
航空发动机GH3230高温合金层板结构TLP扩散焊接制备及力学性能研究*
2024-04-08 09:08曲文卿张斯涵吕彦龙滕俊飞杨文静庄鸿寿
航空制造技术 2024年3期
曲文卿,张斯涵,吕彦龙,,滕俊飞,汪 淼,杨文静,庄鸿寿
(1.北京航空航天大学,北京 100191;2.中国航空制造技术研究院,北京 100024)
航空发动机核心高温部件(如燃烧室火焰筒、加力燃烧室隔热屏、内锥体和尾喷管等)长期承受高温燃气冲刷腐蚀,需要具有优异的耐高温和高温力学性能。随着高推重比航空发动机技术需求的不断提高,单纯耐高温材料的性能提升已经不能满足要求,需要部件结构的设计优化来提高冷却空气对核心高温部件的冷却效率[1–4]。多孔层板冷却结构具有复杂的内部通道供冷却空气流动,在板表面形成气膜,避免与高温气体直接接触,如图1 所示,能够同时完成气膜冷却、冲击冷却和对流冷却,冷却效率可以达到0.8 以上[5–6],显著高于当前其他发动机壁板冷却结构。多孔层板冷却结构是由两块厚度为1~2 mm 的,具有密排孔、柱阵列特征的薄板 (称之为冲击板和发散板)连接而成,由图1 可知,冲击板和发散板表面密布众多尺寸很小的气膜孔,用于冷却空气流动;发散板上有众多尺寸很小的柱型结构,通过柱形结构与冲击板结合在一起形成多孔层板冷却结构。
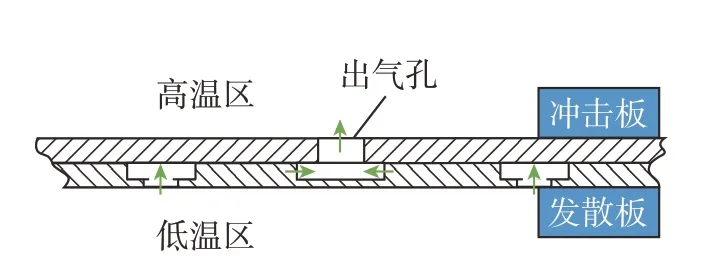
图1 多孔层板冷却结构示意图Fig.1 Schematic diagram of porous laminate cooling structure
层板结构特征决定了钎焊和扩散焊是较为可行的连接方案,发散板柱形结构与冲击板之间的结合焊缝很难获得与基体材料相同或类似的微观组织,性能无法与基体材料相同,因而成为多孔层板冷却结构的最薄弱环节[7]。过渡液相 (Transient liquid phase,TLP)扩散连接结合了钎焊与扩散焊的综合优势,不仅能够实现复杂的孔柱阵列特征结构的高精度焊接,还可以通过扩散过程形成与母材相同或类似焊缝组织,优异的焊缝质量将对航空发动机热端部件的整体制造和安全服役起到决定性的作用。国内外针对高温合金TLP 扩散焊开展了大量研究工作,如Tarai等[8]使用粉末中间层对IN718 合金进行了TLP 扩散焊,焊缝组织中存在多种未完全溶解的次生相和孔洞,硬度低于母材。Duvall 等[9]在1121℃保温16 h 条件下TLP 扩散焊接了Haselloy X 固溶强化合金,接头在高温 (871 ℃)的拉伸强度和延伸率均不低于母材。