氧化锆陶瓷口腔修复体的光固化增材制造研究进展
2025-03-07 00:00:00尹碧菊刘润哲李瑶马国芝张亚辉贾志顺
科技风 2025年6期
关键词:增材制造
摘"要:氧化锆陶瓷具有优异的机械性能、良好的理化性能和优良的修复效果,成为牙科修复体领域应用潜力较大的材料。然而,传统的减材制造由于材料利用率低及生产效率不高,严重限制了氧化锆修复体在口腔医学领域的应用。增材制造尤其是光固化增材制造技术的出现和发展,为推广氧化锆陶瓷修复体的临床应用提供了新途径。本文对氧化锆陶瓷修复体的光固化增材制造方法进行了综述,并对影响氧化锆陶瓷修复体产品质量的因素进行讨论,最后对光固化增材制造陶瓷修复体的发展进行总结和展望。
关键词:氧化锆陶瓷;口腔修复体;增材制造;光固化技术
氧化锆陶瓷因其优异的机械性能、良好的生物相容性以及自然逼真的色泽,成为口腔修复体领域使用最广泛的材料之一。然而,随着口腔咀嚼时间的增加,修复体会出现瓷体开裂甚至脱落的情况,这严重影响了其使用寿命。此外,氧化锆陶瓷修复体的传统成型工艺主要是以数控切削成型的减材制造[1]和以铸造、粉浆涂塑成型的等材制造[23]。这些工艺存在数字化程度低、难以加工微小结构、易造成表面微裂等缺陷[3],这严重制约了氧化锆陶瓷修复体在口腔医学领域的应用。
增材制造技术的出现,为解决氧化锆陶瓷修复体在口腔应用中的实际问题提供了新途径。增材制造也叫3D打印[4],可实现个性化定制,并且产品生产周期短,后续加工量小,能有效提高产品质量。与传统的制造技术对比,采用3D打印的氧化锆陶瓷修复体可以满足临床修复体的基本需求。因此,为推动口腔医学领域的发展,亟须将3D打印应用到氧化锆陶瓷修复体成型领域,并对其进行深入研究。
因此,本文将围绕氧化锆陶瓷修复体的增材制造技术尤其是光固化增材制造进行综述,探讨其制造过程中存在的问题,最后对其发展进行展望并创新性地提出可行的研究方向。本文旨在为从事氧化锆陶瓷修复体的研究人员提供一定的借鉴和参考,并期望推动增材制造在口腔医学领域的应用和发展。
1"氧化锆陶瓷修复体的光固化增材制造方法
陶瓷材料的增材制造在国内起步较晚,但在研究者们积极探索下,也已取得初步成效。自胡庆夕团队[5]研发出可以打印生物材料的3D打印机后,3D打印在口腔修复领域显示出显著的优势。口腔修复体的陶瓷材料主要有二硅酸玻璃、氧化锆陶瓷(ZrO2)、氧化铝陶瓷(Al2O3)以及以磷酸钙(TCP)。其中,氧化锆陶瓷是目前应用潜力最广的材料[6]。氧化锆陶瓷材料的增材制造研究已取得一定的进展,并得到初步的商业化应用[7]。研究发现,氧化锆陶瓷修复体的最优成型方法为光固化增材制造。
氧化锆口腔修复体的光固化增材制造基本流程主要包括以下几步:首先,将氧化锆粉末和光敏树脂通过球磨的方式混合,得到光敏树脂基氧化锆陶瓷浆料;其次,用紫外光或其他高能量光源进行照射,使光敏树脂发生聚合反应;再次,将光敏树脂分层打印,获得氧化锆陶瓷修复体生坯;最后,通过后续处理(如干燥、脱脂和烧结等),得到氧化锆陶瓷修复体。目前,光固化技术主要有立体光固化成型、数字光处理和双光子聚合三种方法,下面将详细介绍。
1.1"立体光固化成型技术
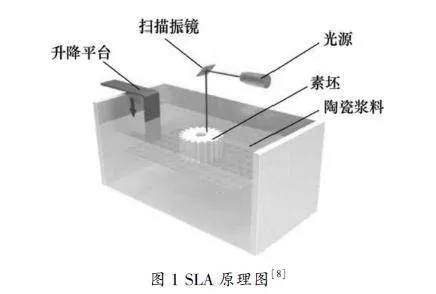
