航空发动机高压涡轮后轴加工工艺研究
2024-05-08 06:15罗兴宇
现代制造技术与装备 2024年3期
罗兴宇
(中国航发湖南动力机械研究所,株洲 412000)
高压涡轮后轴作为航空发动机的关键零部件,其加工质量直接关系到整机的性能及寿命。针对高压涡轮后轴的结构及材质,需要选用与之相适应的高速立铣刀、立铣刀等刀具。为了保证产品的质量和使用寿命,必须控制产品的尺寸精度、形位精度及表面粗糙度。此外,对汽轮机尾轴的加工过程进行详细规划,包括工件装夹、刀具轨迹规划、机床调试等。分析与控制高压涡轮后轴的加工工艺,可以提高后轴零件的质量和生产率,延长发动机寿命[1-2]。
1 涡轮后轴零件的加工工艺路线拟定
1.1 涡轮后轴零件的加工难点
某型航空发动机涡轮转子元部件本体中的一个关键部件——高压涡轮后轴[3],结构非常复杂,包括空腔的浅角辐板、密封的格栅、高精度的内外螺纹、各种型面交错的沟槽、高精度的孔以及小的深孔等。
后轴的较小端轴颈连接着轴承座,较大端法兰连接着涡轮盘,大的内孔螺纹和管道总成装配在一起。这些装配部位的尺寸精度都有很高要求。以大法兰内圆止口、法兰端面为基准,轴颈端与轴承座的配合外周直径为0.015 mm,圆柱度要求为0.008 mm,与基准A 面和B 面的跳动量为0.01 mm。大端限位器与涡轮盘配接,尺寸容差为0.022 mm,而大端外径的容差为0.032 mm,基准A 面和B 面的跳动量为0.01 mm。在内孔上安装管道总成,其尺寸误差为0.025 mm。
除了对精度要求极高外,后轴的结构也极为复杂。大端部的浅角辐形曲面是一种非常复杂的曲面,开放性不好,在加工过程中很难观测,容易产生刀具和夹具之间的干涉,从而使制造变得更加困难。轴颈孔具有多个阶梯槽,其相对位置关系比较复杂。各槽槽型各不相同,相互间的角度关系也比较复杂,并且与径向孔存在一定的相对位置关系。如果将槽群设置在工件内孔上,不但不易观测,而且对加工工具的要求很高,需要定制特殊刀具[4]。
1.2 加工材料特性分析
本项目采用GH4169 型高温合金作为主要材料,制作涡轮转子、机匣、壁板等热件。高温合金具有优异的高温强度、高疲劳强度、抗氧化能力,以及耐腐蚀能力强、韧性好、塑性好等特点,可以在600 ℃以上的高温环境中承受较大应力。因此,该材料得到了广泛应用,是当前航空航天领域的首选材料。目前,40%~60%的航空发动机部件是由高温合金制成的,多分布在燃烧室和涡轮转子上。高温合金是航空航天领域的重要材料,在服役过程中既要耐高温又要抗低温,需要承受快速变化的温度梯度、剧烈应力和高载荷等挑战。
GH4169 是目前使用最多的一种高温合金,具有如下特点:第一,具有优异的塑性和高强度,可在650 ℃以下使用;第二,切削能力是普通碳素钢的1.5 倍;第三,热导率低,在相同的切削速度和切削深度下,其切削温度比45 钢高50%~100%;第四,经过冷作强化处理后,该材料制成的工件表面会出现硬度比母材高出2~3 倍的淬火层。由于切削载荷大、加工温度高、加工硬化现象严重、加工效率低下,加工GH4169 材料对刀具的要求非常高。同时,刀具在高温下易分散和发生氧化磨损,严重降低了使用寿命。鉴于GH4169 的综合性能和制造难度,对后轴零件加工工艺进行改进具有重要的现实意义。
1.3 涡轮后轴零件加工工艺路线规划
在优化零件的加工工艺路线前,要根据零件设计图纸,分析零件的结构、使用功能、技术条件、尺寸公差以及装配关系等,全面认识零件的结构特点和制造难点,形成相应的加工基准和加工方式,制定合理的加工路径。由于零件结构复杂、技术条件要求高、壁薄易变形,在工艺路线的安排上,要坚持先粗加工再精加工、粗精和精加工分离的基本原则,把加工划分为几个阶段,并根据零件的结构特点进行加工余量分配,尽可能地使加工余量保持一致。工件具有多个曲面,且对曲面的定位精度要求很高,因此单次装夹的定位精度应小于0.01 mm。加工制备时间较长,重复装夹容易造成工件变形,降低工件品质,因此在精整过程中,应尽量选择相同基准,运用工序集中原理,一次性完成多个曲面的装夹,缩短加工时间。同时,合理安排各辅助工序,以保证零件的高质量和高效率加工。
2 加工工艺路线改进
机械加工过程的优化在于确定机械加工的先后次序时必须明确如何进行工艺安排。后轮轴壁厚为3~6 mm,是一种典型的薄壁厚构件,再加上其结构复杂,因此通常要进行多个工序的加工。原来的工艺流程按照粗、细、半精、精4 个步骤来执行。这样的加工路径尽管可以使余量均匀,减小变形,但由于阶段划分过细,加工工序繁多,需要大量加工设备和模具。此外,零件在各设备间频繁流动,既增加了加工准备时间,又增加了生产压力,导致零件加工周期长,增加了加工成本。
