
基于PROFIBUS-DP的某SRV车型车身合装台控制系统设计与实现
2010-11-28 05:00:10王健强王长润王华国
制造技术与机床 2010年6期
李 斌 王健强 王长润 王华国
(合肥工业大学机械与汽车工程学院,安徽合肥 230009)
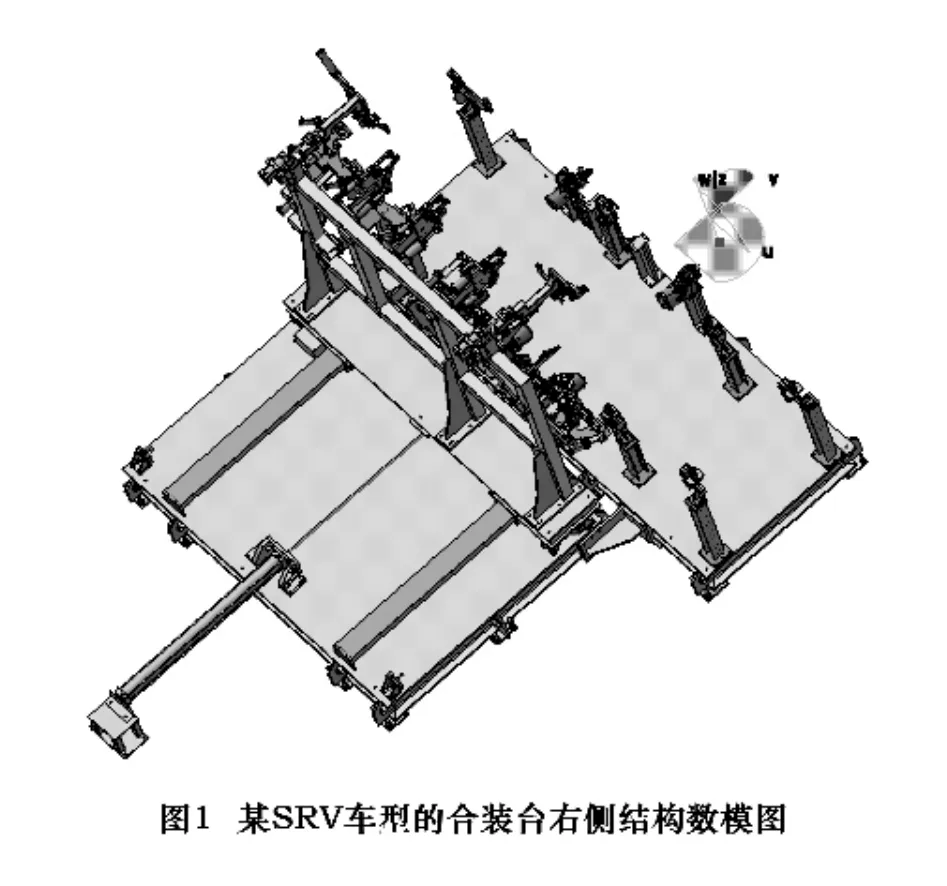
汽车车身焊合台是把车身前后围、左右侧围、底架及顶盖总成等合装组焊成骨架总成的设备,是车身焊装生产线的关键设备,也是确保车身焊装质量和效率的基础和前提[1-2]。图1所示为某SRV车型的合装台右侧结构数模图(左侧对称)。合装台由地板台架、左右侧围活动台架、地板定位夹具、左右侧围夹具、前围夹具、顶盖夹具等组成。地板总成装夹在地板台架上,左右侧围台架带动安装在其上的左右侧围总成直线移动,与地板总成组合,通过各夹具定位夹紧。由于工装夹具上空间的限制,工装夹具上气缸和传感器的分布特点是整体上分布比较分散,局部位置气缸和传感器分布集中,我们采用PROFIBUS DP现场总线来实现信号采集和分散控制,最大程度地减少布线,节省安装和维护费用。
1 PROFIBUS现场总线
PROFIBUS是目前国际上通用的现场总线标准之一,是一种国际化、开放式、不依赖于生产商的现场总线标准[3]。它以其显著的特点、严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,被纳入欧洲标准(EN50170)和国际标准(IEC61158)的现场总线标准,广泛应用于工业自动化。2006年10月成为中华人民共和国国家标准(GB/T 20540-2006),这是目前我国唯一批准的现场总线国家标准。
PROFIBUS根据应用特点,分为PROFIBUS-DP、PROFIBUS-FMS、PROFIBUS-PA三个兼容版本。其中 PROFIBUS-DP(Decentralized Periphery,分布式外围设备)是一种高速(数据传输速率9.6 kbit/s~12 Mbit/s)经济的设备级网络,用于现场控制器与分散I/O之间通信,在信号的传输精度、可靠性和抗干扰性有不俗的表现,其系统成本低、安装简单、维护调试方便且易于扩展,适用于加工自动化领域。
2 控制系统的构建
2.1 工艺过程分析
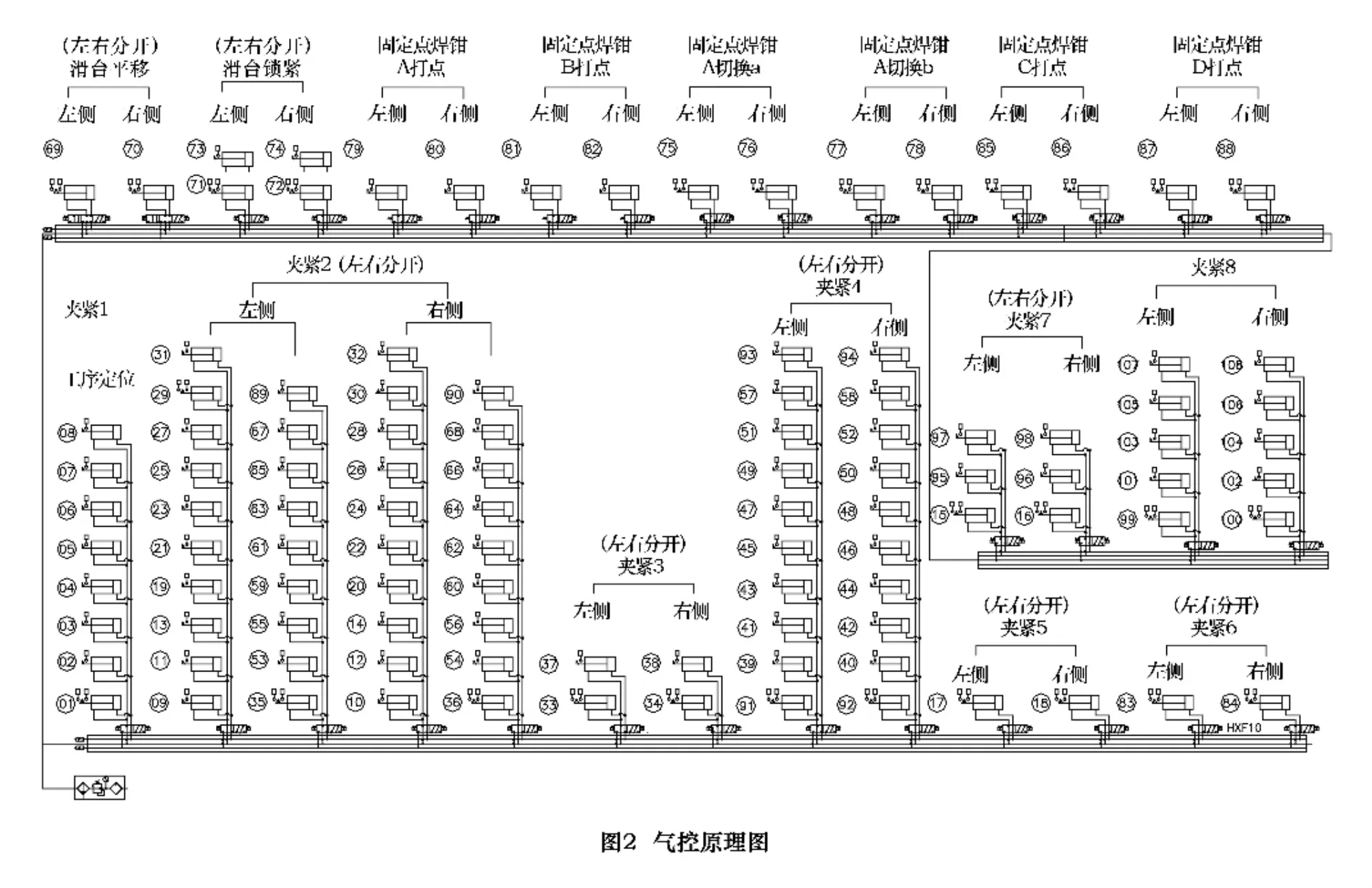
