
电渗析法再生化学镀镍废液工艺
2011-11-22 03:46何湘柱赵雨赵国鹏
电镀与涂饰 2011年5期
何湘柱,赵雨,赵国鹏
(1.广东工业大学轻工化工学院,广东 广州 510006;2.广州市二轻工业科学技术研究所,广东 广州 510663)
【三废治理】
电渗析法再生化学镀镍废液工艺
何湘柱1,2,赵雨1,*,赵国鹏2
(1.广东工业大学轻工化工学院,广东 广州 510006;2.广州市二轻工业科学技术研究所,广东 广州 510663)
采用电渗析法处理化学镀镍废液,重点考察了3种工艺条件(电流密度、老化液pH、流量)对各种离子去除(损失)率的影响,得出优化的工艺条件为:J = 65 mA/cm2,pH = 4.5,v = 1 L/45 s。对再生镀液的性能进行了测试。结果表明,其镀速、镀层磷含量和显微硬度均达到第三周期的生产水平,耐色变性与盐雾试验符合生产需求。
化学镀镍;废液;电渗析;再生
1 前言
在表面处理技术中,化学镀占有很重要的位置。自1946年化学镀镍技术[1]问世以来,它就因具有各种优良性能而在汽车、化工、机械、电子、计算机、医疗器械、航空航天、军事等工业领域得到了广泛的应用[2]。
目前,化学镀镍废液的处理主要有2个途径:(1)废液经过处理后排放,或回收部分镍、磷后排放;(2)实现化学镀镍废液的净化再生。本文采用自制电渗析装置进行净化化学镀镍废液的研究,使镀液再生。
2 实验
实验中采用广东某化学镀镍厂的废液,其主要成分NiSO4·6H2O的浓度采用EDTA配位滴定法分析确定,Na2HPO3和NaH2PO2·H2O的浓度采用碘量法分析确定。
自制电渗析槽为有机玻璃槽体(150 mm × 65 mm × 180 mm),使用一对阴阳离子交换膜,其中阴极室和阳极室装载浓缩液,中间室装载稀释液;每室均为 6 L溶液,依靠潜水泵循环;阳极为钛铱钌涂层阳极,阴极为钛网;电解质为20 g/L的Na2SO4溶液。在一定的
在确定了采用异相离子交换膜B[4]后,本文重点考察3种工艺条件(电流密度、老化液pH和流量)对再生结果的影响,以控制电渗析工作参数,使化学镀镍废液中被大量去除,而 Ni2+、的损失达到最低,以满足再生化学镀镍废液的要求。
3 结果与讨论
3. 1 电流密度的影响
电场力是电渗析过程的主要推动力,因此,电流密度的大小直接影响化学镀镍废液中各离子的最终去除率和去除速度。将化学镀镍废液在不同电流密度下处理不同的时间,通过检测稀释液中各离子的始末浓度,计算出最终去除(损失)率,结果见表1。

表1 在不同电流密度下各离子的去除(损失)率Table 1 Removal (loss) rate of various ions at different current densities

