
辊压机行星减速器的使用
2010-08-23 06:43王宇航庞杭州郭居奇崔冬
水泥技术 2010年5期
□□王宇航,庞杭州,郭居奇,崔冬
辊压机行星减速器的使用
The Application of Planetary Reducer in Roller Press
□□王宇航,庞杭州,郭居奇,崔冬

1 前言
随着我国水泥工业的快速发展,辊压机作为水泥粉磨作业中的前处理或终端处理手段,对降低单位产品的粉磨能耗,提高粉磨效率有着显著的效果(生产吨水泥可相对节电3~5kWh,产量提高近一倍,并可挤压出近30%的成品细粉)。其核心动力传动装置为两台大功率悬挂式行星减速器,对辊压机的安全、高效运行起到至关重要的作用。本文就我所制造的大功率行星减速器使用中应当注意的问题作一阐述。
2 行星减速器的主要性能参数
(1)功率范围:220~1250kW,共14种规格
(2)公称传动比:i=40,45,56,63,71,80
(3)公称输入转速n入:=1000r/ min,1500r/min
(4)额定输出转矩T出:=200~1050 kN·m
(5)工作噪声:<80dBA(满负荷,距离1m处)
(6)传动效率:η=0.96~0.98(7)设计寿命:10万小时
3 行星减速器、锁紧盘的安装与拆卸
3.1 减速器的安装
减速器在安装前应用柴油或轻机油反复窜洗,以保证腔体内部的清洁度达到要求(清洗时间应不少于3h)。检查减速器输出轴轴孔与辊子轴头的安装配合尺寸,这一点非常重要。因为减速器输出轴轴孔和辊压机辊子轴头的配合尺寸在某些情况下可能出现超差,如果安装人员未经检查就直接安装,则在配合间隙过小的情况下,可能出现减速器无法装上辊子轴头的情况;强行安装,可能对减速器输出轴内孔或辊压机辊子轴造成损伤。另一方面,如果配合间隙过大,则可能出现锁紧盘虽然按额定力矩安装好了,但是减速器输出轴轴孔和辊压机辊子轴头的配合面却无法产生所要的压强。在这种情况下,带料工作时,减速器的空心轴和辊子轴头的配合面可能会产生相对转动,这会严重损伤辊子轴头和减速器输出轴,并可能导致配合面胶合,造成重大损失,应当坚决避免出现这种情况。
安装减速器前,首先对辊压机轴头和减速器出轴内孔进行脱脂处理,然后用丙酮清洗上述部位,保证辊压机轴头和减速器输出轴内孔无任何油污、灰尘、纱线等杂质。减速器在往辊子轴端安装过程中,应对减速器出轴内孔和辊子轴端外圆进行找正,避免空心轴在装入过程中与辊子轴端由于歪斜而无法装入。在安装过程中,严禁用千斤顶一端顶在减速器输入轴上,另外一端顶在电机轴上加力,以免造成减速器输入轴变形或损坏输入轴的支撑轴承。另外由于电机轴承不能承受轴向力,这样很容易损坏电机轴承,导致电机无法工作。