美国P&W 公司研制了与母材PWA1480 单晶合金成分接近的中间层在1232 ℃保温24 h 条件下TLP扩散焊,焊后经固溶和时效处理,接头在高温 (982 ℃)条件下的持久强度和等温低周疲劳性能与PWA1480母材相当[10]。侯金保等[11]使用自主研制的KNi3A 中间层在1240 ℃保温10 h 对IC10 合金进行了TLP 扩散焊,焊后1260 ℃固溶处理,1000 ℃高温性能测试,横、纵向抗拉强度均超过母材的89%以上。
本研究针对一种新型的镍基高温合金GH3230 航空发动机层板冷却结构采用了自主研制的镍基中间层进行了TLP 扩散焊接,对结构焊接质量、模拟件的微观组织和室/高温力学性能进行了检测观察与测试。研究结果对GH3230 高温合金多孔层板冷却结构的TLP 扩散焊,以及在航空发动机热端部件的工程应用提供了理论和技术支持。
1 试验材料与方法
本研究采用的GH3230 高温合金是一种以 W、Mo 作为固溶强化和以碳化物作为第二相强化的镍基高温合金,W+Mo+Cr 元素总含量超过35%,具有优异的高温强度、蠕变性能、抗疲劳、抗腐蚀和抗高温氧化性能,在氧化气氛下长期使用温度可达到1150 ℃,是新一代航空发动机高温部件用重要材料。GH3230 镍基高温合金具体成分如表1 所示。

表1 GH3230 高温合金成分(质量分数)Table 1 Compositions of GH3230 superalloy (mass fraction) %
中间层材料是自主研制的Ni 基中间层KNiCr–5,主要成分包含抗氧化耐高温合金元素,如Cr、Co、W 等,以及降熔元素B 等。采用真空熔炼+氩气保护的单辊急冷法制备成箔带状非晶态,厚度0.025~0.035 mm,熔化温度1050~1100 ℃,如图2 所示。

图2 KNiCr–5 非晶态镍基中间层Fig.2 KNiCr–5 nickel base interlayer amorphous foil
GH3230 高温合金层板模拟结构采用照相电解工艺将GH3230 平板制备出图3 所示的发散板,整体尺寸为125 mm×125 mm;其中每一个四方块上面有梅花状图案,为制备的5 个柱形结构,每个正方块尺寸为10 mm×10 mm;整个层板上面有100个四方块,即500 个圆柱代表层板的扰流柱;然后与冲击板 (平板)组合在一起进行TLP 扩散焊。根据前期工艺优化试验研究[12],采用TLP 扩散焊最佳工艺规范:焊接温度1200℃,与GH3230 高温合金固溶处理温度相同;保温时间4 h;焊态真空度为1×10–3~3×10–3Pa。
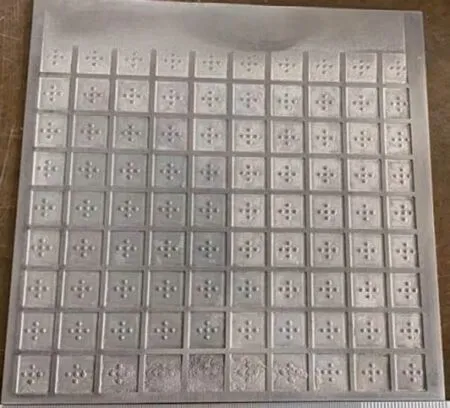