图2为气控原理图。整个工作时序具体如下:
(1)采用“人工+电动葫芦+专用吊具”输送方式,将SRV车型地板总成安装在地板夹具上,完成夹紧1,安装之前检查地板夹具是否在松开状态,固定点焊钳是否在全打开状态;
(2)人工将左右侧围总成分别安装在左右侧围夹具上,完成夹紧2、夹紧3;
(3)左右滑台由气缸推动前进,前进到位后锁紧气缸锁死滑台;
(4)锁紧侧围与地板,完成夹紧4;
(5)上顶盖,前围上盖并按顺序完成夹紧7、夹紧6、夹紧 8、夹紧5;
(6)固定点焊钳开始按照焊接工艺要求打点,人工点焊其他部位焊点;
(7)工作完成后,夹具按顺序打开,人工操作滑台后退;
(8)将车身送往下一工位。
2.2 控制系统框架
本项目电气部分主要是用来控制总拼工位的夹具动作以及固定点焊钳的动作。其特点是:夹具上气缸数量多,信号多,且非常分散,一套焊接控制器要控制多把焊枪执行打点动作。我们采用PLC作为控制的核心,利用SMC的阀岛单元来收集各个气缸的信号,执行相应的动作。PLC与阀岛通过PROFIBUS总线连接,焊接控制器的信号采用硬线连接。由于采用了SMC阀岛单元,方便了气缸磁性开关的走线,使整个硬件接线美观;通过触摸屏,可实时查看工位运行状态。整个控制系统硬件部分如下:
(1)操作台 位于本工位的四周。每个操作台由急停按钮、急停指示灯、滑台前进带灯按钮、滑台后退带灯按钮、地板操作带灯按钮、工作完成带灯按钮和备用按钮构成。其中为了确保滑台前进时工人的安全,所有滑台前进后退按钮均需双人操作同时按下。
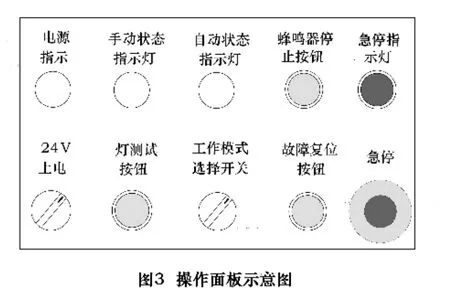
(2)操作面板 与触摸屏一起安置在主控电气柜的门外侧,面板安装了10个电气元件,如图3所示。带有蜂鸣器的Stack light置于电气柜顶部。红灯代表急停故障、焊枪控制器报警或者磁性开关信号到位超时报警;绿灯代表侧围所有气缸打开到位;黄灯代表侧围气缸在中间位。
电气柜以PLC为核心,控制总拼工位的装夹逻辑与固定焊钳动作。
(3)按钮盒 侧围夹具上安装了共计14个独立的按钮盒,除急停按钮盒之外,还有装夹按钮盒与焊接使能按钮盒。装夹按钮用于装夹侧围 、前围上盖 、顶盖,出于安全考虑,均需双人操作,另外装夹按钮都有两种功能:夹紧和松开,前一次按下按钮之后进行夹紧操作,后一次按下按钮将会执行松开,如此循环。所有的急停按钮产生的效果都是紧急停止滑台的动作,但是在触摸屏上显示的报警信息有区别。
