
对常见数控技术术语的批判及规范化建议
2010-11-28 05:00:12付芩
制造技术与机床 2010年6期
付 芩
(江汉大学机电与建筑学院,湖北武汉 430056)
目前国内各厂家使用的数控系统品牌繁多,各品牌数控系统对数控功能的命名不尽相同,数控系统的常用术语几乎都是从英语翻译过来,这些专业术语开始可能由非专业人员翻译而未与数控系统的工作内容相联系,同时中文、英文毕竟是不同的语言体系,而数控系统又是不断发展的高科技产品,所以造成现在很多常用的数控术语与其中文的字面含义不符,有些甚至相反,给学习和使用数控系统的工程师和操作者带来困惑,影响了数控技术的推广。正所谓名不正则言不顺,言不顺则事不行。笔者经过对数控系统的实际使用和对照,对部分数控术语进行了批判,并提出了规范建议。
常见于机床操作面板上的功能术语有:
1 操作模式术语
(1)现常用名称:“连续模式”;建议规范名称:“点动模式”。
这是数控系统工作模式中的一种,英文为JOG Operation Mode。现在有些操作面板和数控系统显示器的操作界面上将其称为“连续模式”。
JOG Operation Mode是数控系统提供的一种手动工作模式。在这种工作模式下,当进给轴选择信号ON,电动机轴运动;当进给轴选择信号OFF,电动机轴运动停止。
如果译为“连续模式”,从中文的字面意义来看则与实际运动状态不符合,甚至与实际运动状态相反。因为在这种工作模式下并不是给出一个启动信号,电动机就一直“连续”旋转。
在通常的操作面板上进给轴信号(X+,Y-,Z+等)都是点动信号,按下按键,电动机旋转;松开按键,电动机旋转停止。这也是一般数控机械手动工作状态的要求。因此应该命名该工作模式为“点动模式”。
(2)现常用名称:“记忆模式”;建议规范名称:“自动模式”。
该名称来源于英文Memory,有些操作面板和数控系统显示器的操作界面上将其命名为“记忆模式”。
Memory可以译为“记忆”和”存储”,直译没什么错误。但是用“记忆模式”命名数控系统这种工作模式就显得不确切。
数控系统在这种模式下的工作实质是:系统只执行存储在控制器内存(Memory)里的已经编制完成的“加工程序”,是一种自动工作模式。只要给出“自动启动”指令,就开始自动运行,直到程序结束。
因此,命名该工作模式为“自动模式”是准确的,而译为“记忆模式”则令人费解。因为数控系统此时的工作状态与“记忆”没什么关系。
(3)现常用名称:“增量模式”或“步进模式”;建议规范名称:“等距运行模式”。
该名称来源于英文Incremental Mode,现在有很多操作面板和数控系统显示器的操作界面上将其称为“增量模式”或“步进模式”。
从硬译的角度来说,这种译法不错。但是这种工作模式的工作实质是:在这种工作模式下,每给出1个启动信号例如X+,电动机就移动一固定距离。系统发出1个脉冲,在某数控系统中可以通过一文件寄存器R140对脉冲进行乘积放大,因此就可用R140内的数值调节运行距离,起到与手轮运行相似的作用。
其工作特点是:一旦相关参数和PLC程序编制完成后,系统能随启动信号做等距离运行。
称之为“增量模式”或“步进模式”令人困惑。而且从运动实质来看:JOG模式,手轮模式都是增量运行模式。因此该模式译为“等距运行模式”更符合其工作实质。
(4)现常用名称:“随机进给模式”;建议规范名称:“手动定位模式”。
几乎所有的操作面板和数控系统显示器的操作界面上都将其命名为“随机进给模式”。这个命名来源于英文Manual Random Feed,直译为“手动随机进给模式”,但事实上这种工作模式并不是随机乱走,不是“随机抽样”的“随机”。这一工作模式的工作实质是:在这种(手动)工作模式下,只要给出启动信号,被指定的电动机轴可以移动到预先指定的位置。这是一种手动状态下的定位模式。
由于是定位模式,所以必须预先编制相关的PLC程序,在PLC程序中设定坐标系,运动速度,移动距离。这种工作模式命名“手动定位模式”极为准确。笔者曾经遇到客户的特殊工作机械有这样的“直接一键定位”的工作要求。开始焦头烂额,思索良久找不到办法,后来仔细研究了“随机进给模式”,发现这种工作模式正好就是“直接一键定位”,于是以这种模式开发了相关的PLC程序,满足了客户的工作机械要求。可见准确的命名对数控技术的普及的重要性。
因此应该将Manual Random Feed命名为“手动定位模式”,随着触摸屏技术在数控系统上的应用,这种模式会被更多的应用。