图3 照相电解工艺制备的GH3230高温合金发散板模拟件Fig.3 GH3230 superalloy divergent plate structure prepared by photographic electrochemical machining process
由于层板结构厚度很小,无法进行标准力学性能测试。为了准确地评估层板结构的力学性能,设计了3种类型的力学性能测试试样。
(1)板柱结构焊接拉伸试样。
模拟层板密排板柱焊接结构样式,采用两块四方棒材对接试件,四方棒材尺寸为20 mm×20 mm×20 mm,其中一个棒材端面加工成平面,模拟层板结构的冲击板;另一个棒材端面加工成图4(a)所示的带有四方柱形结构的表面,模拟层板结构的带扰流柱的发散板,20 mm×20 mm 的表面上分为4 组密排方柱结构,每组均有5 个1 mm×1 mm 方柱形结构,高度与层板扰流柱高度相同,均为0.5 mm,与另一个平面棒材表面对接形成板柱对接结构,与非晶态中间层装配后如图4(b)所示,将4 组对接板柱模拟结构拉伸试件装配到图4(c)所示的工装,放入真空炉中进行TLP 扩散焊,焊后取出;焊接成功的结构按照图4(b)所示将表面十字线切割为4 个图4(d)所示的拉伸试样。该拉伸试样同样不符合国家标准拉伸试验方法的要求,但是能比较精确地模拟出层板焊接接头的拉伸性能,除试样形式不符合国标要求外,试验设备与方法均按照《GB/T 228.1—2010 金属材料拉伸试验 第1 部分:室温试验方法》和《GB/T 228.2—2015 金属材料拉伸试验 第2 部分:高温试验方法》对GH3230 高温合金层板板柱焊接结构和GH3230 高温合金棒材分别进行室温和高温拉伸性能测试。
(2)GH3230 高温合金棒材对接焊缝拉伸试样。
为把握焊缝拉伸性能,设计了Φ10 mm×20 mm 棒材对接结构,焊后加工成图5 所示的标准拉伸试样。

图5 GH3230 高温合金TLP 扩散对接焊缝拉伸试样Fig.5 GH3230 superalloy TLP diffusion butt weld tensile specimens
(3)GH3230 高温合金薄板焊接弯曲试样。
层板后续需要进行高温蠕变时效加工成弯曲形状,以用来制造航空发动机燃烧室火焰筒等环形结构,需要准确评估GH3230 高温合金层板焊缝的塑性。本研究参照《GB/T 232—2010 金属材料弯曲试验方法》对焊后GH3230 高温合金薄板弯曲强度进行测试。测试采用厚度为1 mm 的GH3230 高温合金薄板 (10 mm×40 mm)搭接焊在一起,焊后进行三点弯曲试验,将焊缝整体弯曲为90°,然后观察焊缝是否开裂或出现裂纹,来考核GH3230 高温合金层板焊缝弯曲性能。
