
某海损散货船艏整体修复方案
2024-05-26 06:02席晓峰
广东造船 2024年2期
摘 要:世界贸易离不开海洋运输,货船作为主流载体,穿梭在全球各个港口之间。受海洋环境多种复杂因素影响,船舶在营运中常常遭遇不同程度的海损,其中包括较严重的撞击、搁浅、倾覆事故等。然而受海损的船舶按要求修复后仍可继续使用。本文对某巴拿马型散货船“AMC NAVIGATOR”艏部严重海损后整体修复施工方案做了简要介绍。
关键词:海洋运输;散货船;海损;修复
中图分类号:U672.1 文献标识码:A
Overall Repair Procedure for Damaged Bow of a Bulk Carrier
XI Xiaofeng
( YiuLian Dockyards (Shekou) Limited, Shenzhen 518054 )
Abstract: World trade is inseparable from sea transport, and cargo ships are the preferred mainstream carriers, shuttling between global various ports to achieve the flow of goods. Due to a variety of complex ocean environmental factors, ships will encounter a variety of sea damage risks during navigation, including that the ship is out of control leading to collision, grounding and even capsizing etc. But the damaged ships can be still put into service after repaired according to requirements. This paper gives a brief description of the whole repair process of Panamanian bulk carrier AMC NAVIGATOR after serious damage to the bow.
Key words: marine transport; bulk carrier; sea damage; repair
1 前言
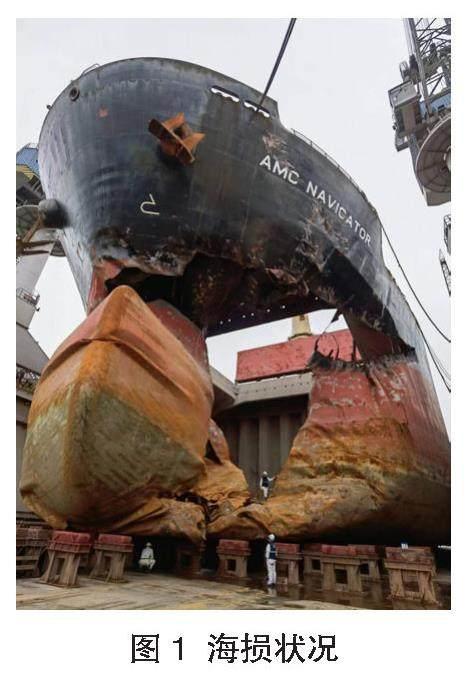
“AMC NAVIGATOR”轮是一艘巴拿马型散货船,总长190 m、型宽32.2 m、型深17.9 m、载重量48500 t,球鼻艏结构。在一次营运过程中发生撞击,其船艏NO.1货舱朝前部整体严重受损变形。下文主要对该散货船艏部损坏区域结构修复方案进行阐述。
2 受损区域勘验概述