2.3 控制系统PROFIBUS总线网络
左右侧围与地板夹具上的信号采集与气缸控制采用SMC阀岛单元,其具备PROFIBUS-DP通讯接口,方便与总线的连接。三套SMC阀岛单元分别固定在工位的三块平板上。阀岛通过PROFIBUS总线连接到西门子CPU315-2DP上。阀岛模块上接入的紫色通讯线为柔性屏蔽电缆;阀岛上的黑色线是24 V电源线,为5芯柔性电缆。均采用柔性电缆减少滑台移动过程中的磨损,保证正常的通讯,延长使用寿命。其他外围信号(如焊接控制器相关信号,按钮盒上的信号,安全信号等)硬线接入到S7-300的数字输入输出系列模块上。
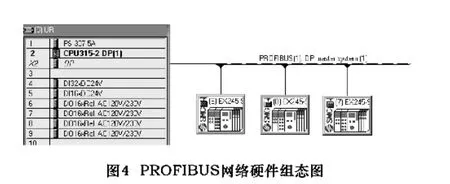
本控制系统硬件架构如图4所示,该系统选择PLC作为一类主站,SMC阀岛单元作为PROFIBUSDP从站。PROFIBUS-DP总线将所有设备连接起来,这样就实现了现场设备之间的通信。
3 控制系统软件构成
3.1 编程软件
系统采用SIEMENS STEP7 V5.4来完成PLC的硬件组态、参数设置、程序编制、测试、调试和文档处理等功能。采用WinCC Flexible编写触摸屏程序,其良好的操作界面,快捷的入门,强大的功能,以及更方便与STEP7符号表无缝连接,节省了工作时间。
在STEP7中,用户程序由组织块(OB)、功能/功能块(FC、FB)和数据块(DB)构成。其中,OB是系统操作程序与应用程序在各种条件下的接口界面,用于控制程序的运行。FB、FC是用户子程序。DB是用户定义的用于存取数据的存储区,本系统中它是监控软件WinCC Flexible与STEP7程序的数据接口。
3.2 程序的规划
对于一个较为复杂的应用系统,程序的前期规划显得尤为重要[6],在充分分析本工位工艺的基础上,通过合理的程序规划与编写,可以缩短程序开发的时间,提高程序的可靠性和可维护性。图5为实际应用程序,其中:FB5为焊接规范功能块,主要解决焊接规范的设置,配合触摸屏使用;FB6/FB7为地板夹具和侧围夹具上磁性开关屏蔽功能块,配合触摸屏使用;FB21主要实现一个按钮两种功能,用于侧围工件装夹上;FB31实现四个按钮两种功能,用于工作完成时;FB50为夹具磁性开关信号到位超时报警模块;FC1主要用于灯测试等初始化工作;FC3/FC5主要是左/右侧的工作状态,如左/右侧围夹具气缸的状态