图1 电流密度对亚磷酸根去除率和次磷酸根损失率的影响Figure 1 Influence of current density on removal rate of orthophosphite and loss rate of hypophosphite
由图 1可以看出,电流密度越大,在相同时间内去除的阴离子也越多。这是由于提高电流密度时,工作电压增加,即离子迁移的推动力增大,从而使得离子的迁移速率加快。因此,离子去除率也就越高。
来越多地穿过阴离子交换膜,损失率开始迅速增加。所以,一味地增加电流密度并不能提高离子的选择去除性能,反而会加大有用物质的流失[5]。但图1所显示的与理论相反。另外,由表 1也可以看出,稀释液中各离子最终去除(损失)率与图 1中渗析到阳极室的去除(损失)率有些差异。根据物质守恒原则计算电渗析前后的总磷浓度,结果发现,电渗析前后的总磷浓度基本相等。这是因为在电渗析过程中,阴阳离子透过膜向两极运动,而各离子在膜中的迁移速率要比离子在溶液中的迁移速率小得多。因此,随着电渗析的进行,溶液中的离子一旦补充不上,在膜表面就会发生水的电解,大量的OH−和H+会参与到迁移运动中传导电流[6]。而在阳极室,由于阳极析氧使得浓缩液的pH越来越低,酸性越来越强,就在阳极室的阳极极板上被氧化为;而且电流密度越大,电解水就越多,pH的变化也就越大,转化为也越多,从而导致稀释液与阳极室浓缩液的数据有较大的误差。
对于阳离子来说,Ni2+的损失率较低(见表1)。虽然1价的Na+比2价的Ni2+所受到的电场力要小,但在镀液中存在的配位剂会与 Ni2+形成配合物,使其不易通过离子交换膜,减小了Ni2+的损失率[7]。另一种可能的原因是阴极析氢使pH越来越高,而此时少量的Ni2+透过阳离子膜到达阴极室,在局部生成 Ni(OH)2而沉积在膜的表面上,从而阻碍了更多的Ni2+透过膜表面。因此,Ni2+的损失率一直都非常小。
3. 2 pH的影响
当J = 65 mA/cm2,流速v = 1 L/45 s(表示流过1 L需45 s),t = 48 h时,不同pH下稀释液中各离子的最终去除(损失)率见表2。
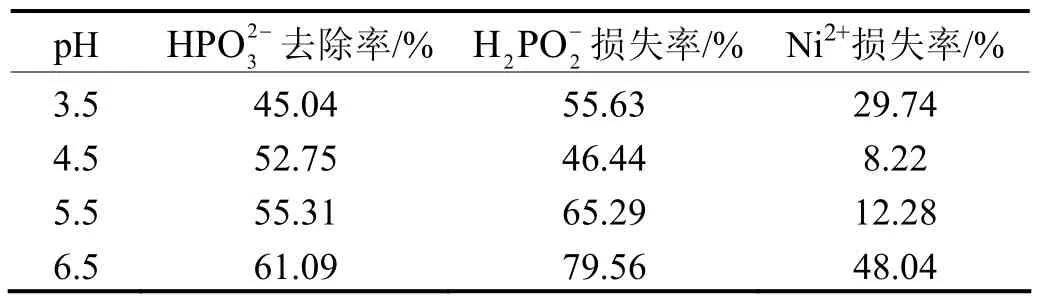
表2 在不同pH下各离子的去除(损失)率Table 2 Removal (loss) rate of various ions at different pHs

图2 不同pH下亚磷酸根的去除率和次磷酸根的损失率Figure 2 Removal rate of orthophosphite and loss rate of hypophosphite at different pH
3. 3 流量的影响
流量是影响电渗析分离效果的又一因素,也是电渗析生产能力的标志之一。从理论上考虑,提高物料流速,会降低膜表面流体边界层的厚度,从而加快阴离子的去除;同时,还可以减少在膜表面的沉积物质,增强电渗析器的生产能力。但是无限制地增大流速,会造成许多离子还没经过分离就直接流出。因此,应该存在一个适宜的流量范围[5]。当J = 65 mA/cm2,pH = 4.5,t = 48 h时,不同流量下稀释液中各离子的最终去除(损失)率见表3。

表3 不同流量下各离子的去除(损失)率Table 3 Removal (loss) rate of various ions at different flow rates

图3 亚磷酸根、次磷酸根在不同流量下的去除/损失率Figure 3 Removal (loss) rate of orthophosphite and hypophosphite at different flow rates
3. 4 膜间距的影响
表4为稀释液中各离子在J = 65 mA/cm2,pH = 4.5,v = 1 L/45 s,两种不同膜间距条件下处理48 h的最终去除(损失)率(由于实验装置的限制,此次实验只做两个以供对比)。

