
高温果汁真空冷却特性
2024-05-06 14:09冯咏春苗玉涛邹同华杜优贤陈斌
食品研究与开发 2024年8期
冯咏春,苗玉涛,邹同华*,杜优贤,陈斌
(1.天津商业大学农业农村部农产品低碳冷链重点实验室,天津 300134,2.青岛海尔空调电子有限公司,山东青岛 266000)
随着人们生活节奏的加快和生活品质的提高,人们对液体食品速冻及保鲜的需求也日益提升,如今消费者的需求是在尽量不损害食品营养的前提下获得清洁和安全的食品[1]。橙汁是一种营养价值高、可口的饮品,制作工艺通常使用的是高温灭菌的方式[2-3],这种方式是将果汁加热到85~105 ℃并持续一段时间。由于长时间的高温会使果汁中的热敏感营养成分迅速流失,需要在灭菌结束后迅速降温。真空冷却技术能够快速将生产出的高温果汁进行降温和保鲜,可以很好地满足生产生活需要。
食品真空冷却技术具有降温速率快,并且能在快速冷却的同时保持食品内部温度场相对均匀的优点[4]。目前,这项技术已经被广泛应用于果蔬预冷中,与传统冷却方式不同,真空冷却是利用水的沸点随环境压力降低而降低的原理实现食品降温。已有研究表明,样品通过真空冷却、冷风冷却以及自然冷却3 种方式降温,降低至相同的温度,真空冷却的降温速率分别是另两种方式的12.2、20.3 倍[5]。同时,有研究发现,相比于冷风冷却,用真空冷却方式冷却食品,样品在质量损失、水分含量和水分活度方面也更占优势[6-7],但在实际生产中对于真空冷却液体的应用较少。
Cogné 等[8]通过模拟发现真空冷却的换热强度与环境压力、液滴初始温度等因素有关。多数研究表明真空冷却高温液体会造成一定的失水损失,为了减少这一损失,可以从设备运行参数优化上进行探究。范磊等[9]通过改变不同降压方式探究了无效失水率随压强改变的情况,对比得出了失水率最小的降压方式。同时有研究表明在合适的范围内降低压降速率,可以一定程度上减少液体的飞溅[10-11]。宋晓燕等[12]通过观察降温过程中气泡的成长过程,发现在闪点之后汽液交界面附近,气泡会快速成长爆破,造成较大的失水损失,此时,降温速率最大,在闪点附近降低抽速可以很明显地降低无效失水率。为了减少液体飞溅,还可以从产品本身入手。徐文强等[13]通过试验绘制出了不同口径容器以及不同质量溶液对失水率影响的曲线,同时对溶液浓度的变化进行计算,得出采用具有渐缩口的较高容器进行试验可有效降低无效失水,相对失水率低,对于工业应用有着实际的借鉴意义。王艳等[14-15]通过在液面上方放置不同质量浮球的方式,降低了降温过程中的无效失水率。李颖[16]通过对不同液体(水、苹果汁、牛奶)的初温、过热度和降压速率的测定,探究不同的液体种类和芳香性挥发物质对真空冷却过程的影响,结果表明,液体种类的不同会影响降温过程中的降压速率和无效失水率。为了预测液体食品的降温效果,彭钰航等[17]通过对豆腐初始温度的改变进行试验,研究表明初始温度升高时,失水率因蒸发而变大,由于初始温度不同、饱和蒸汽压不同,温度随时间的变化规律在低温区降温缓慢,在高温区变化快速。Zhu 等[18]研究了一种液体食品冷却过程中的温度预测模型,可以用于工艺容器模型改变时对冷却速率和产品最终温度的测定,并通过试验验证了模型的可靠性。
本文探究液体食品真空冷却过程中液体的无效失水率和降温速率与初始温度、冷却终温、溶液装载量、容器形状等变量的关系,以橙汁作为冷却对象,通过控制变量法,分别对各个变量进行试验,测试并总结不同影响因素对真空冷却果汁的无效失水率和降温速率的影响规律,以期为真空冷却高温液体食品的应用提供参考。
1 材料与方法
1.1 试验材料
橙汁:上海致耕贸易有限公司;缠绕膜[材质为线性低密度聚乙烯(linear low-density polyethy-lenel,LDPE),厚度0.02 mm]:江苏妙洁科技有限公司;柔性挡水盖[材质为聚乙烯(polyethylene,PE)]、刚性挡水盖[材质为聚氯乙烯(rigid polyvinyl chloride,RPVC)]:山东聚力威包装制品有限公司。
1.2 试验装置
DVT-5A-01 型真空冷却机:天津商业大学与江苏洽爱纳机械有限公司联合研发;H35F-P3A 型电磁炉:辽宁丹宝贸易有限公司;C+系列电子秤:万特电子(上海)有限公司;DY-H1018 高清摄像头:多亿机械有限公司;PT100 温度传感器:杭州美控有限公司。
1.2.1 复合型真空冷却机
复合型真空冷却机主要由冷却系统、真空系统、冷风冷却系统、测控系统、稳压系统5 部分组成,其工作原理如图1 所示。