分析原有的工艺路线,精加工和粗加工是用同一种设备进行的,而精加工阶段只是在粗加工的基础上进一步消除了剩余量,使零件的余量分布更为均匀,从而降低零件变形。为此,可以在粗加工过程中细化加工工步,将粗、细2 个阶段结合,实现切削参数均一化,并依据构件结构特点及尺寸精度需求,对加工余量进行再分配,实现粗、半精、精3 个阶段的加工[5]。
在确定工艺环节后,还要考虑工艺的集中化与分散化。在组织加工过程时,往往把各加工因素集中到少数几个过程来实现,从而得到更高的工艺条件和加工效率以及更低的生产成本,提升工艺稳定性。
由于零部件结构元素和设备的限制,有必要将加工工艺离散化。粗加工时,由于毛料余量较大,有不规则氧化皮,加工振动较大,通常在一般机床上进行加工。因此,粗加工阶段的加工表面比较简单,加工过程比较分散。如果加工表面复杂、加工精度高,则使用高精度、高刚性的数控装备进行加工,以确保加工质量与效率。
在原来的加工方法中,精加工过程多、耗时长、质量不稳定。本项目拟将车铣复合工艺引入零件加工过程,基于车铣复合装备的特征及零部件的结构特征,对工艺路线进行再优化,使得精加工过程更加集成,使加工表面与铣削加工表面尽可能集中于一道工序,减少加工步骤,缩短工艺路线。改进用于精整加工工装的结构,取消后续的铣槽、钻孔等工序所需的工装,节约了成本。为解决小型深孔加工质量不高的难题,提出了采用枪钻工艺取代传统电加工工艺的方法,提高了加工效率和质量。
3 优化后的工艺路线分析与验证
根据上述分析和设计图的具体要求,对高压涡轮后轴零件的加工工艺进行初步改造,改造后的工艺流程如图1 所示。优化后的工艺路线在数控机床上实现,并采用分段加工方法。在加工前,对工件进行表面处理,包括去毛刺和控制表面粗糙度。在加工过程中,利用数控机床对工件进行加工,并采取合理的工艺方案和参数,确保零件的质量与精度。在粗磨阶段,采用立式钻床进行钻孔、扩孔;在半精磨阶段,采用立式铣削机对工件表面进行磨削加工;在精磨阶段,采用立式钻床在中心钻孔。为了提高加工效率和生产节奏,采用自动更换刀具装置。在车削阶段,采用立式铣床或立式车床来车削零件中心孔。车削零件中心孔是一个非常重要的工序,需要采用专用刀具,保证工件的尺寸精度和表面质量。
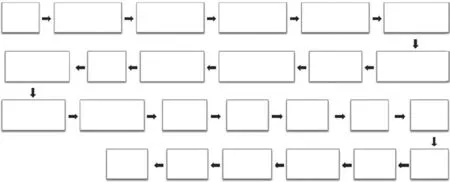
图1 改进后工艺路线
为了验证新技术方案的可行性与可靠性,采用新的技术路线进行了试制。测量加工后的工件,发现工件的大端外圆偏差为0.015 mm,而标注值为0.010 mm;零件轴颈轴承座配合外圆周的粗糙度要求为0.800 μm,但实测的表面粗糙度为0.825~0.933 μm。经测量发现,工件在径向发生了变形,造成工件跳动量超标。分析工件加工工艺发现,工件经过半精整后未得到充分释放,产生了加工应力,因此要对半精整后的工件进行热处理,以最大限度释放残余应力。
加工后的表面粗糙度达不到设计要求,零件轴颈配合面的粗糙度超差,因此在小端面上进行精加工后,再进行外圆加工。在确定工艺路线后,还要设计具体的工艺过程,确定每个工艺的具体位置及余量。在设计每道工序的具体加工内容前,先分析每道机加工序、辅助工序中的变形量,再根据各道工序对工件的余量需求决定具体余量。分析工件余量的方法主要有查表法、经验估算法、解析计算法等。当前,各企业普遍采用经验估算法,根据生产现场的实际状况和有关测试结果来确定工件加工余量。
4 结语
在实际加工中,需要根据产品要求、材料性质等因素选择合适的加工工艺,并进行必要的试验和验证,同时需要不断改进和完善加工工艺,以提高加工效率和产品质量。
猜你喜欢
资源信息与工程(2021年5期)2022-01-15
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
少儿科学周刊·少年版(2020年9期)2020-03-04
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
锻压装备与制造技术(2015年2期)2015-06-26
重庆交通大学学报(自然科学版)(2015年4期)2015-06-07
金属加工(冷加工)(2015年11期)2015-04-17
军民两用技术与产品(2015年23期)2015-01-08