FDM打印路径拐角速度控制算法
2019-09-12 06:20高进伟张立强周波
计算机时代 2019年8期
高进伟 张立强 周波


摘 要: 增材制造中,打印噴嘴经过扫描路径拐角处,由于系统进给轴加速度与速度突变引起路径上喷嘴挤出材料不均匀沉积,导致打印物体质量降低等问题,提出了一种用跃度限制加速度曲线的快速高质量打印路径拐角光顺算法。给定初始和最终的位移、速度以及加速度条件限制,再结合控制喷嘴的驱动器的运动学限制与预设的轮廓公差值,计算出最优拐角过渡速度和喷嘴经过拐角的持续时间。该算法的有效性通过仿真得到了验证,在提高打印质量的同时,钝角打印时间减少了5.2%,锐角打印时间减少了8%。
关键词: 增材制造; 路径规划; 速度控制; 拐角
中图分类号:TP391.9;TH164 文献标志码:A 文章编号:1006-8228(2019)08-44-05
Abstract: In the additive manufacturing process, the printing nozzle passes through the corner of the scanning path, due to the sudden acceleration of the nozzle extrusion material on the path caused by the sudden change of and velocity of the system feed axis, the quality of the printed object is reduced. Fast high quality print path corner smoothing algorithm is proposed, in which the acceleration curve is limited by Jerk. Given the initial and final displacement, velocity and acceleration condition constraints, the optimal corner transition speed and nozzle pass-to-corner duration are calculated by combining the driver kinematic limit of the control print nozzle with the preset contour tolerances. The availability of the algorithm was verified by simulation. When the print quality was improved, the obtuse angle printing time was reduced by 5.2%, and the acute angle printing time was reduced by 8%.
Key words: additive manufacturing; path planning; speed control; corner
0 引言
3D打印技术出现于20世纪90年代中期,是快速成型技术(又被称作增材制造技术等)的一种,因为其具备可成型任意形状零件、更少生产材料浪费和更低制造成本等特点,在汽车、航空航天、医疗和军工等领域都取得了广泛的应用[1]。目前成熟的工艺有很多种,例如分层实体制造(LOM)、立体光固化成型(SL)、熔融沉积成型(FDM)、选择性激光烧结成型(SLS)和激光近净成型(LENS)等等[2]。3D打印成型物体的过程是逐层堆积的过程,因此需要考虑四个主要问题:①物体最佳方向的确定;②支撑结构的生成;③切片算法的研究;④打印路径的规划[3]。以下从打印路径规划方面进行分析研究。