(5)现常用名称:“纸带模式”或“DNC模式”;建议规范名称:“外部程序加工模式”。
现在有些操作面板和数控系统显示器的操作界面上将其命名为“DNC模式”、“在线加工模式”或“纸带模式”。这个命名来源于英文Tape Mode,直译为“纸带模式”。这是一种自动加工模式。
这种加工方式的实质是:数控系统读取存储在系统外部的加工程序(早期是纸带,现在是PC机内程序,CF卡内程序),根据读取的外部程序进行自动加工。早期的数控系统的大容量加工程序是存储在外部的穿孔纸带上,加工时,纸带机将纸带信号送入数控系统,进行加工。现在的纸带加工方式已经消失了,纸带存储加工程序的方式被计算机存储方式所取代,被CF卡所取代。现在的加工方式为加工程序存储在PC机内,通过RS232方式或网络通信(数控系统一侧带网卡)方法传送加工程序。所以该模式也称为“在线加工模式”。
还有一种方式是将加工程序直接存储在大容量CF卡上,然后将CF卡直接插入数控系统接口。由于现在CF卡的容量越做越大而且价格便宜,携带方便,使用安全,不像使用PC机时会受到外部干扰,传送速度,接地等影响,可以肯定今后会成为一种主流的加工方式。
笔者将其命名为“外部程序加工模式”,直接指明了其工作实质,不管其外部程序来自PC机,CF卡或纸带。
(6)现常用名称:“HANDLE模式”或“手动模式”;建议规范名称:“手轮模式”。
这个命名来源于英文Handle Feed Operation Mode,有一些数控系统的操作手册上将其译为“手动模式”,直译为“手动进给模式”;但Handle也可以被译为“手柄”。
这种工作模式的实质是:数控系统只接受手轮发出的脉冲信号,并按其脉冲信号驱动电动机工作。这种工作模式是一种手动工作模式;但是一种由手轮脉冲驱动的工作模式。
数控系统的手动工作模式还有“点动(JOG)模式”、“回原点工作模式”、“手动定位工作模式”。如果将Handle Feed Operation Mode直接译为“手动进给模式”很可能会引起误解,一般使用者会将“手动进给模式”理解为“点动模式”。
因此将Handle Feed Operation Mode命名为“手轮模式”符合其工作内容也不会造成误解。手轮是“手摇脉冲发生器”(Manual Pulse Generator——MPG )的简称,现已经为国内使用者所接受,不会造成误解。好在现有的操作面板上只有很少量将这种工作模式命名为“手动模式”。
(7)现常用名称:“回零模式”或“回参考点模式”;建议规范名称:“回原点模式”。
这个命名来源于英文reference Position Return Mode,直译为“参考点返回模式”。但是数控系统中的参考点有很多,如第1参考点、第2参考点、刀具交换参考点等等。而(每一轴)上由机床制造厂家确定的机床原点只有1个。在我们熟悉的笛卡尔坐标系中,也称为原点。
该工作模式下工作实质是:在该工作模式下,只要给出各轴的启动信号,各电动机轴就执行回原点操作,直至在由机床制造厂家确定的机床原点位置停下来。回原点操作是数控系统中最重要的操作之一,由回原点操作建立其数控机床的坐标系。回原点操作要预先对速度、方向等参数进行设定。因此将该模式命名为“回原点模式”是准确的。
2 有关操作功能的名词
(1)现常用名称:“循环启动”;建议规范名称:“自动启动”。
这个命名来源于英文Cycle Start,直译为“ 循环启动”。
但其工作实质并不是循环启动,不是发出该信号后机床就不停地循环工作,而是在自动模式下的一个启动信号。其功能是在自动模式下,已经选定了要执行的加工程序后,只要发出该信号为ON(有些数控系统是利用该信号的下降沿),自动程序就开始执行,一直执行到程序结束,然后停止,并不循环动作。只有在加工程序最后用M99指令时,才不断地循环执行同一加工程序。而采用M02或M30结束的加工程序不会循环工作。所以该功能应该命名为“自动启动”。现在一些数控系统的操作手册的英文对于该功能的描述也是Auto Operation Start Command,可译为“自动操作启动指令”。
(2)现常用名称:“进给保持 ”;建议规范名称:“自动暂停”。
这个命名来源于英文Feed hold,直译为进给保持。
但这是中英文意义相差最大、最容易引起误解的一个词。中文的“进给保持”从字面意义来说就是保持进给状态,而实际这个信号的功能是暂时停止自动程序的运行,特别是停止了电动机轴的进给运行。
