加热表面淬火和电子束加热表面淬火等。硬化层厚度直接影响表面强化的效果,而厚度检测通常不易十分精确。文章主要介绍荧光磁粉检测方法。
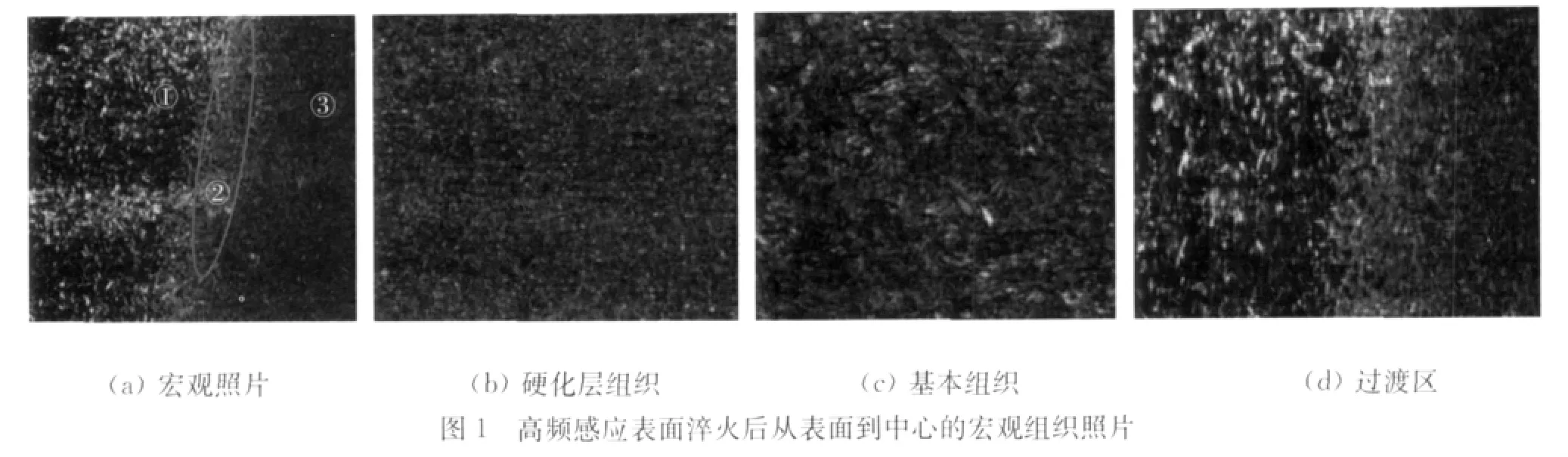
1 硬化层金相检测
硬化层金相检测图如图1所示。可以看出,从表面到中心组织有所变化。分别对位置1,2,3处的组织进行放大,如图1,位置l的宽度约为3.9 mm,经过高频淬火后,此层为淬火马氏体或叫隐针马氏体。由于本试验所采用的淬火温度正常,马氏体组织非常细小,在普通光学显微镜下不易看清。如果要看清其具体态,需采取过热淬火。本试验对其进行的硬度测试也证明此组织为淬火马氏体。从图1(c)可以看出,该组织比较细小,根据珠光体、索氏体和屈氏体的基本特点,可以判定该组织为回火索氏体。硬度测试发现其硬度只有227 HV0.1左右。由此说明,细杆的中心保持了前道热处理工艺的原始组织,该组织为回火索氏体。由图1(d)可以看出,从淬硬层到中心未淬硬层,组织并没有急速转变,存在一个过渡区,宽度约0.12i Yn/l,过渡区的组织为淬火马氏体和回火索氏体,此混合组织的硬度介于淬火马氏体与回火索氏体之间。
表面硬化处理可以提高受动态应力部件的耐磨性能以及疲劳强度。这些特性主要是由表面硬度、硬化深度以及残余应力的深度剖面决定的。表面深度为硬化有效层的厚度,它是表面硬化处理过程中的一个重要质量指标。目前只能通过随机切片检测方法来确保硬化工艺的质量,这种方法不仅会损坏部件,浪费时间,而且成本也高。
2 硬化层磁粉检测
由于材料组织差异,磁粉检测时会在过渡区产生漏磁场,利用此特性可以检测硬化层厚度。
由于齿轮切片无法夹持,所以采用荧光磁粉线圈法,详细描述如下:
(1)把感应淬火后的切块放在线圈距边缘150 mm左右。
(2)检测灵敏度以试片和磁场指示器为准(磁轭检测方法,同样可以以该方法检测)。
(3)调节,如满足检测灵敏度要求就开始检测。
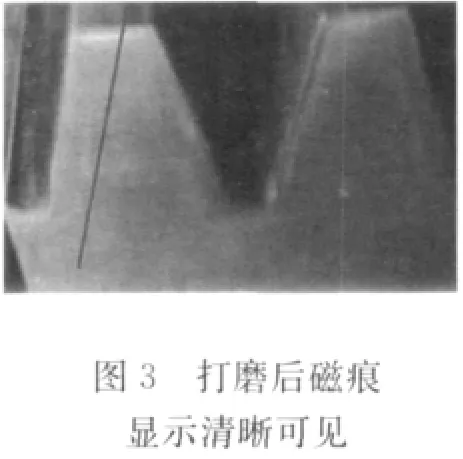
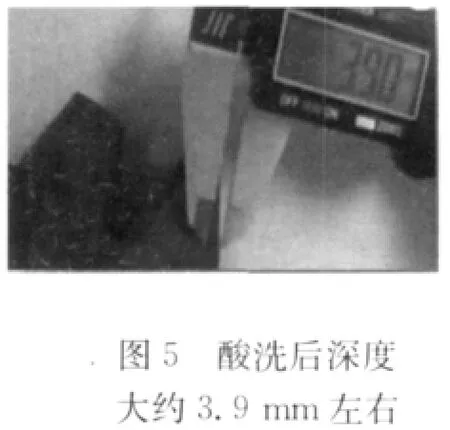
检测时机为感应淬火后;磁粉载液为美国磁通14AM;检测地点为暗室;感层厚度为3.8~4.0 mm左右。详细检测过程如图2~5所示。
磁粉检测发现在齿棱和齿面有明显的磁痕显示(图6),这些磁痕深度在4 mm左右。



3 结论
通过大量试验可证明,正确的磁粉检测方法完全可以检测感应淬火后的硬化层厚度,并且可以保证检测误差在0.2~1 mm内。相对而言,磁粉检测优于酸洗检测,并且更加环保安全。
猜你喜欢
山东冶金(2022年1期)2022-04-19
政工学刊(2021年12期)2021-12-22
课程教育研究(2021年23期)2021-04-13
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
安徽工业大学学报(自然科学版)(2019年4期)2019-03-31
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
焊接(2016年7期)2016-02-27
应用技术学报(2014年4期)2014-02-28