GH3230 高温合金层板结构模拟件TLP 扩散焊质量采用相控阵超声无损检测方法进行。力学性能进行了室温和高温 (950 ℃)拉伸力学测试和薄板三点弯曲90°试验。
针对层板模拟件焊缝、GH3230高温合金薄板焊缝和薄板弯曲后的焊缝进行了微观组织观察与分析,焊缝试样表面采用腐蚀液(10 mL HCl + 2 g CuSO4·5H2O + 10 mL H2O)腐蚀5~6 s,然后采用光学显微镜和扫描电镜进行微观组织观察,采用EDX 和EMPA 进行成分分析。
2 结果与讨论
2.1 GH3230 高温合金层板模拟件焊接质量与缺陷
采用相控阵超声技术对GH3230高温合金层板模拟结构TLP 扩散焊缝质量进行了检测。图6 给出了GH3230 高温合金层板模拟结构TLP 扩散焊缝质量的无损检测结果(黑色表明焊接完好),可知,层板结构所有柱形结构 (扰流柱)与底板(冲击板)焊接完好,未发现任何缺陷,未出现连续两个以上扰流柱未焊合现象,表明GH3230 高温合金层板模拟结构的整体焊合率不低于95%。
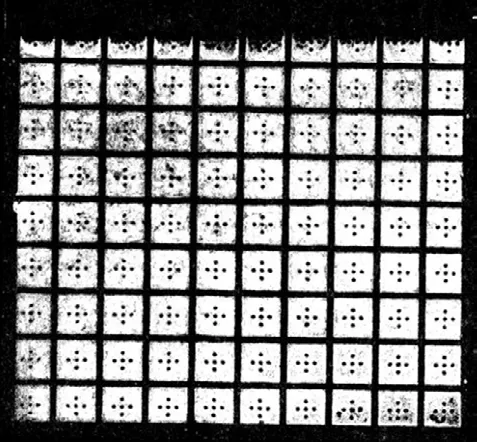
图6 GH3230 高温合金TLP 扩散焊缝超声检测照片Fig.6 Ultrasonic detecting photo of GH3230 superalloy laminate TLP diffusion weld seam
2.2 GH3230 高温合金板柱结构模拟件拉伸性能
图7 给出了GH3230 高温合金板柱结构模拟拉伸件室温拉伸之后断裂的表面形貌,可以清晰地看到,拉伸断裂试样的两侧表面上都存在方柱,焊缝一侧原来没有方柱的表面上也存在方柱,说明断裂发生在方柱(母材)中央,而没有断裂在焊缝位置上,焊缝室温强度达到与母材等强。
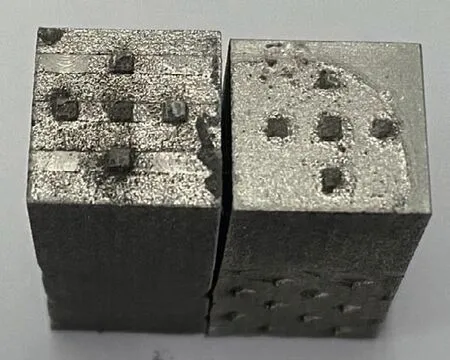
图7 GH3230 高温合金板柱结构焊缝拉伸断裂形貌(室温)Fig.7 Fracture morphology of GH3230 superalloy laminate welded structure after tensile test (room temperature)
GH3230 高温合金方柱母材室温拉伸强度平均值为849 MPa(846 MPa、844 MPa、856 MPa),950 ℃ 高温拉伸强度平均值为212 MPa(200 MPa、251 MPa、185 MPa)。GH3230高温合金板柱结构拉伸模拟件室温拉伸强度平均值为971 MPa(1019 MPa、903 MPa、992 MPa),室温拉伸强度明显高于相同GH3230 高温合金方柱的母材强度。