预处理对高应变速率轧制镁合金板材组织均匀性和力学性能的影响*
2011-08-14 12:00严红革朱素琴陈吉华吴远志
湖南大学学报(自然科学版) 2011年9期
严红革,田 津,朱素琴,陈吉华,苏 斌,吴远志
(湖南大学 材料科学与工程学院,湖南 长沙 410082)
镁合金是最轻的金属结构材料,在航天航空、汽车、电器、通讯等各领域具有广泛的应用前景.但由于镁为密排六方晶体结构,滑移系少,不能满足均匀变形的要求,塑性变形时极易开裂,特别是镁合金轧制板材的制备尤为困难[1].目前对镁合金的轧制一般采取挤压板坯,进行小应变多道次轧制,道次压下量一般不超过30%,且道次间需反复加热[2-3].因此,镁合金板材的制备过程效率很低,成本很高,不适合工业化生产.同时,常规轧制镁合金板材的晶粒尺寸在10~40μm之间[2-3],难以实现进一步的晶粒细化.然而,晶粒细化是提高材料强度和塑性的最有效手段.
大塑性变形是晶粒细化的有效手段.近年来,一些研究者采用大应变轧制工艺(Severe Rolling),即大道次应变轧制(道次应变量可达60%~80%),成功制备出细晶高强高韧镁合金板材,大大提高了板材的生产效率[4-6].但在这些研究中,经过大应变速率轧制板材的微观组织并不均匀,降低了板材组织的可控性[3].
大应变轧制过程显然与传统的小应变多道次轧制过程存在本质的区别.本课题组的前期工作表明[7],大应变轧制之所以能够成功进行,主要归因于其与传统轧制过程不同的变形机制.在大应变轧制过程中,大量孪生(Twinning)和动态再结晶(Dynamic Recrystallization,DRX)为变形前期和变形后期最重要的两种变形机制,二者在变形过程中消耗大量的变形储能,降低晶界处的应力集中程度,抑制裂纹的产生,从而使得变形得以顺利进行.事实上,由于孪生和动态再结晶过程受应变速率的影响要大于受应变的影响,故大应变轧制被更准确地命名为高应变速率轧制(High Strain Rate Rolling,HSRR).
本文通过对轧制坯料进行不同的预处理,来实现高应变速率轧制板材的组织均匀性,以便找到控制其组织均匀性的有效途径.
1 实验过程
本文的原材料为普通铁模铸造的AZ31(wMg-3%wAl-1%wZn-0.3%wMn)镁合金.高应变速率轧前,采用两种方式对原材料进行预处理.第一,对坯料尺寸为70 mm×70mm×10mm的铸态AZ31在390℃下均匀化处理8h,记为均匀化态(Homogenized).第二,对坯料尺寸为70mm×70mm×13mm铸态AZ31先进行小应变量的预变形,再进行短时均匀化处理,记为预变形+均匀化态(Pre-strained+Homogenized).先对厚13 mm的铸态板材采用4道次小应变轧制,得到10mm厚板材,再对这种经过预变形的坯料在390℃下均匀化处理4h.
对均匀化态和预变形+均匀化态坯料进行相同工艺的高应变速率轧制,获得高应变速率轧制板材.轧前坯料预热至300℃,轧辊未加热.对预热坯料进行单道次高应变速率轧制,直接从10mm轧至2 mm,应变量为80%,平均应变速率为9.1/s.轧制平均应变速率按下式进行计算:

式中H为板材原始厚度10mm,h为板材终轧厚度2mm,v为轧辊圆周速度430mm/s,R为轧辊半径180mm.
在Leitz MM-6型卧式光学显微镜上对坯料和轧制板材进行微观组织观察,浸蚀剂为苦味酸溶液(5g苦味酸+5g冰醋酸+80mL无水乙醇+10 mL水).在WDW-E200型微机控制电子万能试验机上对轧制板材进行室温拉伸,拉伸方向平行于轧制方向(Rolling Direction,RD),拉伸初始应变速率为5.6×10-4/s.
2 结果与讨论
2.1 微观组织分析
铸态AZ31原始坯料的微观组织如图1所示.可以看出,铸态AZ31坯料的晶粒很大,超过300 μm,晶界上分布着偏析造成的不连续 Mg17Al12共晶相.
均匀化态和预变形+均匀化态AZ31坯料的微观组织如图2所示.铸态AZ31经过均匀化处理后,晶界上的第二相消失,获得了成分较均匀的轧前组织,如图2(a)所示.经过预变形后再进行均匀化处理,晶粒沿轧制方向拉长,且存在一些较小的晶粒,整体晶粒尺寸远小于均匀化态的,晶界上的第二相偏析消失,如图2(b)所示.
高应变速率轧制板材的宏观照片如图3所示.可以看出,板材表面光洁,成形良好,没有表面裂纹,但存在一定程度的边裂,这可以通过机加工的方式除掉,也可以通过改善轧辊形状等来进行改善.

