铸造机械设备生产过程自动化控制系统设计
2024-05-08 06:15姚劲夫
现代制造技术与装备 2024年3期
姚劲夫
(广东天洋电机有限公司,佛山 528231)
在现代工业生产中,铸造机械设备作为重要的生产工具已广泛应用于各个领域,在汽车制造领域,铸造机械设备常用于制造汽车零部件,如发动机缸体、车轮等。在航空航天领域,铸造机械设备用于生产飞机引擎的各种部件。在船舶建造领域,铸造机械设备用于制造船舶的船体、螺旋桨等部件。在机械制造领域,铸造机械设备用于生产各种机械设备的零部件。在建筑业中,铸造机械设备用于生产建筑结构件,如楼梯、护栏等。
随着科技的不断进步和市场需求的不断增长,传统的生产方式已经无法满足现代工业的发展需求[1]。因此,研究铸造机械设备生产过程的自动化控制技术显得尤为重要。铸造机械设备生产过程的自动化控制技术,是将信息技术和控制技术应用于铸造机械设备的生产过程,实现生产过程自动化、智能化和高效化。应用自动化控制技术,可以提高生产效率,保证产品质量,降低生产成本,增强企业在市场竞争中的优势[2-3]。
1 铸造机械设备自动化控制系统设计
1.1 总体设计
铸造机械设备监控系统框架主要由现场设备监控层、传输层、客户应用层构成。现场设备监控层以铸造机械生产过程控分站为核心,布置在铸造机械生产线开关列车处,通过监控设备供电开关建立通信,监测铸造机械的运行状态,内容包括电流、电压、起停状态以及故障状态等。传输层将运行数据传输到监控分站,建立监控分站与各设备间的通信,并将数据上传至环网。客户应用层将运行数据采集到地面后,经过上位机处理,将数据与算法结合,通过预警系统实现对运行异常设备的预警,提高设备检修效率,降低故障率[4]。
1.2 自动化控制数据传输通道
铸造机械设备生产线选用星型网络接线,而主干网络采用环形布置,与星型网络相结合,更加稳定可靠。目前,现场总线、以太网和光纤通信是主流的工业通信方式。其中,现场总线通信在工业现场中较为普及,且稳定性较好,典型的通信方式包括PROFIBUS、控制器局域网总线技术(Controller Area Network bus,CANbus)和RS-485 通信。文章采用RS-485 通信建立监控分站与供电开关的通信。RS-485 是一种用于工业控制系统和其他数字通信系统的标准通信协议,也是一种串行通信协议,可以在长距离内高速传输数据。RS-485 通信的优点在于长距离传输、多节点通信、高速数据传输和强抗干扰能力等。采用光纤作为监控分站与上位机的通信方式。
1.3 铸造机械设备状态监控分站设计
1.3.1 CPU 模块设计
目前,应用于工控领域的控制核心种类繁多,如可编程逻辑控制器(Programmable Logic Controller,PLC)和单片机。PLC 是一种专门用于工业控制的微型计算机,具有高稳定性、高可靠性和高效率的特点。PLC 在工业生产过程中广泛应用于实现自动化控制、监测和数据采集等功能[5]。而单片机是一种包含中央处理器(Central Processing Unit,CPU)、存储器、输入/输出端口和其他组件的集成电路芯片,通常应用于嵌入式系统,控制各种电子设备和产品的功能。
综上所述,鉴于CPU 模块工作环境恶劣、空间狭窄,从稳定性和可靠性的角度来考虑,监控分站的CPU 选用PLC 作为控制核心。目前,应用较为广泛的PLC 品牌有西门子、三菱、欧姆龙和ABB 等。其中,与其他品牌的PLC 相比,西门子的PLC 具有更高的可靠性和可维护性,因此文章遵循实用性和经济性的原则,选择西门子S7-1200 系列PLC 作为监控分站的控制核心。
1.3.2 通信模块的选择
分析发现,RS-485 通信协议是所有供电开关共同采用的通信协议,但各设备的通信参数设置不尽相同,因此在建立通信时应正确设置通信参数。与西门子S7-1200 PLC 相配套的通信模块为CM1241 通信模块,该模块遵循Modbus RTU 通信协议,主要用于执行强大的点到点高速串行通信,也可以装载其他通信协议。
1.3.3 电源模块的选择
监控分站需要有可靠设备为PLC 提供工作电源。西门子的PM1207 电源模块是专为西门子PLCS7-1200 PLC 设计的供电电源,输入为85~132 V 或176~264 V 交流电,同时兼容50 Hz 或60 Hz 的频率,输出为24 V 直流电。
1.4 供电开关及传感器
供电开关选择安全型多回路真空电磁启动器,即组合开关,可以实现漏电保护、绝缘闭锁保护、欠电压过电压保护等功能[6]。它能够解决三相异步电机在重载情况下的软启停问题,同时可以实现无级调速,从而达到节能和减少机器磨损的目的。
