
圆柱滚子轴承套圈挡边尺寸落差测量方法的改进
2010-08-01 02:48康延辉段长太王献伟
轴承 2010年12期
康延辉,段长太,黄 文,王献伟
(洛阳LYC轴承有限公司 铁路轴承公司,河南 洛阳 471039)
圆柱滚子轴承在承受较大径向载荷的同时,还可以承受一定的轴向载荷,应用范围越来越广。但其滚子端面与挡边之间存在的摩擦对轴承寿命有一定的影响,故高速重载圆柱滚子轴承套圈采用小角度的斜挡边,配合球基面滚子使用,使滚子端面与挡边之间形成楔形油膜,大大减少了滚子端面与挡边之间的摩擦。然而这种轴承挡边角度小,用测量样板测角度时误差大,实际加工过程中常采用控制挡边尺寸落差的办法测量小角度,可有效提高测量精度。
1 原检测方法的缺陷
在加工过程中,原来采用靠表(杠杆千分表)法测量挡边尺寸落差(图1),靠表的刻度值为0.002 mm,测量表尖较细长,测量挡边尺寸落差时必须使测量点在轴承直径方向上移动一定距离才能准确反映,这就使靠表测量受到限制。特别是在测量轴承外圈挡边尺寸落差时,必须从套圈内侧固定测量表,由于轴承内部空间小,放置测量器材比较困难,测量时很容易碰到表尖,造成跑表。为避免出现检测失误,需要不断进行调整,致使检测效率低下。对于轴承这种大批量生产的零件,挡边尺寸落差要求100%的检测,采用“靠表”已经成为制约生产检验效率的瓶颈。

1—挡块1;2—测头;3—挡块2;4—杠杆千分表;5—紧定螺钉;6—表杆夹套;7—螺钉;8—横梁;9—横梁夹具;10—立柱;11—螺栓;12—轴承外圈;13—测量平台图1 靠表法测量挡边尺寸落差示意图
另外,靠表法测量时表尖直接接触零件,在操作时容易造成损坏,由于靠表在轴承检测方面使用数量少,仪表备件不通用,维修不方便且维修周期长,影响产品检验。国内针对挡边小角度的测量仪器目前还不成熟,因此必须改进检测方法。
2 改进后的检测方法
2.1 测量装置
通过设计,在原有靠表法测量的基础上,使用扇形扭簧千分表,设计制作能装入表杆的表套和固定架,结合M716仪器的测量平板,利用其表面的T形槽,设计直径较细的支承轴并在其上面加工外螺纹,用螺母调节和固定支承架高度,从而达到调整测点高度的目的。