G.Q.Jin等[4]对路径图形生成方法进行了总结:①平行扫描;②轮廓偏置扫描;③递归Hilbert曲线扫描;④螺旋线扫描;⑤分形曲线扫描。其中平行扫描法在打印物体内部大量区域时应用较多,如图1所示。Ganganath N等[5]指出为了最小化打印物体所需时间以及最大化保证打印物体的质量,3D打印系统中使用的轨迹规划算法需要有效地控制喷嘴的位置和速度。Thompson和Yoon[6]首先提出了一种基于两种运动控制方法的轨迹规划算法:具有抛物线混合(LSPBs)和最小时间轨迹(MTT)的线性段混合运用算法。之后同一作者[7]在此基础上提出了一种改进的算法,它可以通过提前预测速度误差来限制速度波动,但是在打印路径的拐角处速度变化仍然较大。Giberti H等[8]提出了一种基于贝塞尔曲线的打印路径规划算法,在路径拐角处用贝塞尔曲线进行过渡,目的是为了确保打印速度的调节能够使挤出材料均匀分布,提高打印质量。但是打印系统中并不能大量使用样条曲线,因为要使用高阶样条曲线对打印路径拐角进行光顺计算量很大,不但系统硬件条件难以满足,而且另一方面存在不能精确计算高阶参数曲线长度以及不能高效规划进给速度、抑制轮廓误差等技术问题。
本文提出将跃度限制加速度曲线作为前提,给定初始和最终的位移、速度以及加速度条件限制,再通过结合进给运动的速度、加速度、跃度极限和预设的轮廓公差计算出最优拐角过渡速度和拐角打印持续时间,使打印时间尽量减少的同时,沿打印路径尽量保持喷嘴恒定速度运动,挤出材料均匀以最大化保证打印质量。最后通过仿真验证算法有效性。
1 跃度限制加速度曲线
S加减速算法具有柔性好、能实现平滑运动等特点,已成为当前主流选择之一[9]。跃度限制加减速曲线可以保证速度平滑转变,有效降低系统振动,提高工件质量。
2 拐角光顺算法
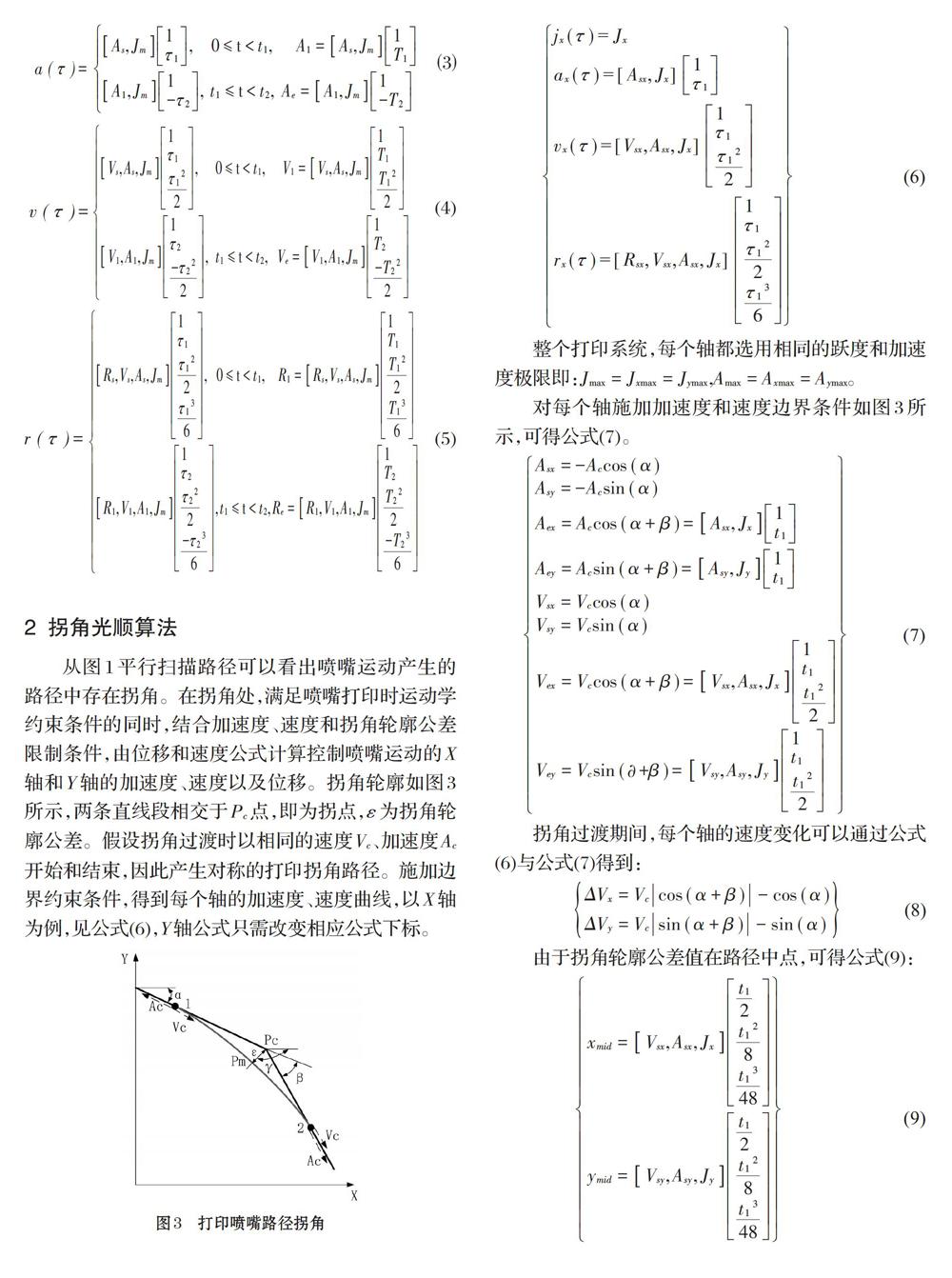
从图1平行扫描路径可以看出喷嘴运动产生的路径中存在拐角。在拐角处,满足喷嘴打印时运动学约束条件的同时,结合加速度、速度和拐角轮廓公差限制条件,由位移和速度公式计算控制喷嘴运动的[X]轴和[Y]轴的加速度、速度以及位移。拐角轮廓如图3所示,两条直线段相交于[Pc]点,即为拐点,[ε]为拐角轮廓公差。假设拐角过渡时以相同的速度[Vc]、加速度[Ac]开始和结束,因此产生对称的打印拐角路径。施加边界约束条件,得到每个轴的加速度、速度曲线,以[X]轴为例,见公式(6),[Y]轴公式只需改变相应公式下标。
3 仿真验证与分析
为验证本文算法在打印路径拐角处减少速度波动的有效性,通过对打印路径拐角进行仿真分析并与直线加减速控制法作对比验证算法有效性。仿真中需要设定的系统参数:最大跃度为[Jmax=200mm/s3],最大加速度为[Amax=100mm/s2],最大速度为[Vmax=10mm/s],拐角公差为[ε=30μm]。MATLAB仿真结果如图4和图5所示。
直线加减速算法在拐角处速度先减至0,再加速至打印速度,其速度波动极大。本文算法使速度平滑转变,如图4与图5所示,保证了打印材料均匀沉积,提高了打印质量,并且钝角轮廓公差处速度为[1.12mm/s],打印时间由[0.2828s]变为[0.2681s],缩短[0.0147s],减少了[5.2%];锐角轮廓公差处速度为[0.41mm/s],打印时间由[0.2842s]变为[0.2614s],缩短[0.0228s],减少了[8%],提高了打印速度。
4 结束语
为减少打印中喷嘴运动时速度的波动,提高打印质量,本文提出以跃度限制加速度曲线为前提的打印路径拐角光顺算法。针对平行扫描时打印路径上的拐角,给定初始和最终边界条件,结合驱动器的运动学极限和给定的打印路径拐角轮廓公差,计算拐角处最佳过渡速度,使拐角处的速度變化减小。算法相比较于直线加减速控制方法,不仅降低了打印时的速度波动,提高了打印物体质量,还提高了打印速度,降低了时间成本。接下来将继续改进算法,使其优化效果提高,并能够应用于其他扫描路径中。