其实际动作是:系统在接收到该信号后,在自动运行的加工程序立即停止;但并不退出该自动运行状态(是自动运行状态被保持了)。只要再接收到自动启动信号,仍然可以从停止位置继续运行。
现在一些数控系统的操作手册的英文对于该功能的描述也是Auto Operation Pause Command,译为“自动操作暂停指令”。因此将该功能命名为“自动暂停”比“进给保持”要确切很多。
(3)现常用名称:“主轴修调”;建议规范名称:“主轴调速”。
很多操作面板上有“主轴修调”旋钮,实际上该旋钮的功能是:对主轴速度进行调整。程序中的主轴速度是用S指令指定的,为了调整主轴速度,一般在操作面板设置1个多段旋转开关。该开关应该至少有7个档位,即 50%、60%、70%、80%、90%、100%、110% 和120%;拨到不同档位,就对应于不同主轴速度倍率。
因此该旋钮开关的名称应该为主轴调速;而主轴修调语焉不详,会令人联想起对主轴作机械上的修理调整。特别是磨床上有一个轴通常命名为“砂轮修磨”,更容易引起误解。
(4)现常用名称:“单节停止”;建议规范名称:“单段停止”。
这是操作面板上常见的一个功能键。其来源于英文Single Block。该功能的实际含义是,当该信号为ON时,自动程序不是连续运行,而是每运行一个程序段就停止,一个程序段一个程序段地执行。
单段运行功能常常被用于程序试验。刚编制完成的加工程序,可能尚不完善,为安全起见,需要逐个程序段地进行试验,此时就要用到此功能。而且对于M0指令,也是用其独立代码启动单段运行信号,使加工程序停止。当然这必须在PLC程序中处理。
所以该功能命名为“单段运行”比“单节运行”更确切。“单节”容易被误解是单段程序中的一个字节。由于单段和单节经常混用,因此应该规范命名为单段停止。
(5)现常用名称:“程序跳跃”或“选择性单节跳跃”;建议规范名称:“斜杠程序越过”。
这一功能的动作实质是:当该信号为ON时,不执行自动程序中带有“/”的程序段,遇到带有“/”的程序段就越过而执行后面的程序。如:
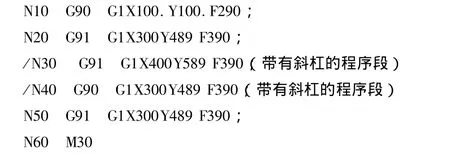
在以上程序段中,当该信号为ON时,不执行第3行N30和第4行程序段,而直接执行N50,N60。
因此应该将其命名为:“斜杠程序越过”。因为数控系统的功能中还有一些跳跃信号,况且不仅仅是越过一个单节,所以不能称之为选择性单节跳跃。将其命名为“斜杠程序越过”能简明精确地指出该功能的实质内容。
(6)现常用名称:“空运行”或“空运转”;建议规范名称:“高速程序测试运行”。
该功能的工作实质是:自动加工程序不以程序指定的速度运行,而是以设定的手动速度运行。该功能主要用于对刚编制完成的自动加工程序进行测试运行。如果按照实际加工程序规定的速度运行,可能会需要很长时间(一个大的模具加工程序可能需要几天时间)。而进行程序测试的目的是检查加工程序是否准确,加工对象的尺寸要素是否到位。程序测试时,不进行实际切削,所以该功能可以命名为“快速程序测试运行”。
(7)现常用名称:“呼叫”;建议规范名称:“程序调用”。
在某些数控系统的操作界面上有“呼叫”菜单键。该菜单操作的工作实质是:调用某一加工程序。操作方法是:在此菜单操作界面内,输入需要使用的加工程序号,将该加工程序调出,然后在自动或DNC模式下运行被调用的程序。
现在命名为“呼叫模式”,不算很确切。因为从中文的角度来看:呼叫的对象需要响应,所以该功能命名为程序调用更为合适。
(8)现常用名称:“缺省值”;建议规范名称:“系统预设值”。
缺省值,这一名词是从计算机术语中引出,是指预先设定的参数和为某种常用的标准模式而由制造商规定的参数。这些参数可能是唯一的选择,也可能是最合适或最常见的选择,但这并不意味是最优的设置。这些参数的设置是基于其常见的用途,而且出于安全考虑,这些参数设置得十分保守。
假设系统上电后,会自动取消刀具半径偏置,刀具长度偏置,取消固定循环模式。这些都是系统预设参数而规定的状态,是不能缺省的。
这些预设的基本参数值决定了系统的基本性能。因此应该命名为系统预设值或初始值。
猜你喜欢
中学生数理化(高中版.高考理化)(2021年2期)2021-03-19 08:52:46
东方女性(2018年3期)2018-04-16 15:30:02
散文诗(2017年17期)2018-01-31 02:34:08
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