在支承轴一端外圆上铣出两个平面,其一端内部有内螺纹,与M716仪器平面上T形槽中的T形螺钉连接固定,在表架下方设计一个杠杆结构,用弹簧与表架内部连接,同时可以接触到千分表;另一端测点与套圈挡边斜面接触,测量装置经改进后结构如图2所示。测点采用硬质合金,提高了硬度和耐磨性。同时在仪器的两侧设计了两块胶木侧挡板,一侧挡板用以固定套圈,使测点接触在套圈挡边的最大直径上;另一侧挡板用以限制挡边角度测量时移动的距离。
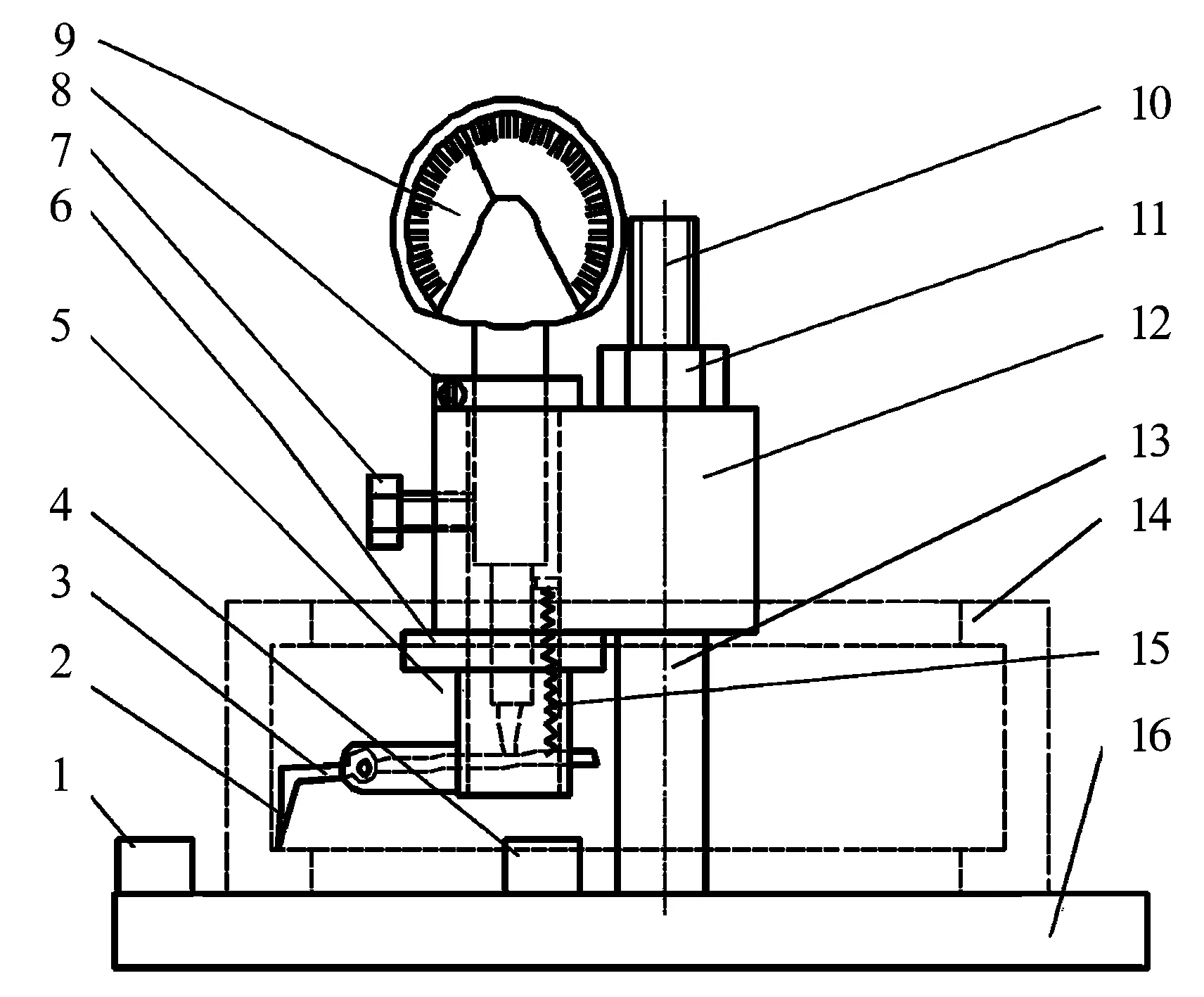
1—挡块1;2—测量头;3—杠杆装置;4—挡块2;5—套筒;6—紧定套;7,8—螺钉;9—千分表;10—立柱;11—螺母;12—支承架;13—调节套筒;14—轴承外圈;15—弹簧;16—测量底座图2 改进后测量装置结构示意图
2.2 测量方法
测量时,在测量尺寸落差移动的方向上,放置一个符合工艺要求的高度块(图3),高度块根据产品挡边的宽度选择,由于挡边小角度值和公差值不同,由里向外尺寸落差值也不同,根据产品图的要求,在加工中通过理论计算将角度偏差转换成长度单位落差值,从控制检测移动距离的落差值上,进行挡边角度大小的测量控制。
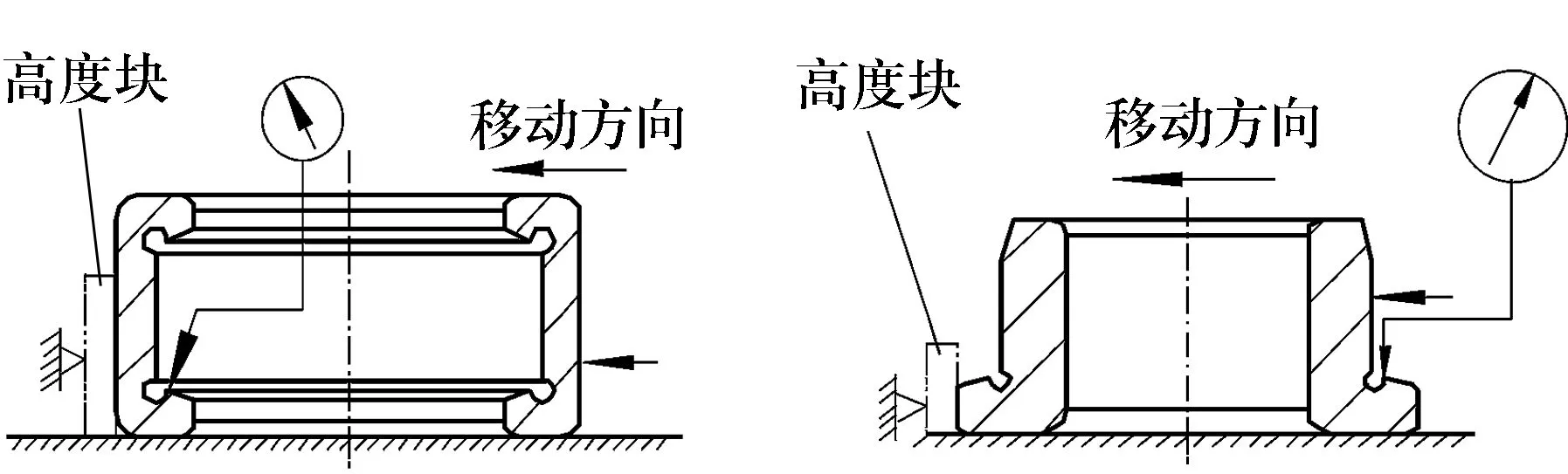
图3 改进后的测量方法
3 结束语
在检测时按照工艺规定的移动距离长度和落差值的要求进行检查,可非常准确地反映出挡边角度的大小,满足控制挡边小角度的目的。与以前靠表的测量方法相比,提高了检测效率、准确性和稳定性,确保了圆柱滚子轴承的旋转性能,更好地提高了轴承的质量。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
科学与信息化(2022年14期)2022-07-31
数学小灵通(1-2年级)(2022年6期)2022-06-17
环球市场(2021年33期)2021-12-17
科技资讯(2021年20期)2021-10-28
装备制造技术(2020年11期)2021-01-26
四川建筑(2020年1期)2020-07-21
创新作文(小学版)(2018年31期)2018-05-16
职业·下旬(2016年11期)2017-02-21
新时代职业教育(2016年2期)2016-02-06