图1 DVT-5A-01 真空冷却机工作原理图Fig.1 Working principle of DVT-5A-01 vacuum cooler
为测量试验过程物料的温度变化,在真空室内布置了8 个测点。试验开始,真空泵启动,装置内的压力开始下降,冷却室会形成一个封闭的腔体,此时冷阱温度设置为-20 ℃,当压力降至预先设定的降压值(600 Pa)时装置停止运作。通过测量真空室内果汁质量因飞溅产生的变化计算得出冷却过程中的无效失水率。冷风冷却系统用于与真空冷却效果进行对照试验,启动冷风冷却系统,打开进、回风阀,利用形成的冷却气流冷却液体。测控系统用于数据的记录,通过点云库(point cloud library,PCL)将试验过程中的温度和质量逐时记录。稳压系统由稳压真空罐与真空冷却系统压力,用于稳定系统运行。
1.3 试验方法
试验开始前,在真空冷却设备内铺设好一层缠绕膜,将果汁加热至高于预先设定的初始温度后,将容器放托盘上,布置好温度测点和摄像采集点,两个温度测点分别布置在物料的中心和边缘处,每个工艺做3 次试验,以中心温度测点3 次试验的平均温度作为试验结果[19]。开启摄像和温度采集系统,待物料稳定在预定目标温度时,启动真空冷却设备,通过控制变量法,改变变量参数,记录温度随时间的变化和果汁质量的变化,计算不同因素下的无效失水率和降温速率。
1.3.1 改变相对装载量
将相对装载量分别为23%、25%、30%、35%、78%的果汁分别从80 ℃降温至25 ℃,用电子秤测量真空冷却前后果汁的质量变化计算无效失水率,用温度传感器记录温度变化计算降温速率。
1.3.2 改变初始温度和冷却终温
使用相对装载量为23%容器,改变初始温度(60、70、80 ℃),设定冷却至相同的终止温度25 ℃,然后用电子秤测量真空冷却前后物料质量变化。
初始温度80 ℃,改变冷却终温(10.0、17.5、25.0 ℃),用电子秤测量真空冷却前后物料质量变化。分别用温度传感器记录温度变化计算降温速率。
1.3.3 改变容器挡水盖材料与容器顶部孔径
将相对装载量为23% 的容器顶部挡水盖替换成柔性材料试验,设置相同大小的初始气孔面积,将果汁从80 ℃降温至25 ℃,用电子秤测量真空冷却前后物料质量变化。
改变相对装载量为23% 的容器顶部挡水盖气孔面积(3、4、5 mm),将果汁从80 ℃降温至25 ℃,后用电子秤测量真空冷却前后物料质量变化、用温度传感器记录温度变化计算降温速率。
1.3.4 改变冷却方式
设定冷风温度为-20 ℃进行冷风冷却试验,待高温果汁从80 ℃降温至25 ℃,用电子秤测量真空冷却前后物料质量变化、温度传感器记录其逐时温度变化。
1.4 指标测定
1.4.1 无效失水率
果汁在真空冷却过程中会发生冷却沸腾现象,试验前后减少的果汁质量是由蒸发吸热流失的质量以及未用于蒸发过程而飞溅在容器周围的果汁质量组成。这部分溅出容器没有进行蒸发作用的液体称为无效失水量(mw)[20]。无效失水量由缠绕膜和托盘收集称质量而得,无效失水率(η,%)的计算公式如下。
式中:m1为试验前预制容器和橙汁的总质量,g;m2为试验结束后容器和橙汁的总质量,g;mw为无效失水量,g。
1.4.2 降温速率
降温速率计算公式如下。
式中:v为降温速率,℃/s;T1为果汁开始降温时的温度,℃;T2为果汁降温到的目标温度,℃;t1为果汁开始降温时的时间,s;t2为果汁降温到目标温度的时间,s。
1.5 数据处理
采用Excel 2016 进行数据处理,使用Origion 2016 作图。
2 结果与分析
表1 为改变容器相对装载量、挡水盖材料(柔性、刚性)与顶部孔径,溶液初始温度和最终温度以及改变不同冷却方式下无效失水率变化情况。