立体光固化成型技术(Stereo"Lithography"Apparatus,SLA)是在20世纪80年代初首次提出的,其成型原理如图1所示。SLA技术使用高能量的紫外线激光束作为光源,使陶瓷浆料发生固化反应,然后逐步构建线条形成面,并通过逐层的方式完成特定构件的打印,将打印出的生坯放入烧结炉中进行脱脂、烧结等后处理,从而获得最终成品[8]。
SLA技术研发成本较低,原材料利用率高,可生产优质陶瓷构件。参考文献[9]中的学者利用SLA技术打印的氧化锆陶瓷构件,其弯曲强度达到539MPa,基本满足修复义齿的强度要求。此外,参考文献[10]中的学者通过SLA技术制造的氧化锆陶瓷构件相对密度可达到99%,保障了产品的致密度。
然而,SLA打印成型过程中陶瓷浆料固化效率较低,并且打印过程需要支撑设计,打印完成后还需要后处理,增加了工艺的复杂性。因此,目前SLA打印氧化锆陶瓷修复体的相关工艺尚未完善,仍存在许多挑战。
1.2"数字光处理
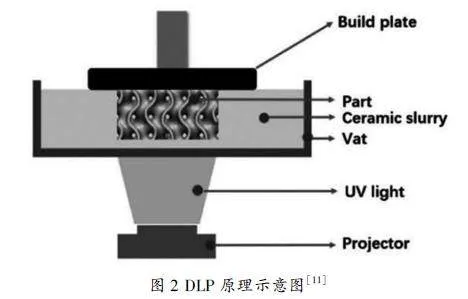
数字光处理技术(Digital"Light"Processing,DLP)属于SLA技术的新分支,在1996年以成熟的产品形式走向市场。它的工作原理与SLA基本相同,但其光源为面光源[11],见图2所示。DLP技术可用于制造高分辨率和复杂形状的陶瓷零件。
参考文献[12]中的学者采用DLP技术打印出氧化锆全瓷种植体,研究表明种植体的微观结构和性能与传统切削制造的修复体相当。参考文献[13]中的学者使用此技术制造出相对密度接近99%的氧化锆陶瓷种植体。贺勇等[7]也采用该方法打印了氧化锆全瓷冠,并对其进行染色、上釉和烧结处理。最终制备的全瓷冠表面清晰,没有明显的内部隐裂。
DLP技术具有打印效率高、产品精度优异及性能优良等特点,然而其打印过程面临与SLA技术同样的问题和挑战,例如氧化锆打印材料的调配、打印参数的优化以及后处理等问题。因此,DLP技术制造氧化锆全瓷修复体仍然任重而道远。
1.3"双光子聚合
随着纳米生物医学领域的发展,双光子聚合技术(Two"Photon"Polymerization,TPP)应运而生。TPP技术是光敏树脂通过吸收红外或绿色纳米激光能量的光子来实现材料的聚合[14]。与SLA和DLP不同的是,TPP技术可以实现构件微观颗粒尺寸达到亚微米级。TPP技术主要用于处理光敏树脂材料,这与常见的陶瓷树脂和陶瓷浆料完全不同。《3D科学谷》市场研究表明,TPP打印的较高含量氧化钇稳定的氧化锆颗粒(YSZ)陶瓷构件,表面分辨率可低至500nm。并且,其抗压强度可接近5GPa,具有很重要的市场应用价值。
2"光固化增材制造氧化锆陶瓷修复体的影响因素
以氧化锆陶瓷修复体的光固化增材制造研究为例,探讨其3D打印过程存在的问题。综上可知,其打印过程包括制备浆料、打印原型和后续处理三个方面。事实上,每一流程都影响着修复体的质量,下面将逐一讨论。
(1)陶瓷浆料的影响。在制备陶瓷浆料时,需要在光敏树脂中添加纳米陶瓷粉末。由于颗粒之间的静电力和范德华力造成陶瓷颗粒的团聚,这将增加浆料的黏度并降低其稳定性。此外,光敏树脂和ZrO2的折射率差异,将限制紫外线的吸收并影响浆料的固化深度。焦一飞等[15]指出,氧化锆陶瓷浆料的低黏度、持续稳定性和足够固化深度等特性研究,仍存在一些科学问题,这严重限制了光固化增材制造氧化锆陶瓷修复体的发展。