GH3230 高温合金板柱结构拉伸模拟件950 ℃高温拉伸强度平均值为246 MPa(174 MPa、264 MPa、300 MPa),高温拉伸强度同样高于GH3230 高温合金方柱的母材高温强度。图8 给出了GH3230 高温合金板柱结构模拟件焊接接头室温/高温拉伸强度对比,清楚看到层板焊缝性能优于基体材料。
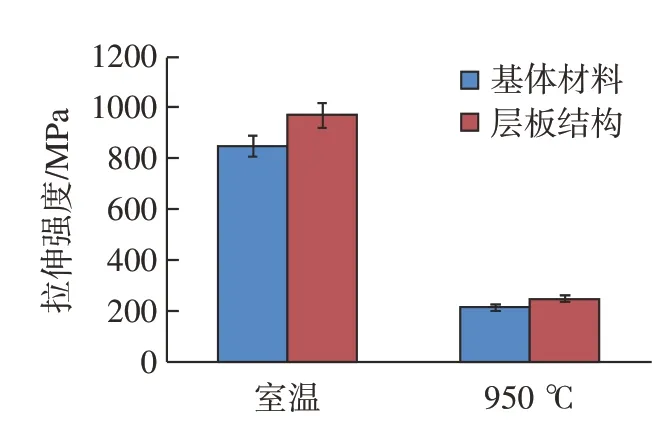
图8 GH3230 高温合金层板焊接结构与基体材料 (母材)拉伸强度对比Fig.8 Tensile strength contrast of GH3230 superalloy laminate welded structure and base metal
2.3 GH3230 高温合金棒材对接焊缝室/高温拉伸性能
GH3230 高温合金棒材对接焊缝室温和950 ℃高温拉伸断裂后的试件如图9 所示。可以看出,GH3230高温合金棒材TLP 扩散焊接为完整的棒材结构,机械加工为圆形标准拉伸试样,无论是室温还是950 ℃高温条件下拉伸,断裂均发生在远离TLP扩散焊缝的GH3230 高温合金基体材料上,充分说明TLP 扩散焊缝的室温/高温拉伸性能优于GH3230 高温合金基体;另外中间拉伸段发生明显的塑性变形,尤其是断裂位置发生显著的颈缩,TLP 扩散焊缝位置未出现变形不均匀的现象,说明TLP 扩散焊缝具备了与基体材料相类似的塑性。
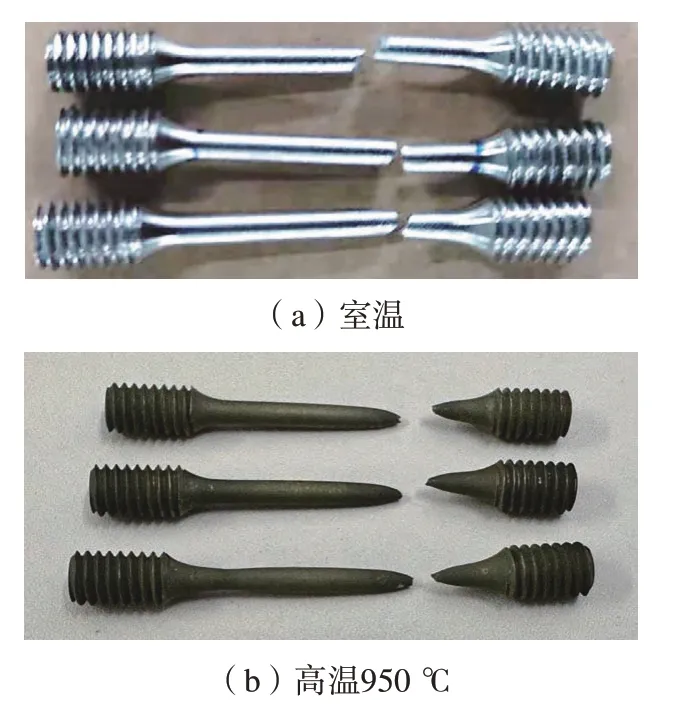
图9 GH3230 高温合金棒材对接焊缝结构室温和高温拉伸断裂试样Fig.9 Fractured samples of GH3230 superalloy butt welded structures after room temperature/high temperature tensile tests
图10给出了GH3230 高温合金棒材对接TLP 扩散焊接头室温/高温拉伸强度对比,可以清楚看到层板焊缝性能优于基体材料。GH3230高温合金棒材拉伸模拟件室温拉伸强度平均值为899 MPa(902 MPa、908 MPa、887 MPa),室温拉伸强度明显高于相同GH3230 高温合金方柱的母材强度 (849 MPa)。GH3230高温合金棒材拉伸模拟件950 ℃高温拉伸强度平均值为213 MPa(206 MPa、212 MPa、220 MPa),高温拉伸强度与GH3230 方柱的母材高温强度基本相同。此外高温拉伸延伸率超过了52%,说明整体接头具有优异的高温塑性。