表1 果汁无效失水率的试验结果Table 1 Experimental results of water loss in juice
2.1 相对装载量对无效失水率和降温速率的影响
在相同容积的容器内冷却不同质量的果汁,冷却过程中产生的无效失水率不同,由表1 可知,在1 500 mL的容器中无效失水率最小(31.9%),在450 mL 长方体容器中无效失水率最大(76.8%)。
冷却相同质量的果汁,容器的大小也会影响冷却过程中产生的无效失水率,在1 000 mL 的预设容积内分别装入250、300、350 mL 的物料,其无效失水率分别为39.3%、42.2%、48.0%。这是因为壁面的尺寸和形状,对气泡的形成有着直接的影响,对于长方体容器,当壁面高度超过临界高度时,蒸汽膜层内会出现湍流,换热系数将会随之变大。
将果汁容积与容器容积这两个影响变量作比较,得到相对装载量的概念。由以上试验计算得出在物料相对装载量分别为23%、25%、30%、35%、78%。图2为不同相对装载量的无效失水率。

图2 相对装载量对无效失水率的影响Fig.2 Effect of relative loading on ineffective water loss rate
由图2 可知,相对装载量越小,液体的无效失水率越低。由于相对装载量越小,物料液面距容器顶部的距离越长,物料在冷却沸腾的飞溅过程中,存在于容器周围壁面上的液滴会重新融入原本的物料中,测得液体飞溅量会相对较小,因此无效失水率更低。
降温速率随时间变化趋势如图3 所示。

图3 相对装载量对降温速率的影响Fig.3 Influence of relative loading on cooling rate
由图3 可知,在降温过程进行至50、180 s 左右时都出现了降温速率峰值,这是由于饱和蒸汽压值不同导致的。在降温过程出现降温速率峰值时,相对装载量为78% 的对照组的降温速率最大,相对装载量为23%的对照组降温速率相对较慢,在最后一次出现降温速率峰值后所有对照组的降温速率逐渐减小至相似数值。这是因为降温速率主要取决于内部的饱和压力,相对装载量高的液体在沸腾初期换热量大,则降温速率快,由于真空设备的降压速率不变,所以在试验进程接近结束时降温速率逐渐减小并趋于相近值。
综上所述,相对装载量越大,无效失水率越大,但降温速率基本保持一致。所以本研究在所有不同大小的容器中,将选择相对装载量最小(23%),即1 500 mL的容器装载350 mL 果汁的情况下继续进行后续的试验。
2.2 初始温度和冷却终温对无效失水率和降温速率的影响
保持相对装载量不变,改变果汁降温前的初始温度进行试验,观察并记录降温过程中的温度和飞溅量的变化情况。图4 为不同初始温度的果汁在冷却过程进行到50 s 左右时的液体飞溅情况,此时为整个试验过程中飞溅情况最为剧烈的时刻。

图4 不同初始温度下果汁的飞溅情况Fig.4 Juice spatter at different initial temperatures
由图4 可知,初始温度为60 ℃时的飞溅量最大,初始温度为80 ℃时的飞溅量最小。
图5~图7 分别表示了不同初始温度和冷却终温对无效失水率、降温速率的影响。

图5 不同初始温度和冷却终温对无效失水率的影响Fig.5 Effect of different initial temperature and final cooling temperature on ineffective water loss rate
由图5 可知,初始温度80、70、60 ℃,冷却终温25 ℃的无效失水率分别为38.1%、69.0%、77.3%。在真空冷却过程中初始温度越高,无效失水率越低。因为初始温度较低时,汽化核心增多,气泡的体积变小,所产生的动力不够,无法挣脱液体表面张力,这一部分气泡会堆积漂浮在表面无法形成飞溅[21-22]。随着降温过程的进行,这一部分气泡在压力作用下离出口越来越近,一旦接近出口位置,容器内的果汁也会因张力作用随着气泡飞溅流出容器,这导致了更大无效失水量的产生。无效失水率与冷却终温存在一定关系,最终温度越低,无效失水率越高。但是由于在降温过程的第180 秒(降温至25 ℃以后)真空腔内压力越来越低,较短时间内汽化质量增多,形成较大的气泡,降温速率明显增加,同时观察到较大的气泡不断成长到爆裂,对应为气泡产生过程中出现的闪点[23-24],能弹射带走更多的液体导致无效失水量增加,此时的无效失水率较大,降温速率也较快。综合考虑,在真空冷却液体食品的过程中,冷却终温尽量控制在25 ℃以上。
由图6 可知,初始温度的改变并没有对降温速率带来太大变化。这是由于设备内部的降压速率不随初始温度而发生改变,液体的温度主要取决于物料所在环境的压力,降温速率取决于真空泵抽气速率。由图7 可知,与改变初始温度相同,改变不同的冷却终温对降温速率的影响并不大,降温速率在40 s 和180 s 左右的时候达到最大。