在和电机轴联接前,用手盘动半联轴器,转动应灵活。电机和减速器通过可伸缩带花键的万向接轴联接,按照辊压机装配要求的同轴度调整电机出轴和减速器输入轴的相对位置(ϕ0.05mm)。减速器输入轴与半联轴器必需热装,严禁打击装配。减速器安装完成后,手动转动万向接轴,正反转、转动灵活。
减速器带料运行前,应空负荷运转8h,减速器运转平稳,无异常冲击振动和噪声,各接合面及密封处无渗漏油,再带料运转。
注意事项:安装减速器前就必须预先将扭力架安装到减速器上,并用螺栓固定好。在以后的工作中,每次开机前,手动转动万向接轴,正反转、转动灵活,再加电开机。
3.2 锁紧盘的安装
操作人员应对锁紧盘的联接原理有基本的了解,并在联接表面涂不含二硫化钼的润滑脂。
锁紧盘联接螺栓在安装前应全部松开,各联接件的相对位置测量符合安装要求后方可拧紧锁紧盘联接螺栓。用力矩扳手逐个逐渐拧紧锁紧盘联接螺栓,每次用1/4的额定力矩值拧紧,逐渐达到要求的额定力矩值。安装完毕,应对外露部分涂上防锈油。处于露天或恶劣环境作业时,应定期涂防锈油,并在可能的情况下加装防护装置。
3.3 拆卸
更换辊压机主轴、轴承、密封(或维修减速器)时,需要将减速器从辊压机主轴上拆下来。而在一些现场经常出现拆卸困难,甚至使用大吨位的千斤顶也难以将减速器从辊压机主轴上拆下来。主要原因是减速器输出空心轴同辊压机主轴在局部接合处产生胶合、错位现象。为此,需将减速器输出空心轴作结构上的改进,以方便拆卸。图1、2为两种常用的改进结构。
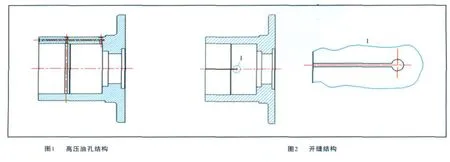
图1所示为“高压油孔结构”,在轴端面沿轴线方向钻一深孔,并在径向合适位置取两截面钻两通孔,两径向油孔的上端用高压螺塞堵住。拆卸时(此时先松开锁紧盘的全部联接螺栓,用斜锲分开锁紧盘的两个压板,并确定锁紧盘的内锥套已处于完全松开状态)在轴端面内螺纹接口处接高压油管接头,逐渐加压(5~10MPa)将空心轴“涨开”(此时会产生极大的径向和轴向力),空心轴只要产生轴向移动,就会很容易将整机拆下。
图2所示为“开缝结构”,沿轴线切两条缝(线切割),缝宽2~3mm,长度根据结构确定,并在末端开“止裂孔”。锁紧盘在达到额定力矩时,空心轴同整体结构一样传递扭矩。当锁紧盘全部松开时,空心轴会产生轻微的“开口”,此时在外力的作用下也会比较容易拆卸(使用此结构一定要注意:锁紧盘必需按额定力矩要求锁紧,不能产生滑动现象,否则空心轴会损坏)。因此必需经常检查锁紧盘的锁紧螺栓,确保达到额定锁紧力矩。
4 软启动安全联轴器的使用
4.1 采用软启动安全联轴器的必要性
由于辊压机转动部分自重较大,其转动惯量一般在1200~6000 kgm2(特别在大功率段),静摩擦系数较大,此类设备为大惯量启动设备,其驱动电动机的启动为带载启动。
带载启动带来的直接危害是:
(1)工作机传递给电动机的需克服的转矩超过了电动机的启动转矩,造成电动机满载启动,甚至超载启动,启动电流过大,对电动机及电网均有不良影响。
(2)由于电动机从零速开始大转矩启动,机械部分无缓冲时间,对机械部分造成冲击载荷。这些都直接影响到设备的长期运行。
改进传动系统,使电动机近似空载启动(软启动),是保证设备长周期运行的重要措施。
实现电动机的软启动,其方式主要有电气及机械两大类。对低压380V电动机,可配置电气软启动器,对高压电机一般采用机械方式,通常是在电机和减速器之间加装液力耦合器或软启动安全联轴器。
液力耦合器是利用液体动能及势能来传递动力的液力传动部件,在液力耦合器中充有工作油,当电动机启动时,主动轴带动泵轮旋转,叶轮流道中的油在叶片带动下,由于离心力作用,由泵轮内侧流向外缘,形成高压高速油流冲击涡轮叶片,使涡轮转动并带动从动轴旋转,将动力传递到工作机。
当转速较小时,高压油压力及流速不够,涡轮相对泵轮滑动,电动机近似空载启动,当转速达到一定值时,高压油压力及流速足够,使涡轮克服工作机转矩,与泵轮同步旋转,工作机完全被启动。
液力耦合器作为电动机软启动装置,已应用多年,但其缺点是质量大,尺寸大,对大功率更是如此。如功率P=560kW,转速n=750r/min的型号,其外径D=1120mm,总长度L= 722mm,质量W=600kg。这样的质量对减速器的轴伸及电动机的轴伸是无法承受的。
钢球式软启动安全联轴器由于其质量轻,尺寸小,易实施改造,维护工作少(基本上免维护),已作为设备软启动的首选。
4.2 钢球式软启动安全联轴器的原理及特点
软启动安全联轴器通过钢球的离心压力产生的摩擦力传递转矩,通常将联轴器装在电机端。当电机启动时,由于转速很低,离心力很小,其产生的摩擦力也很小,联轴器打滑,主动侧随电机旋转,被动侧(减速器一侧)静止,电机为近似空载启动。随着转速的增加,摩擦力逐渐增大,联轴器的被动侧带动工作机(减速器入轴)开始旋转,直到与主动侧同步旋转,电机的整个启动过程是一个平稳的逐渐加载的过程,实现了电机的“软”启动,改变了普通联轴器联接时的“硬”启动方式。
当辊压机过载或卡死时,由于转矩超过了设计摩擦力可传递的转矩(设定转矩),联轴器打滑,防止了机械部件的损坏及电动机的烧毁。
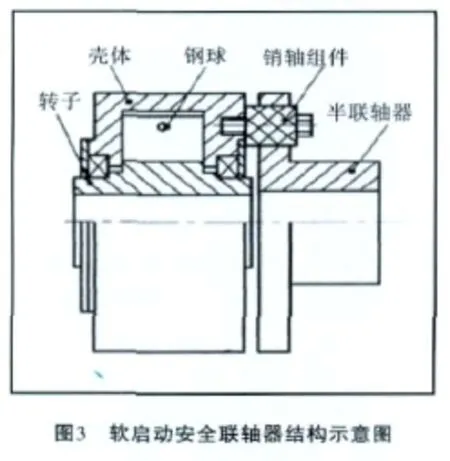
软启动安全联轴器的结构如图3所示。
联轴器的工作过程为:主动轴带动转子旋转,转子上的叶片将壳体内的空腔分成2~6等份,叶片推动空腔中的钢球作圆周运动,钢球由于离心力作用沿联轴器半径方向运动,逐渐贴紧在壳体内壁,并沿壳体内壁滑动,随着转速的升高,钢球与壳体内壁间的摩擦力达到一定值时,钢球带动壳体旋转,达到同步状态。壳体通过销轴组件带动半联轴器旋转,将动力传递到工作机。
软启动安全联轴器的主要特点:
(1)软启动性好。原动机启动时,联轴器处于打滑状态,可将带载启动变为近似空载启动,实现原动机的软启动。
(2)可靠的过载保护并可调节。当工作机过载或卡死时,联轴器打滑,限制了功率的增加,当异步电动机因过载导致转速下降时,联轴器可传递功率随转速迅速下降,有效保护电动机不被堵转。增减钢球的填充量,可调节过载保护功率值。
(3)减振性好。钢球在传力过程中相互间的弹性运动可吸收传动系统的振动。
(4)节省能源与设备费用。由于实现了软启动,降低了启动电流,缩短了峰值时间,降低了能耗,同时,减小了设备的启动冲击,节省设备维修费用。
(5)安装拆卸方便,工作可靠,运行中无需维护,承载能力大,外形尺寸小。注意事项:长时间打滑发热严重,不适用于频繁启动或频繁换向的场合。
5 循环润滑装置的选用
减速器润滑不合理是导致齿轮、轴承等失效的一个重要原因,据有关资料介绍,国内减速器因润滑不合理导致的失效占整个失效事故的25%左右。良好的润滑是保证减速器正常工作的前提条件,减速器制造厂家、主机厂、用户都应对此给予高度重视。
5.1 润滑的作用
润滑的主要作用是在减速器各个工作的零部件的接触面之间形成油膜,减少零件接触面间的摩擦,并带走传动中产生的热量,使零件温度不致过高,吸收冲击和振动,降低噪声,排出杂质。
5.2 润滑油的选择
润滑油的选择取决于减速器的工作速度、载荷和环境温度。选择润滑油的重要参数是油的粘度。辊压机减速器属于典型的低速重载运行,并且要承受系统频繁的载荷波动,所以应选择高粘度的齿轮油。推荐使用 粘 度 等 级 为 L-CKC220(L-CKC320)工业极压(EP)齿轮油。
5.3 润滑油的使用
在减速器安装调试完毕带料运行一个月后进行首次换油,并用N100低粘度机油清洗减速器内部(对润滑站的过滤器也要清洗)。初次使用的润滑油经过滤仍能使用,可用125μm的滤网过滤。以后每连续工作六个月对减速器润滑油进行更换,并对减速器内部和润滑站的过滤器进行清洗。
5.4 循环润滑油站的选择
辊压机减速器是典型的低速、重载工况,并且基本上是24h连续运转,因此必需采用稀油循环润滑。
目前普遍采用的是自身循环润滑,即以减速器箱体作为油箱。这种配置的优点是结构简单,占地面积小,造价低。由于不另设油箱,油液中的杂质就容易沉淀在减速器箱体内,并对齿轮、轴承等产生不良影响。而且这种配置由于减速器箱体本身容积有限,因此总油量也有限,单位油量的循环次数多,易造成油品的老化。特别在寒冷地区冬季,如果减速器较长时间停机,则必需将减速器箱体内的润滑油放掉,否则再开车时会造成启动困难。因此笔者推荐辊压机减速器循环润滑系统应选择带单独油箱的油站。
润滑系统的工作介质是粘度L-CKC220(L-CKC320)工业极压(EP)齿轮油。润滑系统的公称压力为0.4MPa,过滤精度为125μm。冷却水温度要求≤30℃,冷却水压0.2~0.3 MPa,温降≥8℃。