图1 原始铸态AZ31坯料的微观组织Fig.1 Microstrure of the as-casted AZ31cast billet

图2 预处理态坯料的微观组织Fig.2 Microstructures of the pre-treated billets

图3 高应变速率轧制板材宏观形貌Fig.3 Macrograph of the high strain rate rolled sheet
图4为不同预变形坯料通过高应变速率轧制所获得板材的微观组织,轧制方向平行于标尺方向.铸态均匀化处理后进行高应变速率轧制的板材呈现一种混合态的微观组织,细晶环包围着略大的晶粒.其中细晶环中的晶粒尺寸为0.5μm,环内略粗的晶粒尺寸约为2.5μm.从图4(a)中可以看出,细晶环沿轧向被拉长,这与晶界在轧制过程中的变形很类似,因此可以认为细晶环由原始晶界附近组织演变而来.而预变形+均匀化后再进行高应变速率轧制的板材的晶粒组织非常均匀,板材的平均晶粒尺寸为2.3μm,如图4(c)和4(d)所示.相对于传统轧制工艺[8],高应变速率轧制能高效地制备出组织更加优异的镁合金板材,它的晶粒更加细小,组织更加均匀.而且均匀化前的预变形使最终高应变速率轧制板材微观组织的均匀性有很大提高.