图6 初始温度对降温速率的影响Fig.6 Effect of initial temperature on cooling rate
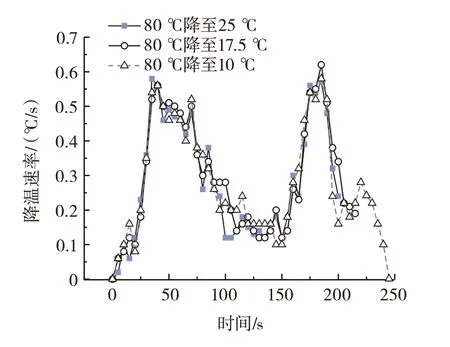
图7 冷却终温对降温速率的影响Fig.7 Effect of final temperature on cooling rate
2.3 容器挡水盖材料与容器顶部孔径对无效失水率和降温速率的影响
由表1 可知,使用柔性材料作为容器挡水盖时的无效失水率为54%,远高于刚性材料(31.9%)。因为在降温过程中,柔性材料在抽气时会发生变形,从而导致气孔面积增大,导致降温过程不稳定,所以使用柔性材料为顶盖不合适。
为进一步考虑气孔直径对相对失水率和降温速率的影响。试验过程中综合考虑了冷却过程中的大量水蒸气蒸发,将开孔孔径控制在3 mm 以上。孔径对无效失水率及降温速率的影响见图8 和图9。

图8 孔径对无效失水率的影响Fig.8 Effect of aperture on ineffective water loss rate

图9 孔径对降温速率的影响Fig.9 Effect of aperture on cooling rate
由图8 可知,孔径为4 mm 时,无效失水率最大(69.1%),但孔径为5 mm 时,无效失水率最小(31.9%)。由图9 可知,3、4、5 mm 的出气孔孔径对物料降温速率没有明显的影响。
2.4 冷却方式对无效失水率和降温速率的影响
设备运行调整到冷风冷却的模式,采用冷风冷却与真空冷却作对比,设置出风温度为-20 ℃与真空冷却保持一致。图10 为冷风冷却和真空冷却过程中温度由80 ℃降至25 ℃的温度随时间的变化曲线。

图10 不同冷却方式下温度随时间的变化Fig.10 Graph of temperature over time for different cooling methods
由图10 可知,真空冷却速率是冷风冷却速率的5 倍左右。试验表明,冷风冷却方式冷却果汁几乎不会有液体飞溅的现象。冷风冷却较真空冷却降至相同的终温所需要的时间更长,这是因为真空冷却的沸腾过程中由于气泡不断形成并且脱离液面带走了大量的热量,换热强度远远大于没有相变产生的对流换热的冷风冷却。如果将冷风冷却的蒸发器温度降低,其出流温度降低增大对流换热温差,可以弥补降温速度慢的缺陷,但因此产生的能耗会大大增加。因此为了实现快速降温保鲜,选取真空冷却的方式。
3 结论
本研究结果表明,无效失水率与溶液的相对装载量成正比。降温速率在相对装载量最高时,峰值达到最大。降至相同的冷却终温时,改变初始温度进行降温时,初始温度越高,无效失水率越小;保持初始温度不变,改变冷却终温,无效失水率随冷却终温的降低而增大,且在降温至25 ℃后有较大的涨幅,所以在降温过程中应该将冷却终温控制在25 ℃以上。降温速率不跟随初始温度或冷却终温的改变而发生明显改变,速率基本保持一致,可以通过在闪点处改变抽气速率降低无效失水率。宜采用刚性材料作为盖板。孔径的大小与无效失水率没有明显的关系。孔径大小对降温速率的变化也无太大影响,降温曲线基本保持一致。相比于真空冷却,冷风冷却不存在剧烈的液体飞溅现象,但由于其降温速率远低于真空冷却,因此真空冷却更适用于高温果汁的保鲜冷却。
猜你喜欢
军事文摘(2020年22期)2021-01-04
小哥白尼(趣味科学)(2019年9期)2019-12-27
生物质化学工程(2018年5期)2018-10-16
电子测试(2018年15期)2018-09-26
企业科技与发展(2018年9期)2018-09-10
小天使·二年级语数英综合(2017年6期)2017-06-06
食品工业科技(2017年3期)2017-03-14
启蒙(3-7岁)(2016年9期)2016-02-28
安徽农业科学(2014年36期)2014-04-29
海军医学杂志(2013年1期)2013-03-18