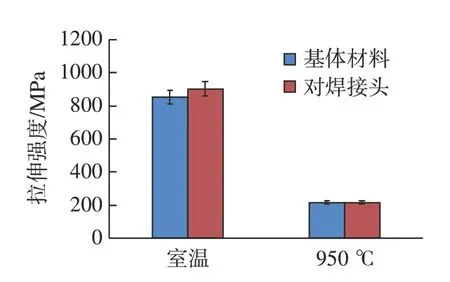
图10 GH3230 高温合金焊接接头和基体材料拉伸强度对比Fig.10 Tensile strength contrast of GH3230 superalloy welded joint and base metal
2.4 GH3230 高温合金薄板焊缝弯曲性能
图11为三点弯曲试验后GH3230高温合金薄板焊缝试样照片,可以清楚看到,GH3230 高温合金薄板焊缝通过三点弯曲成90°之后,整体焊缝依然结合良好,未发生任何开裂现象,整体呈现了优异的弯曲塑性。

图11 GH3230 高温合金薄板焊缝90°弯曲后试样Fig.11 GH3230 superalloy thin plate weld seam after 90° bending test
图12 给出了弯曲90°的焊缝截面微观组织照片,可以看到,GH3230高温合金薄板TLP 扩散焊缝从微观上也没有发现任何裂纹存在,从微观上证明了焊缝具有优异的塑性,能够承受后续弯曲加工。
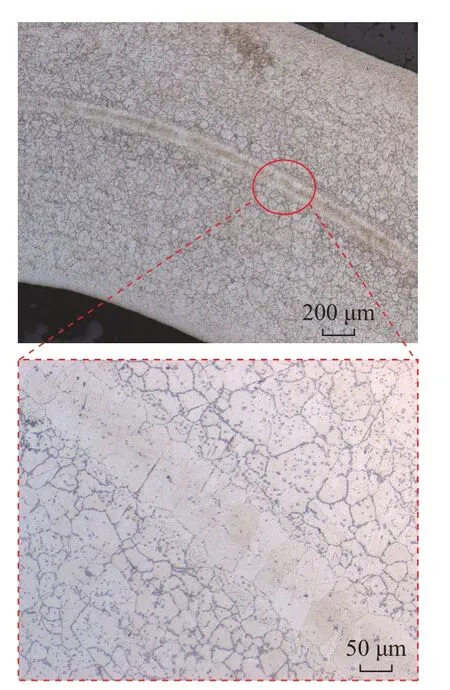
图12 GH3230 高温合金薄板焊缝90°弯曲后试样截面微观组织Fig.12 Microstructure of the cross-section of GH3230 superalloy thin plate weld after 90° bending
2.5 GH3230 高温合金TLP 扩散焊缝微观组织
图13给出了GH3230 高温合金在1200 ℃保温4 h 进行TLP 扩散焊所获得的焊缝微观组织。可以明显看出,在1200 ℃保温4 h 的工艺条件下,采用KNiCr–5 镍基中间层TLP 扩散焊接GH3230 高温合金,焊缝区域经过等温凝固后形成了均匀无缺陷的固溶体组织,焊缝宽度均匀一致,由两侧母材界面开始等温凝固的晶粒最后完全形成了一个完整的焊缝晶粒,并且与基体结合良好,无任何缺陷存在;基体中析出的强化相在焊缝区晶粒较少存在,大多聚集在焊缝附近区域。
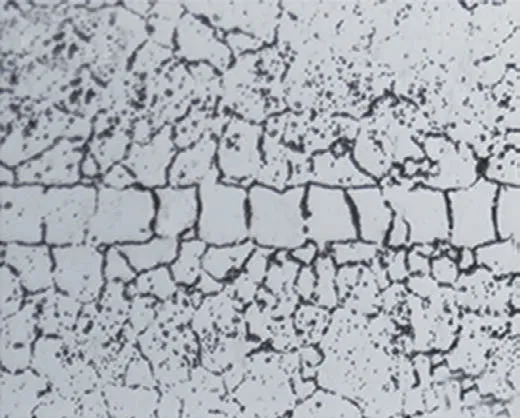
图13 GH3230 高温合金TLP 扩散焊缝区域微观组织(1200 ℃)Fig.13 Microstructure of GH3230 superalloy TLP diffusion weld seam zone (1200 ℃)