组合开关内部包括变压器模块、隔离开关模块、互感器模块以及PLC 模块,如图1 所示。其中:变压器模块主要负责将外部电压转变为组合开关内部各模块的额定工作电压;隔离开关模块负责隔离高电压,保证内部安全;PLC 模块负责控制组合开关运行,能够采集各回路的数据,并将数据传输出去。

图1 组合开关内部结构
PLC 控制模块是由模拟/数字(Analog/Digital,A/D)转换模块、输入/输出(Input/Output,I/O)模块、CPU 模块、电源模块以及通信模块构成的PLC系统,该系统能够实时监控各路驱动单元的参数。采用XGB 系列的标准型PLC 作为组合开关的PLC 控制模块。该型号PLC 最主要的特点是通信功能得到加强,可以为用户提供完善的自定义整合控制,满足供电开关的使用需求,且性价比高。I/O 模块主要用于采集启动器各回路的电流、电压等参数,起到实时监控的作用,通过电压、电流互感器将大电流、大电压按一定比例转换为小电压、小电流并采集到PLC。应用在此组合开关的电压互感器的变比是220 ∶12,电流互感器的变比是400 ∶0.1。
2 铸造机械设备监控分站程序设计
确定监控分站各模块选型后,对监控分站程序部分进行设计。在设计中,使用西门子博途软件对硬件进行组态,并编写梯形图实现对变频器、组合开关和控制系统相关数据的采集。
2.1 Modbus 通信
Modbus 通信技术是一种广泛应用于工业自动化领域的通信协议,用于不同设备间的数据传输。Modbus协议包含3 个版本,即Modbus-RTU、Modbus-ASCII和Modbus-TCP/IP。Modbus-RTU 使用二进制编码,Modbus-ASCII 使用ASCII 字符编码,而Modbus-TCP/IP则常用于以太网通信。目前,在工业通信中最常用的是Modbus-RTU。
Modbus 通信协议通常使用RS-485 作为物理层接口。RS-485 是一种串行通信协议,遵循的标准是Modbus-RTU 协议,支持多点通信,可以将多个设备连接在同一总线上进行通信。通过使用RS-485 作为物理层接口,Modbus 通信可以实现高速数据传输和可靠性的提高。在RS-485 总线上,每个设备通过一个独立的串行通信口连接到总线上,并通过一个终端电阻器消除总线的反射。RS-485 总线支持最多128 个节点的连接,每个节点通过独立的地址进行识别和通信,可以连接多个设备,形成复杂的控制和数据采集系统。
在Modbus 通信协议中,数据校验通常采用循环冗余校验(Cyclic Redundancy Check,CRC)算法。CRC 校验算法是一种广泛应用于数据通信领域的校验方法,能够有效检测多种错误。因此,在Modbus 通信中使用CRC 校验,能够有效保障数据传输的可靠性和安全性。
2.2 整体程序框架设计
图2 为设计的程序框架,主程序是框架的核心,负责协调各模块间的流程控制,通信程序负责实现数据的传输和通信,统计程序则负责统计采集到的数据,以供后续使用。
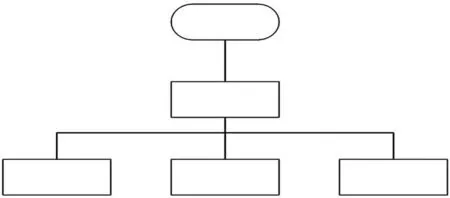
图2 程序框架
2.3 通信程序设计
通信程序是设备监控系统的基础,使用Modbus通信协议进行通信,并利用博图软件提供的通信程序块编写通信程序,主要流程包括串口初始化、检测通信是否正常以及数据处理。在设计通信程序采集数据时,需要对每个设备的地址单独进行数据采集。这一步骤可以借助MB_COMM_LOAD 程序块实现,EV 为使能端,REQ 为上升沿触发,PORT 为硬件标识符端,BAUD 为波特率端,PARITY 为奇偶校验端,MB_DB为被通信数据地址端。借助MB_MASTER 程序块可以对通信设备进行读写操作,当MODE 端为0 时表示程序块为读模式,当MODE 端为1 时表示程序块为写模式,DATA_ADDR 表示从站中的起始地址,DATA_LEN、DATA_PTR 分别表示数据长度和存储地址。
3 结语
研究铸造机械设备生产过程自动化控制技术,为相关企业提供改进生产方式的思路和方法,有助于提高企业的竞争力和市场占有率。希望本研究可以对铸造机械设备生产过程自动化控制的发展起到一定推动作用。
猜你喜欢
世界汽车(2022年6期)2022-07-13
锻压装备与制造技术(2021年3期)2021-08-13
成都信息工程大学学报(2017年5期)2018-01-23
能源(2017年7期)2018-01-19
广东石油化工学院学报(2016年6期)2016-05-17
电测与仪表(2016年2期)2016-04-12
车迷(2015年11期)2015-08-23
精准医学杂志(2015年2期)2015-03-20
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28