,左/右滑台的状态,左/右滑台锁紧气缸的状态等;FC7主要是固定焊钳的状态;FC8/FC9急停状态处理,与触摸屏的交互信号,便于判断哪个急停按钮按下;FC11/FC13主要是控制左/右侧的夹具工作,如左/右侧围夹具气缸的夹紧松开,左/右滑台的前进后退,左/右滑台锁紧气缸的锁紧解锁等,调用FB21,FB31;FC12多次调用FB50,用于触摸屏显示夹具磁性开关信号到位超时报警;FC15与触摸屏配合,控制8把固定焊钳,完成焊接功能。

3.3 控制系统的监控与故障诊断
车身焊合台工艺过程比较复杂,我们通过人机界面(HMI)来实时监控。本控制系统采用西门子TP177B PN DP型号的触摸屏,由信息显示画面、设备控制画面、实时报警处理等3大类33个画面组成,主要包括夹具画面,点焊画面,报警画面,历史记录画面和时间设置画面。
夹具画面:主要用于协助上件,借助触摸屏上的提示信息帮助文本查看磁性开关到位情况,以调整或者更换磁性开关;或者使用屏蔽替代不能得到的信号;手动夹紧或者松开气缸等;
点焊画面:主要监视当前自动焊接一个循环内的焊点数,焊接规范选择,PLC和焊枪控制器的交互信号,手动夹紧或者松开焊钳,焊钳空运行等,便于调试;
报警画面:可以查看关于急停按钮被按下或者焊枪控制器出故障的信息;
历史记录画面:查看历史纪录,查看报警和消息,帮助解决和清除故障;
时间设置画面:设定触摸屏时间。
通过对人机界面(HMI)的查找,快速地找到是哪个设备出现了问题,从而为判断故障节约了时间,减少了因故障所造成的生产停歇时间上的浪费,节约了成本。下面以左侧围夹紧1画面(图6)为例来说明:
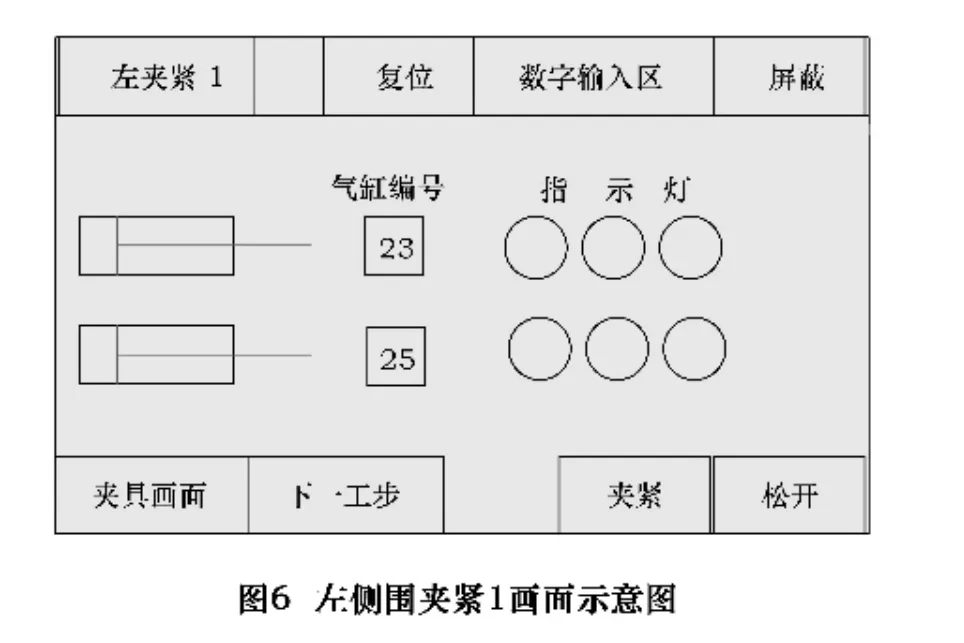
画面主体中的小方框内数字代表的是气缸编号(也可将本夹紧所用气缸CAD气路图纸导入,使气缸编号在图中的位置与气缸的实际位置相似,有助于查找气缸)。每个编号旁边的三个圆形图形,分别在触摸屏上定义不同的颜色并与PLC数据相连:绿色,夹紧到位;蓝色,松开到位;红色,信号被屏蔽。绿色信号到位之后会自动将其取代即屏蔽位复位。画面顶部右侧两个按钮分别用于设置及复位某个需要屏蔽的磁性开关,数字输入框用来输入需要屏蔽的气缸磁性开关编号。画面底部四个按钮分别实现画面的返回,工步的跳转,以及手动夹紧和松开。
4 结语