“AMC NAVIGATOR”进厂后,船厂立即组织技术工艺队伍开展工程勘验,发现该轮露在水面上的海损区域范围较大,涉及首尖舱、舷墙、艏楼甲板、NO1货舱、双层底舱及NO.1边压载舱,尤其是球鼻艏区域变形、损坏最为严重。而其货舱已进水,在码头对船体水下部分的结构受损情况无法直观判断,需要进船坞才能掌握真实的状况。首先面临的风险就是要先确定船壳板破损后是否有变形结构凸出船底板,凸出高度有多少,这是为了避免货轮进船坞因水深不足把坞墩碰倒,从而影响船舶坐墩。同时遇到较大的困难是该轮建造年限较久,且是船东购买的二手船,无法获取船舶建造船体结构图等。如果要完全依靠现场测量放样,艏部复杂的双曲线型将为整体修复工程带来巨大挑战。本船海损状况见下图1所示。
3 修复方案制定
工程勘验后,船東、船检、船厂三方召开专题会议,确定艏尖舱及球鼻艏结构全部重新制作、艏楼分段修复回装的总体方案。
由于海损区域钢板严重变形,旧段拆除、新段吊装成了本次修理工程的最大风险源。同时也存在孔、洞、边较多和重心分布不稳等风险。施工前,车间编制完成了详细的割旧换新方案。在与工程部、技术部、安管部、服务车间共同探讨并审核通过后,对所有施工队伍进行了全面的技术、质量及施工安全交底,落实各项基础工作。要求在施工过程中,项目组人员需按照策划方案,针对每一处位置的拆旧装新进行严格的管控,坚决做到按图施工、保证质量、安全生产的理念。
本次修理需要进出三次船坞。第一次进坞为水下海损工程勘验;第二次进坞为割除海损船体结构外板,做假封;第三次进坞为球鼻艏分段对接组装及涂装。前两个坞次要完成船艏分段的割除及NO.1货舱双层底结构的修复。为了在有限的坞期内顺利完成各个分段的吊装,就该轮船艏整体修理工程,围绕施工要点,制定具体的实施方案。
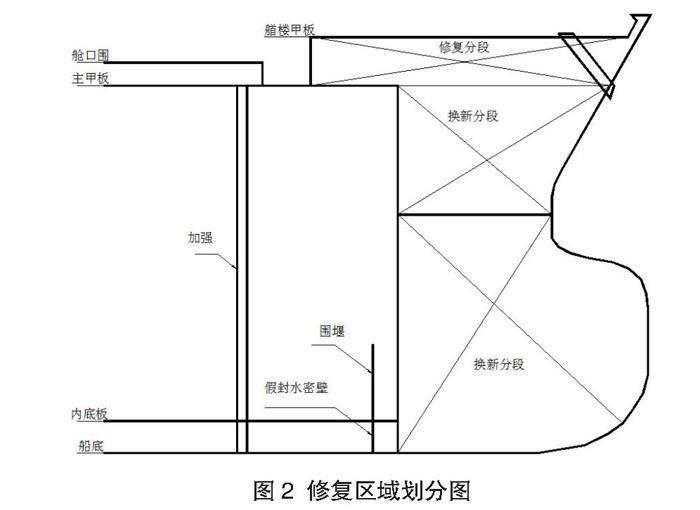
根据工程策划,明确最长节点的施工区域(球鼻艏和首尖舱分段)以及横向同步开展艏楼甲板分段的修理工作,修复区域划分如图2所示。
海损区域划分及修复计划如下:
1)根据勘验结果,再对照原船艏部结构图纸查询板厚及扶强材规格,预估出海损结构换板重量约为550 t,编制出材料单后第一时间着手钢板采购;
2)海损区域主要划分为球鼻艏分段整体预制换新、首尖舱分段整体预制换新、艏楼分段修复回装和货舱内底片体修复、外板蒙皮结构散装修复;
3)艏楼修复分段需带锚缆机、锚链筒、系缆桩等锚泊设备,复用原船结构;
4)球鼻艏换新分段切割线位置,双层底内横向框架进行封堵,做假封水密舱壁,内底板以上货舱内新加2.0 m高度的横向水密围堰,以保证舱内不进水,从而使艏部能提供足够的浮力;
5)NO.1货舱内根据需要新加立柱结构做加强支撑。
4 修复施工流程
4.1 海损区域切割
該轮第一次进坞勘验工程后,根据图2所示方案把破损区域切割线画好,做好立柱加固临时支撑,在切割施工位置搭好脚手架,对艏部海损区域进行切割拆除。
4.2 货舱内底及舷侧外板散装修复
由于NO.1货舱区域相对线型较小,内底是平直段,可以在车间预制立体分段。船进坞后第一时间先完成水线以下的货舱双层底结构海损区域的割除和分段换新、装配、焊接工作。最外端内底横框架做好水密假封,舭部框架及纵骨散装挖换。外板通过肋骨线型取样后,然后在车间内场压型,现场散装蒙皮修复,完成背水焊接工作。
货舱底部分段吊装技术要求如下:
1)NO1货舱双层底海损换新分段设计总重量32 t,共设置4个10 t吊耳及多个5 t吊耳,其中5 t吊耳根据现场实际要求设置;
2)分段运输使用40 t平板车运输。将船底面落在平板车上,具体位置根据起重要求进行适当调整及加固;