表4 在不同膜间距下各离子的去除(损失)率Table 4 Removal (loss) rate of various ions at different membrane intervals
结果表明,膜间距越小,电渗析的效果越好。其原因可能是在电渗析过程中,膜间距的减小使得电场强度增大、离子的迁移速率加快,从而能够及时地传导电流,进而在膜表面减少了水的电解。同时,由于为高浓度离子,受到的电场力比较大,所以主要依靠的渗透来传导电流,从而降低了的损失率。
3. 5 再生镀液性能检测
在J = 65 mA/cm2,pH = 4.5,v = 1 L/45 s的较佳工艺条件下,使用了 6个周期的高磷化学镀镍废液经过本电渗析工艺处理后,Ni2+、和的质量浓度分别由最初的24.82 g/L、196.22 g/L和40.48 g/L分别变为22.78 g/L、92.72 g/L和21.68 g/L。此时,的含量达到了3.2个周期时的水平。现取500 mL电渗析处理过的再生液,然后补加 A液(500 g/L的NiSO4溶液)5 mL,次磷酸钠15 g,调节pH为4.65,在水浴锅中加热到91.5 °C,取试件先后经打磨、酸洗、活化,置于该镀液中施镀25 min,对化学镀过程及镀层性能进行了检测,结果如下:镀速 10.56 µm/h,镀层显微硬度480 HV,磷含量12%,在68%的硝酸溶液中浸泡 5 min不变色(耐色变性好),中性盐雾试验4 h达到8级以上。
4 结论
(1) 应用电渗析法再生化学镀镍废液,既能减少资源浪费,又能防止环境污染,是具有很好发展前途的净化再生技术。
(2) 室温下,当J = 65 mA/cm2,pH = 4.5,v = 1 L/45 s时,可较好地去除有害成分。在补加有效成分后,再生液可以回用。
(3) 再生镀液性能测试表明,其镀速、磷含量和镀层显微硬度,均达到第三周期时的水平,耐色变性与盐雾试验也符合生产需求。
[1] BRENNER A, RIDDELL G E. Electroless plating by a process of controlled self continuing reduction [J]. Proceedings of the American Electroplaters’ Society, 1946, 33: 15-17.
[2] 姜晓霞, 沈伟. 化学镀理论及实践[M]. 北京: 国防工业出版社, 2000: 177-194.
[3] ALTMAYER F. Treating EN waste [J]. Plating and Surface Finishing, 1997, 84 (3): 38-40.
[4] 赵雨, 何湘柱, 赵国鹏, 等. 离子交换膜及电流密度对电渗析法再生化学镀镍废液的影响[J]. 表面技术, 2010, 39 (5): 32-34.
[5] 殷雪峰. 用电渗析法净化化学镀镍老化液之研究[D]. 大连: 大连理工大学, 2005.
[6] 陈浚. 电渗析法处理含铅废水的研究[D]. 杭州: 浙江工业大学, 2007.
[7] 金帅. 电渗析法再生化学镀镍老化液[D]. 大连: 大连理工大学, 2007.
Regeneration of spent electroless nickel plating bath by electrodialysis //
HE Xiang-zhu, ZHAO Yu*, ZHAO Guo-peng
The electrodialysis technique was used to treat the wastewater of electroless nickel plating, and the effect of three technical conditions including current density, aging liquid pH and flow rate on the removal (loss) rate of various ions was mainly studied. The optimal process conditions are obtained as follows: current density 65 mA/cm2, pH = 4.5 and flow rate 1 L/45 s, and the performance of the regenerated bath were tested. Results indicated that the plating speed, phosphorus content and hardness had been reach the production level of the third period, and the anti-tarnish property and salt spray test meet the requirements of production.
electroless nickel plating; spent bath; electrodialysis; regeneration
Faculty of Light and Chemical, Guangdong University of Technology, Guangzhou 510006, China
TQ153.12; X781.1
A
1004 – 227X (2011) 05 – 0039 – 04
2010–11–25
2010–12–23
广州市科技计划项目(2008J1-C041);广东省211工程建设项目(412110904)。
何湘柱(1966–),男,湖南人,博士,教授,主要从事应用电化学、功能材料制备与应用和腐蚀与防护研究。
赵雨,(E-mail) zhao1983999@yahoo.com.cn。
[ 编辑:韦凤仙 ]
猜你喜欢
全面腐蚀控制(2022年6期)2022-07-22
中国房地产业(2022年11期)2022-05-31
化工管理(2022年8期)2022-04-08
现代畜牧科技(2021年11期)2021-12-21
发酵科技通讯(2021年3期)2021-09-27
中国畜牧杂志(2021年3期)2021-03-15
表面工程与再制造(2019年1期)2019-05-11
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
中国畜牧兽医文摘(2015年9期)2015-12-29