(2)3D打印参数的影响。光固化打印参数,例如刮刀速率、光源功率和打印温度等,是影响产品质量的另一个因素。李晶晶等[16]对打印参数进行了研究,当打印层厚为0.05mm、填充速度为6000mm/s、填充线距为0.04~006mm、固化时间为100分钟时,打印件表现出更清晰的内部结构,并且力学性能非常优异。
(3)后处理工艺的影响。光固化打印的氧化锆种植体生坯需要脱脂和烧结,才能获得最终产品。因此,后续处理的热处理参数的优化是影响3D打印产品的关键问题。付祥松[17]指出,对于不超过4mm厚度的氧化锆零件,在空气氛围、脱脂温度为1150℃,烧结温度为1500℃、保温时间120分钟的工艺参数下,能获得结构和性能最优的氧化锆陶瓷种植体。
综上,无论是陶瓷浆料、3D打印参数以及后处理的工艺,都直接影响到氧化锆陶瓷修复体产品的质量。只有解决氧化锆陶瓷修复体在光固化增材制造过程中的上述影响因素,才能拓宽光固化3D打印的氧化锆陶瓷修复体的临床应用。
3"总结与展望
目前,光固化增材制造的氧化锆陶瓷修复体为提高临床口腔修复的设计定制和生产效率提供了可能。但是,若进行大规模生产仍面临许多挑战,例如3D模型优化、陶瓷浆料稳定性、打印工艺及后处理参数优化等[18]。因此,为推广其市场应用,光固化3D打印氧化锆陶瓷修复体的研究,可从以下几个方面改进。
(1)调整陶瓷浆料参数,优化浆料的质量。比如浆料的固相含量、黏度和生物相容性等。
(2)调整打印参数,优化打印流程。例如,升级设备通过空腔内直接扫描进行个性化信息采集、建模以及切片等。
(3)调整热处理参数,优化后处理工艺,提高修复体产品质量。例如,优化脱脂温度、烧结温度和保温时间等。
此外,由于光固化打印的氧化锆修复体是应用在口腔领域,那么,在临床实验中还要注意修复体的耐磨性、腐蚀性以及生物相容性,尽可能确保产品的性能、寿命及外观,可与天然牙齿相媲美。随着3D打印技术的发展,我们相信光固化增材制造势必会推动陶瓷修复体在口腔修复领域的发展和应用。
参考文献:
[1]LU"B,LI"D,TIAN"X.Development"Trends"in"Additive"Manufacturing"and"3D"Printing[J].Engineering,2015,1(1):8589.
[2]周安亮,王德成,屈贤明.基于历史发展的等材制造智能化趋势研究[J].机电产品开发与创新,2018,31(2):1012.
[3]MATTEO"P,MASSILIMIANO"V,CLAUDIO"B.Effect"of"Porosity"of"Cordierite"Preforms"on"Microstructure"and"Mechanical"Strength"of"Cocontinuousnbsp;Ceramic"Composites[J].Journal"of"the"European"Ceramic"Society,2007,27(1):131141.
[4]曹彦泽,魏洪波,董加一,等.基于增材制造的口腔全瓷修复成型工艺研究进展与展望[J].中华口腔医学研究杂志(电子版),2020,14(2):6570.
[5]胡庆夕,苏彩平,张海光,等.采用含多喷嘴的同轴喷头装置生物CAD/CAM/3D打印综合成型系统:CN"109177147"A[P].20190111.
[6]梁栋,何汝杰,方岱宁.陶瓷材料与结构增材制造技术研究现状[J].现代技术陶瓷,2017,38(04):231247.