稀油站油泵电动机和减速器驱动主电机启动顺序联锁,油泵电机不启动主电机不能启动。油泵电机启动后,查看压力表、温度表显示是否正常,油流是否畅通,润滑管路是否有渗漏。
工作时,润滑油经齿轮泵排出,经单向阀、双筒网式过滤器和冷却器后被直接送往润滑点,而热油经回油管路流回油箱。
在润滑管路中应设置安全阀,通过调节安全阀确定工作压力。当工作压力超过安全阀的设定压力时,安全阀打开,实现溢流作用,确保系统的安全。
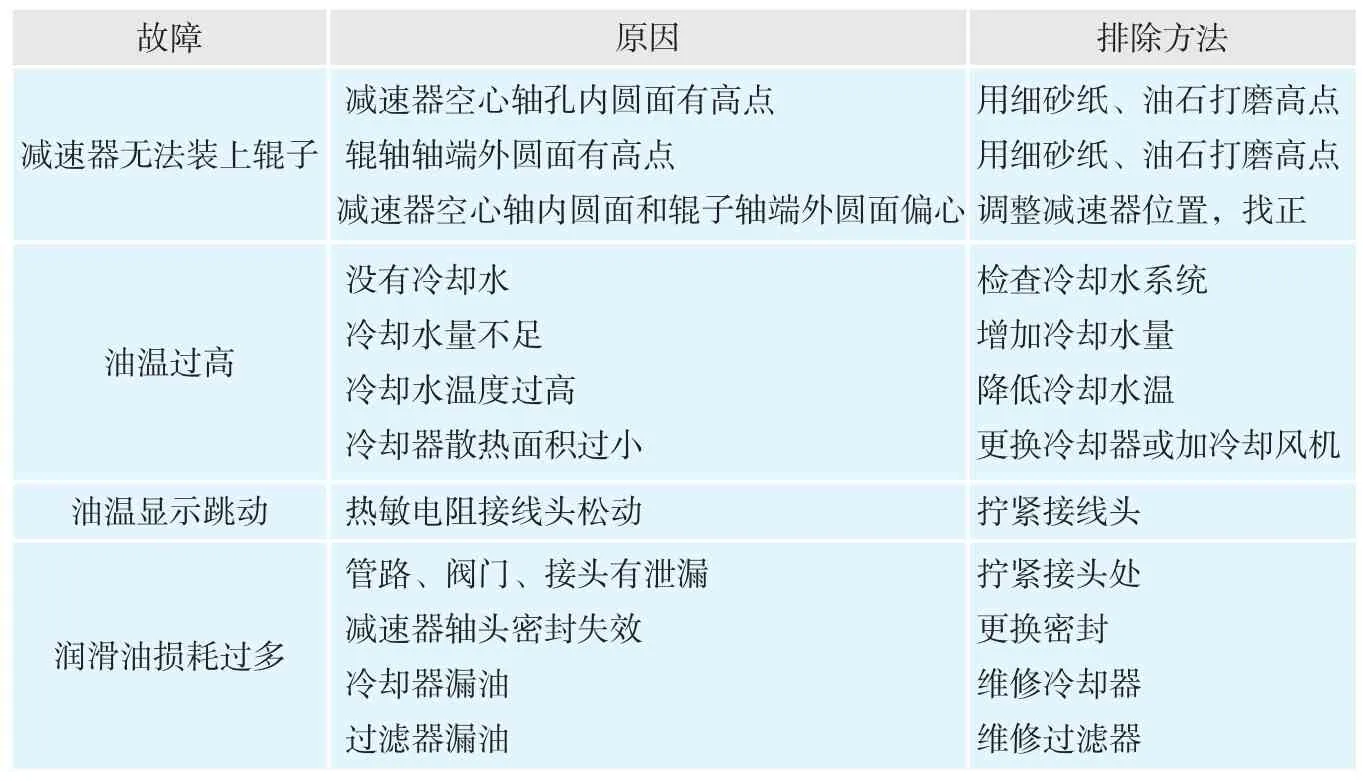
表1 常见故障及排除方法
6 减速器的维护
辊压机减速器由于工况恶劣,在高粉尘、强冲击、重载荷下工作,而且基本上是24h连续运转,因此作好日常维护,对辊压机长期高效工作有重要的作用。
每天应对减速器运转情况作记录,并注意减速器有无异常冲击、振动产生。应特别注意工作温度不要高于75℃,减速器在高温下长期工作,润滑油容易变质,密封圈也易老化。若在夏季出现高温,可在减速器旁设置一风机,对减速器表面进行风冷降温。实践证明,此法比较有效,通常可降温5~8℃。
每天应对稀油站进行检查,观察油压是否正确,过滤器、冷却器是否正常,并定期清洗过滤器滤网。在清洗过滤器滤网时注意滤网上有无片状金属物。若产生大量片状金属物,表明轴承或减速器齿轮齿面可能出现剥落,应及时进行检查更换,否则可能会引起更大的损失。
定期检查锁紧盘螺栓,确保达到额定锁紧力矩。这一点很重要,确保锁紧盘不能打滑,否则会引起减速器空心轴和辊压机主轴产生错位、粘连,影响使用及以后的拆卸。
表1为减速器在日常工作中常见的一些故障及处理办法。
7 结论
辊压机行星减速器在我国水泥工业中已大量使用,同辊压机联合作业,对降低单位产品的粉磨能耗,提高粉磨效率有显著的效果。合理的设备配置,正确的使用与维护,对整机安全、高效运行有着十分重要的作用,应引起主机厂及用户的高度重视。
book=33,ebook=37
TQ172.639
B
1001-6171(2010)05-0033-04
2010-01-10;编辑:赵 莲
猜你喜欢
建材发展导向(2023年4期)2023-03-14
城市公共交通(2022年10期)2022-12-09
机械工业标准化与质量(2022年7期)2022-08-12
机械管理开发(2022年6期)2022-07-14
橡塑技术与装备(2021年16期)2021-08-27
机械设计与制造(2018年11期)2018-11-12
时代农机(2018年8期)2018-10-26
国际木业(2016年2期)2016-12-01
建筑工程技术与设计(2015年22期)2015-10-21
压缩机技术(2014年5期)2014-02-28