为了分析GH3230 高温合金TLP扩散焊接头区域组织成分与基体材料的差异,给出了GH3230 高温合金TLP扩散焊接头沿图14(a)中所示红线的各元素分布情况,由图14(b)可以看到,除了Co 元素以外,所有元素的线分布比较均匀,说明焊缝中元素分布与基体材料基本上没有什么差异,但是由于KNiCr–5 镍基中间层材料中Co 含量较高,且Co 元素向基体中扩散的速度较缓慢,在焊缝区域存在一个坡状突起,焊缝Co 含量较高也能有效提升焊缝的耐温性能。
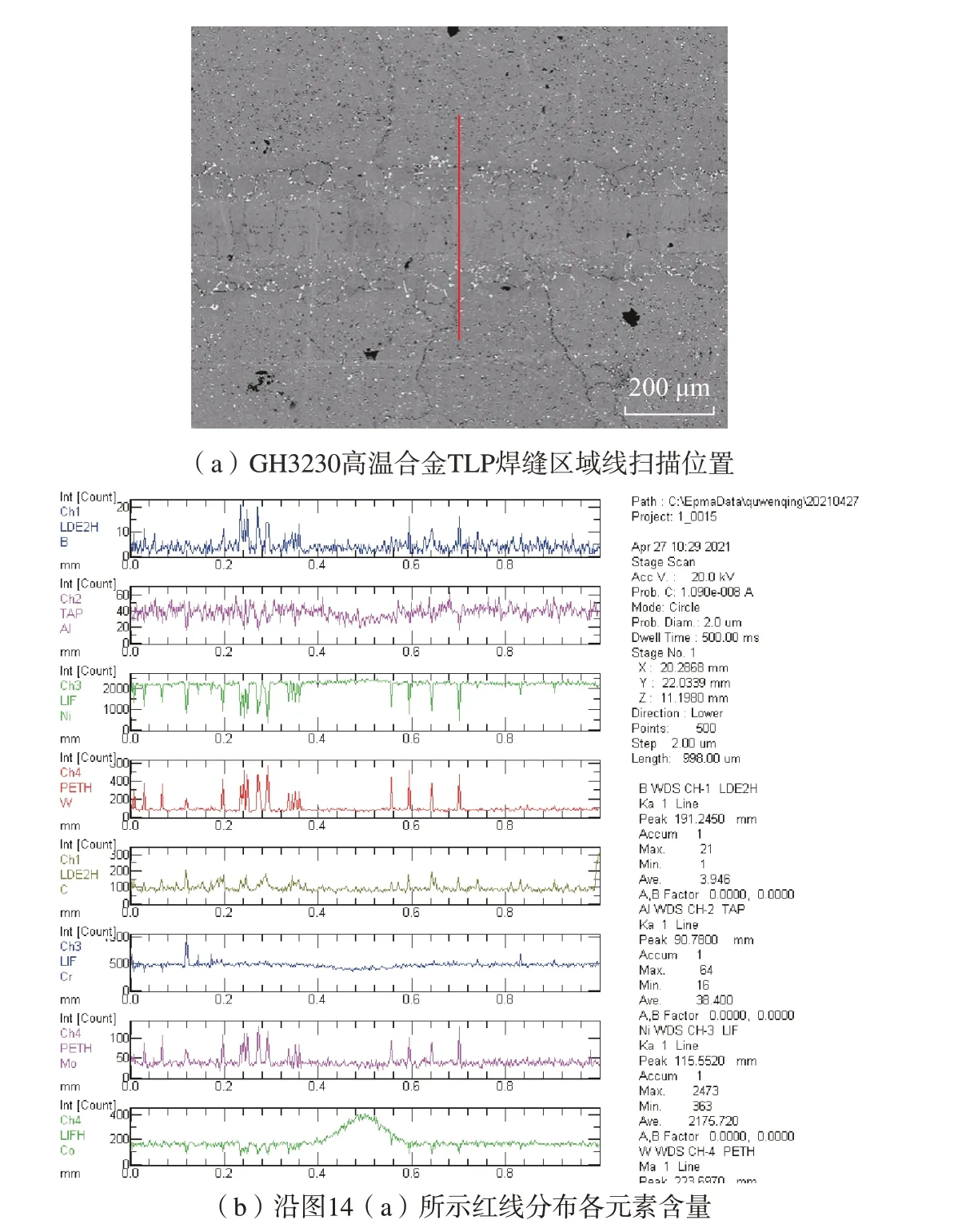
图14 GH3230 高温合金TLP 扩散焊缝区域主要合金元素分布Fig.14 Main alloy elements profiles in GH3230 superalloy TLP diffusion weld seam area
与GH3230 高温合金母材组织和成分基本相同的焊缝晶粒组织保证了焊缝不仅具有与母材强度和塑性一致的力学性能,而且由于焊缝和母材的组织成分相同,还保证了结构承受高温载荷时焊缝传热性能和GH3230 高温合金母材基本相同,因而避免了焊缝成为整个层板结构传热和受力的薄弱环节。
3 结论
采用自主研制的KNiCr–5 镍基中间层在1200 ℃保温4 h 的最佳工艺条件下对GH3230 高温合金层板结构进行了TLP 扩散焊。经相控阵超声检测发现,层板结构所有柱形结构 (扰流柱)与底板 (冲击板)焊接完好,未发现任何缺陷,未出现连续两个以上扰流柱未焊合现象,表明GH3230 高温合金层板模拟结构整体焊合率不低于95%。微观组织观察发现,焊缝形成了均匀的固溶体组织,无任何化合物相和孔洞缺陷的存在,保证了结构承受高温载荷时,焊缝也能达到GH3230 高温合金母材的传热性能,避免了焊缝成为整个层板结构传热薄弱环节。
对板柱结构模拟件和GH3230高温合金棒材对接结构进行室温和高温拉伸测试,结果表明,所有的拉伸全部断裂在GH3230 高温合金基体材料上,焊缝强度平均值均明显高于GH3230 高温合金基体性能。高温拉伸断裂试件的延伸率高达52%,GH3230 高温合金薄板焊缝90°三点弯曲后无开裂,微观观察无裂纹等缺陷,表明焊缝具有优异塑性。
猜你喜欢
哈尔滨工业大学学报(2022年5期)2022-04-19
昆钢科技(2021年1期)2021-04-13
四川冶金(2019年5期)2019-12-23
纤维复合材料(2018年3期)2018-04-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
上海金属(2016年1期)2016-11-23
山东冶金(2015年5期)2015-12-10
航空材料学报(2015年6期)2015-09-12
钛工业进展(2014年5期)2014-02-28