[7]贺勇,余琼.氧化锆陶瓷用作齿科修复材料的现状及发展趋势[J].兵器材料科学与工程,2022,45(5):183188.
[8]COHEN"A,LAVIV"A,BERMAN"P.Mandibular"Reconstruction"Using"Stereolithographic"3Dimensional"Printing"Modeling"Technology[J].Oral"Surg"Oral"Med"Oral"Pathol"Oral"Radio"Endid,2009,108(5):661666.
[9]JIANG"C"P,HSU"H"J,LEE"S"Y.Development"Of"MaskLess"Projection"Slurry"Stereolithography"for"The"Fabrication"of"Zirconia"Dental"Coping[J].Int"J"Precis"Eng"Man,2014,15(11):24132419.
[10]ZHOU"W,LI"D,WANG"H.A"Novel"Aqueous"Ceramic"Suspension"for"Ceramic"Stereolithography[J].Rapid"Prototyp,2010,16(1):2935.
[11]SUN"J,BINNER"J,BAI"J.3D"Printing"of"Zirconia"Via"Digital"Light"Processing:Optimization"of"Slurry"and"Debinding"Process[J].J"Eur"Ceram"Soc,2020,40(15):58375844.
[12]OSMAN"R"B,VAN"DER"VEEN"A"J,Huiberts"D.3D"Printing"Zirconia"Implants:A"Dream"Or"A"Reality?An"InVitro"Study"EvaluAting"The"Dimensional"Accuracy,Surface"Topography"And"MeChanical"Properties"Of"Printed"Zirconia"Implant"And"Discs[J].J"Mech"Behav"Biomed"Mater,2017,75:521528.
[13]BORLAF"M,SERRACAPDEVILA"A,COLOMINAS"C.Development"of"UvCurable"ZrO2Slurries"For"Additive"Manufacturing(Lcmdlp)Technology[J].J"Eur"Ceram"Soc,2019,39(13):37973803.
[14]SUN"H"B,KAWATA"S.TwoPhoton"Photopolymerization"and"3D"Lithographic"Microfabrication[M].Nmr·3D"Analysis·Photopolymerization.Springer,Berlin,Heidelberg,2004:169273.
[15]焦一飞,叶烨,叶高林,等.基于立体光刻的增材制造氧化锆浆料的综合研究[J].溶胶凝胶科学与技术学报,2023(3):827835.
[16]李晶晶,马世博,梁帅,等.工艺参数对SLA成型制件力学性能的影响[J].工程塑料应用,2019,47(10):7579.
[17]付祥松.氧化锆陶瓷件光固化3D打印制备及其控形策略研究[D].济南:山东大学,2020.
[18]PODGORSKI"R,WOJASINSKI"M,TREPKOWSKAMEJE"E,et"al.A"simple"and"fast"method"for"screening"production"of"polymerceramic"filaments"for"bone"implant"printing"using"commercial"fused"deposition"modelling"3D"printers[J].Biomaterials"Advances,2023:213317.
基金项目:国家级大学生创新训练项目(S20231265"2003);湖南省普通高等学校教学改革研究项目(HNJG20221381);省级大学生创新训练项目(S202210542170,S202212652010和S202310542096)
作者简介:尹碧菊(1984—"),女,汉族,四川三台人,博士,湖南师范大学工程与设计学院讲师,研究方向:机械设计创新及增材制造。
*通信作者:马国芝。
猜你喜欢
价值工程(2019年23期)2019-09-20 09:33:05
计算机时代(2019年8期)2019-09-12 06:20:32
山东工业技术(2019年21期)2019-08-13 09:06:30
山东工业技术(2019年15期)2019-05-31 05:55:10
科学与技术(2019年12期)2019-03-29 10:17:16
山东工业技术(2019年6期)2019-03-27 00:57:30
中国科技博览(2018年15期)2018-04-09 10:00:26
科技资讯(2018年27期)2018-03-26 08:07:06
西部论丛(2017年2期)2017-09-11 09:47:42
山东工业技术(2017年10期)2017-05-31 02:54:39