PROFIBUS-DP现场总线以其信号传输安全可靠、安装维护简单及成本低等特点,在工业自动化控制领域中得到了广泛应用。西门子PLC功能强,可靠性高,环境适应能力和抗干扰能力强,接线简单,编程灵活、方便等特点能保证系统可靠和稳定地工作。HMI设备以其直观明了的监控画面使得控制管理系统更高效,能够准确判断故障的发生部位,节省了检修的时间。目前,该技术已成功地运用于某SRV车型车身合装台控制系统中,该系统投入运行近一年来,取得了良好的经济效益和社会效益。
[1]王元勋,何可敬,高银,等.汽车车身合装台设计研究[J].汽车工艺与材料,2001,3:32.
[2]陈延河.客车焊合台的柔性设计及应用[J].客车技术与研究,2008(6):36.
[3]廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2005.
[4]王慧锋,何衍庆.现场总线控制系统原理及应用[M].北京:化学工业出版社工业装备与信息工程出版中心,2006.
[5]刘美俊.西门子S7-300/400 PLC应用案例解析[M].北京:电子工业出版社,2009.
[6]郭宗仁,吴亦锋,郭永.可编程序控制器应用系统设计及网络技术[M].北京:人民邮电出版社,2000:240.
[7]韩兵.现场总线系统监控与组态软件[M].北京:化学工业出版社,2008.
[8]WinCC flexible 2007 Compact/Standard/Advanced User's Manual Issued:07/2007.SIMATIC
猜你喜欢
湘潮(上半月)(2023年5期)2023-06-14 05:42:42
汽车实用技术(2022年15期)2022-08-19 02:48:04
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21 00:35:08
装备制造技术(2019年12期)2019-12-25 03:06:36
汽车实用技术(2019年3期)2019-03-05 04:01:12
知识就是力量(2018年7期)2018-07-11 06:39:56
焊接(2015年10期)2015-07-18 11:04:48
汽车零部件(2015年5期)2015-03-24 09:11:48
机械工程师(2015年7期)2015-02-18 12:01:18
河南科技(2014年12期)2014-02-27 14:10:32