3)分段吊装后、平板车拖出来前,坞底应及时将垫墩加上,防止分段下落倾倒;
4)所用吊耳按照吊环制作图册要求进行准备及制作,用于分段吊装;
5)各吊耳分别安装在图示相应位置。按图示做好吊耳反面加强及结构加强,吊耳所有焊缝均需报品质部检验;
6)卸扣、钢葫芦及钢丝绳应根据吊环载重量按标准选用;
7)吊耳焊接必需包角及满焊,焊角高度见详图标示,未注焊角高度为较薄板的0.7倍,焊后焊缝做无损探伤;
8)吊装作业遵照公司《大件吊装安全管理规定》,各工种按《安全技术操作规程》执行。
待水下船壳部分施工完成后,保证整个船体外部能达到水密要求就可以出坞。通过调整尾部压载,让船头上翘,在码头浮态下进行水线以上外板及框架的换新工作。该修理流程的制定实施可以减少在船坞内的施工时间,为其他船舶修理腾出坞期。
4.3 球鼻艏换新修复
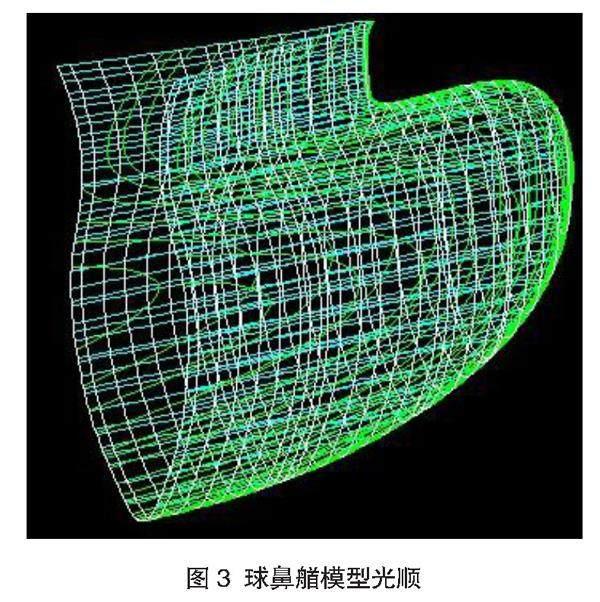
“AMC NAVIGATOR”轮海损最严重的就是球鼻艏结构,也是修复难度最大的工程。因船东无法提供该轮建造的结构图及型线图、外板型值表,只有艏部结构完工图。因此,球鼻艏换新工程,新球鼻艏的线型是否能够满足型线图的要求、球鼻艏外板及其与船体艏部外板的过渡是否光顺,是考核该项工程建造质量的重要因素之一,而对球鼻艏线型的控制又是该项工程的一个难点[1]。
基于当前的实际情况,经过与船东和现场验船师的沟通,决定采用“型线修顺法”来复原艏部型线图。顾名思义,“型线修顺法”是在没有型值表及图纸资料缺失的情况下,采用艏部结构完工图(部分严重损坏无法测量读取的型值从完工图中测取),现场测量原船数据与东欣软件相结合,能够快速修顺型线的一种实用方法[2]。由车间工艺员现场测绘切割端面外板轮廓线,然后转换成型值表;技术部门提取艏部结构图,在绘图软件中描绘出首尖舱和球鼻艏肋位的外轮廓线,汇总各个肋位的肋骨型线图,然后转换成型值表。再由专业设计师在三维绘图软件中建模放样出外板轮廓,对外板进行光顺优化,达到最优效果,见下图3所示。经相关方最终认可后转换成外板加工生产图给车间施工。
1)球鼻艏建造工艺要求
(1)艏柱中心线误差≤3 mm。
(2)胎架底脚线应有四角定位点及板缝线。
(3)拼板以肋骨检验线为准,误差≤2 mm。
(4)装焊结束后切割外板加工余量。
(5)尾端大接缝平面度≤4 m,极限误差≤6 mm。
(6)舱壁垂直误差≤0.1 h%,(h为舱壁高度)且极限误差<12 mm,二者取小值。
(7)分段主尺度等符合《中国造船质量标准GBT34000-2016》。
2)工艺过程
(1)建造方法:以舱壁为基面立造,外板反贴。
(2)胎架形式:支柱式胎架。
3)建造流程
(1)先铺基准舱壁板,使舱壁板中心线对准胎架中心线,定位固定。随之在其上划出构件理论线,装配时应根据分段的特点,尽量避免嵌入或插入。原则上不连续的构件先装,连续的后装,以便装配和对接(接缝要开坡口)。
(2)安装艏柱。艏柱定位好后即可进行焊接,焊接应左右对称进行,并随时检查艏柱是否变形,及时用松紧螺丝调整。
(3)安装艏柱包板。包板装配好后,就可以进行包板与各平台板、肋板的焊接。