图4 高应变速率轧制板材微观组织Fig.4 Microstrures of the HSRRed sheets
如前所述,在高应变速率轧制过程中,孪生和动态再结晶是两种最重要的变形机制[8].经预变形和均匀化处理后,在高应变速率轧制过程中,板材中所有的孪晶和原始晶界均已转化为细小均匀的动态再结晶晶粒,这说明板材中发生了均匀的完全动态再结晶形核和晶核的长大.而未经预变形的坯料,在高应变速率轧制过程中,原始晶界附近和原始晶粒内部的孪生或动态再结晶行为显然存在差异.经预变形后,镁合金在后续的均匀化处理过程中会发生静态再结晶,使经过预变形处理的板材晶粒得到细化,晶界面积增加,有利于提高板材组织的均匀性.这样,预变形+均匀化后再进行高应变速率轧制的板材组织均匀性更高.
2.2 力学性能分析
图5为不同预处理坯料高应变速率轧制板材的室温拉伸流变曲线.均匀化+高应变速率轧制(Homogenized+HSRR)板材的屈服强度、极限抗拉强度和断后伸长率分别为233MPa,311MPa和21%;预变形+均匀化+高应变速率轧制(Prestrained+Homogenized+HSRR)板材的屈服强度、极限抗拉强度和断后伸长率分别为224MPa,298MPa和28%.可以看到,两种预处理坯料经高应变速率轧制后,均能同时获得高强度和高塑性,这归因于板材细小的晶粒组织.经过预变形处理,板材的强度略有下降,但伸长率得到进一步提高,说明板材组织均匀性的提高有利于塑性的提高.与传统轧制工艺相比[8],高应变速率轧制工艺在提高板材的伸长率的同时,也使得板材的屈服强度和极限抗拉强度得到了很大程度地提高.
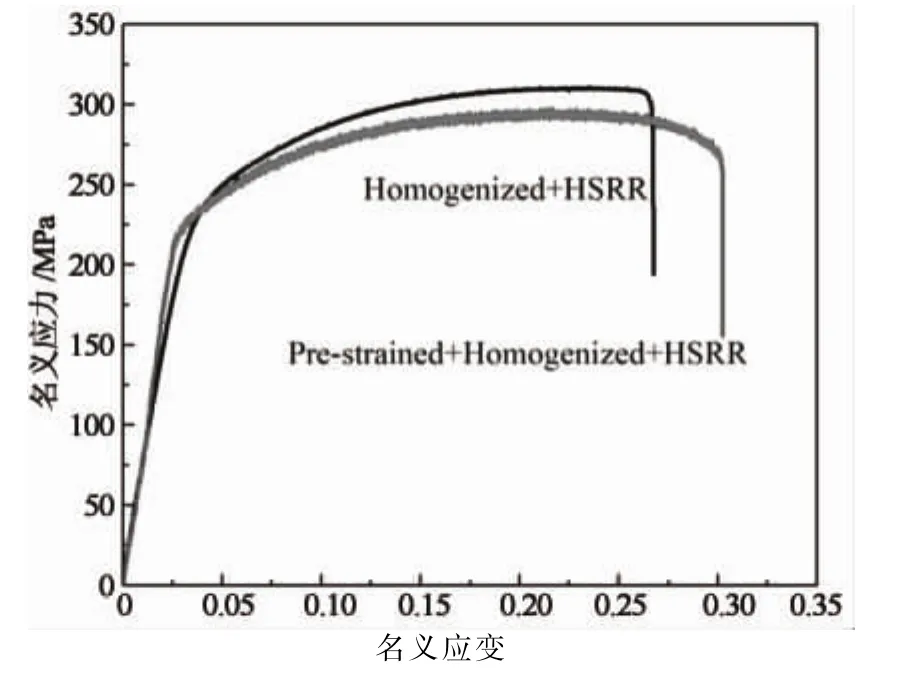
图5 高应变速率轧制板材室温拉伸流变曲线Fig.5 Flow curves of sheets tensioned at ambient temperature
3 结 论
本文对铸态AZ31镁合金进行两种不同的预处理后,再进行高应变速率轧制,并对所得板材的组织性能进行对比,结论如下:
1)经高应变速率轧制,镁合金板材能获得细小的晶粒组织.而经过预变形+均匀化预处理,再经高应变速率轧制,可得到分布极均匀的细小晶粒组织,其平均晶粒度为2.3μm.
2)高应变速率轧制板材均具有高强度和高塑性.而预变形+均匀化+高应变速率轧制板材由于组织均匀性的提高,塑性得到进一步提高,其室温伸长率可达28%.
[1] 陈振华,严红革,陈吉华,等.镁合金[M].北京:化学工业出版社,2004.CHEN Zheng-hua,YAN Hong-gei,CHEN Ji-hua,etal.Magnesium alloy [M].Beijing:Chemical Industry Press,2004.(In Chinese)
[2] FRIEDRICH H E,MORDIKE B L.Magnesium technology:metallurgy,design data,applications[M].Berlin Heidelberg:Springer-Verlag,2006:269-310.
[3] BARMETT M R,KESHAVARZ Z,NAVE M D.Microstructural features of rolled Mg-3Al-1Zn [J].Metallurgical and Materials Transactions A,2005,36A (7):1697-1704.
[4] PÉREZ-PRADO M T,DEL VALLE J A,CONTRERAS J M,etal.Microstructural evolution during large strain hot rolling of an AM60Mg alloy[J].Scripta Materialia,2004,50(5):661-665.
[5] PÉREZ-PRADO M T,DEL VALLE J A,RUANO O A.A-chieving high strength in commercial Mg cast alloys through large strain rolling [J].Materials Letters,2005,59 (26):3299-3303.
[6] STANFORD N,BARNETT M R.Fine grained AZ31produced by conventional thermo-mechanical processing [J].Journal of Alloys and Compounds,2008,466 (1/2):182-188.
[7] ZHU S Q,YAB H G,CHEN J H,etal.Effect of twinning and dynamic recrystallization on the high strain rate rolling process[J].Scripta Materialia,2010,63(10):985-988.
[8] XIA W J,CHEN Z H,CHEN D,etal.Microstructure and mechanical properties of AZ31magnesium alloy sheets produced by differential speed rolling [J].Journal of Materials Processing Technology,2009,209:26-31.
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
汽车科技(2020年3期)2020-06-08
文化交流(2019年3期)2019-03-18
科学中国人(2017年35期)2017-06-08
电镀与环保(2016年2期)2017-01-20
当代化工研究(2016年6期)2016-03-20
大型铸锻件(2015年1期)2016-01-12
中国质量与标准导报(2015年2期)2015-02-28