参考文献(References):
[1] 韩兴国,宋小辉,殷鸣,陈海军,殷国富.熔融沉积式3D打印路径优化算法研究[J].农业机械学报,2018.49(3):393-401,410
[2] 侯章浩,乌日开西·艾依提.3D打印的路径规划研究综述[J].机床与液压,2016.44(5):179-182
[3] M. Wojcik, L. Koszalka, I. Koszalka, and A. Kasprzak, MZZ-GA Algorithm for Solving Path Optimization in 3D Printing[C]. Proceedings to 8th ICONS, IARIA ,2015 :30-35
[4] JIN G Q,LI W D,GAO L.An Adaptive Process Planning Approach of Rapid Prototyping and Manufacturing[J]. Robotics and Computer-integrated Manufacturing,2013. 29:23-38
[5] Ganganath N, Cheng C, Fok K , et al. Trajectory planning for 3D printing:a revisit to traveling salesman problem[C]. International Conference on Control. IEEE,2016:287-290
[6] Thompson B,Yoon H S.Efficient Path Planning Algorithm for Additive Manufacturing Systems[J]. IEEE Transactions on Components Packaging & Manufacturing Technology, 2014.4(9):1555-1563
[7] Thompson B,Yoon H S.Velocity-Regulated Path Planning Algorithm for Aerosol Printing Systems[J]. Journal of Manufacturing Science and Engineering, 2015. 137(3):031020-031020-7
[8] Giberti H, Sbaglia L, Urgo M. A path planning algorithm for industrial processes under velocity constraints with an application to additive manufacturing[J]. Journal of Manufacturing Systems, 2017.43:160-167
[9] 石川,赵彤,叶佩青,吕强.数控系统S曲线加减速规划研究[J].中国机械工程,2007.12:1421-1425
猜你喜欢
高中生学习·阅读与写作(2023年8期)2023-11-05
考试与评价·七年级版(2020年4期)2020-10-23
山东工业技术(2017年10期)2017-05-31
美文(2017年4期)2017-02-23
大观(2016年11期)2017-02-04
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年26期)2016-12-17
电脑知识与技术(2016年26期)2016-11-25
科技视界(2016年20期)2016-09-29
小雪花·初中高分作文(2016年5期)2016-05-14