(4)安装外板。在装配中应注意两边均匀,线型号和顺而且不能宽窄或胖瘪差异,其余外板均是垂直装配,安装最后一块封板前,与它相邻的两块板的结构焊缝距最后一块板应留300~500 mm的焊缝暂不焊接,以免影响最后块板的装配,其板路亦应根据样台安排的板路线对齐。外板安装中,必须经常检查分段中心线,防止分段变形。分段装配完工后,画出分段中心线、定位水线和肋骨检验线,装焊吊耳,将分段吊离胎架上船安装,参见下图4所示。
图4 球鼻艏安装
4.4 艏尖舱修复
艏尖舱受损区域在左舷,外板和肋板框架变形比较严重。与船东、船检协商,同意本修复方案采用整体割除换新。由于这个区域介于球鼻艏和艏楼分段之间,考虑到船厂现有吊机起重能力无法把艏尖舱分段和球鼻艏分段组装成一个总段整体吊装,因此要分成两个分段单独吊运安装。
艏尖舱分段重约95 t,在内场上平面胎架采用正造法,待球鼻艏分段安装完成后,再通过液压平板车把艏尖舱分段转运至码头,用300 t浮吊把分段吊运至球鼻艏分段上進行合拢装配。其外板对接端面通过多个码板固定,报检合格后,再完成外板和肋板框架的焊接工作。
4.5 艏楼修复
艏楼区域破损范围主要在甲板中间位置,外板及框架结构完整性尚好。由于球鼻艏分段需要整体割除换新,为方便艏楼以下分段的吊运安装,要先把原船艏楼甲板带锚缆机、锚链筒、系缆桩等锚泊设备整体切割。因艏楼甲板跨距较大,为防止吊装变形,整个艏楼分段要分左右两段切割吊装,分别吊运至预制场地,把局部变形区域结构割除换新,在内场再把左右分段装配成完整分段,待球鼻艏及艏尖舱分段装配完成再整体吊装上船,完成对接焊作业。
4.6 海损修复完成
“AMC NAVIGATOR”轮经过精心策划,前后三次进坞。在各方共同努力下,最终高效圆满的完成了艏部海损修复任务。船壳外板除锈涂装后,整个船体焕然一新,获得船东的称赞认可,见下图5所示。
5 结束语
“AMC NAVIGATOR”轮本次艏部海损修复工程克服了原船建造图纸缺失的最大难点,通过现场测绘外板数据转化型值表输入计算机,再采用三维软件建模并且光顺线型的处理手段,复原原船双曲线外板,实现新旧外板端接口的光顺对接。另外该轮采用三次进出船坞方案,分析水线下海损区域情况不明而导致的倒墩风险,克服船艏被切割后无有效的带缆设备牵引来防碰撞的难题。
船厂各部门精诚合作,严格按照制定的施工计划和施工方案,实现了抢坞期、争效益、赢船期目标,保质高效地完成了该轮的修理任务,获得船东、船检的一致好评,实现了船东、船厂合作的双赢,为类似项目累积了宝贵的经验。
参考文献
[1] 群力, 王江, 韩洪松.球鼻艏换新工程的质量控制工作[J].中国修船, 2015(03).
[2] 许书榜,陈俊发.“型线修顺法”在海损船舶修理中的应用[J].中国修船, 2013(06).
作者简介:席晓峰(1983- ),男,工程师。主要从事船舶与海洋工程改造修理管理工作。
收稿日期:2023-08-24
猜你喜欢
中国船检(2020年3期)2020-11-27
中国航海(2019年2期)2019-07-24
中国船检(2017年5期)2017-06-05
艺术科技(2016年9期)2016-11-18
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年18期)2016-11-03
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
船海工程(2015年4期)2016-01-05
