抽油杆偏磨机理及防偏磨技术研究现状*
2024-04-01 07:11奚运涛赵红波王德玉于志刚
焊管 2024年3期
奚运涛,王 宇,赵红波,王德玉,于志刚,
王 雷1,张可人1,胥珊娜1,汲江涛6
(1.西安石油大学 材料科学与工程学院,西安 710065; 2.中油国家石油天然气管材工程技术研究中心有限公司,西安 710018; 3.中国石油宝鸡石油钢管有限责任公司,陕西 宝鸡 721008; 4.中国石油长庆油田公司油气工艺研究院,西安 710021; 5.低渗透油气田勘探开发国家工程实验室,西安 710021; 6.中铁第一勘查设计院集团有限公司,西安 710043)
0 前 言
有杆泵具有结构简单、操作方便、能够在比较复杂的情形下运行、在斜井和水平井中能够正常使用等优势[1],目前是最常用的采油方式。截止2022 年8 月,长庆油田大约有5 万口抽油杆井,占全部油井总数的96%以上,生产的石油占全部生产量的90%以上[2]。随着油田开采进入中后期阶段,深井、水平井、大斜度井等越来越多的新型油井进入人们的视野。中国石油每年有1 000 口以上新开发的油井,其中大斜度井约占60%以上。油井轨迹的复杂多变,随之也带来了许多严重的问题,给传统的采油方式提出了新的挑战。其中,抽油杆与油管之间的偏磨问题是新型油井的突出问题,偏磨缩短了抽油杆与油管的使用寿命,导致维护工作繁重以及石油生产成本显著升高。有数据表明[3],2015 年长庆油田设备的维修次数为42 000 次,维修费用高达5.5亿元人民币,其中抽油杆与油管偏磨导致的维修数占总维修数的42.8%。
目前,主要的防偏磨方法可以分为减小杆柱屈曲类、旋转抽油杆或油管类、避免管杆接触类和降低摩擦系数类,其中避免管杆接触类又可以细分为扶正器和柔性杆,降低摩擦系数类可细分为油管内衬技术、油管内壁涂层技术等。虽然各方法均有一定的改善作用,但又有一定的局限性,不能解决所有的管杆偏磨问题。为此,本研究归纳总结了人工举升过程中管杆产生偏磨的主要原因,对现有的防偏磨技术进行了分析和梳理,指出各方法的适用范围和局限性,并提出了现有技术的发展方向,为油田科研人员提供了数据支撑和参考。
1 偏磨原因及机理分析
1.1 交变应力
在抽油杆失效分析中,负载的周期性变化是一个关键问题,有杆泵在设计时会考虑处理一些压差,但是压差的突变就会导致运行故障。在上冲程时,抽油杆除了承受自身的质量外还要承受油液的载荷,在此期间承受拉应力;在下冲程时,抽油杆不需要承受油液的重量,在抽油杆的上半部分承受拉应力,而在抽油杆的底部承受上半部分施加的压应力[4]。这种交变载荷的作用会导致抽油杆与油管之间的接触,最终会产生磨损和失效[5]。抽油杆与油管之间的磨损如图1[5]所示。

图1 杆管偏磨示意图
1.2 复杂的井身轨迹及生产过程中的扭矩
随着油田开发进入中后期阶段,井深逐渐增大,大井群的比例越来越高。在石油开采工程中,对油井防磨损、避障等特殊要求导致油井的井段多、井斜大、整体角度变化率高,最终造成整体井身轨迹复杂。在抽油杆做往复运动时,由于轴向力会产生一个水平分力,进而产生不平衡的扭矩,在复杂的井身轨迹和扭矩的共同作用下,抽油杆与油管的内壁容易发生接触,尤其是在斜井中[6],摩擦系数显著上升,随着时间的推移,就会发生偏磨现象。偏磨有可能会导致抽油杆的断裂或者油管的泄漏。
1.3 油井结蜡
油井结蜡(蜡沉积与结垢)现象可以定义为在底层温度、压力等各种因素的作用下,石油中的固体或半固体成分(此成分通常为沥青、石蜡),从石油中析出后与油管外部形成粘连,进一步会形成固体混合物[7]。在抽油杆运行的上冲程时,结蜡会使得光杆的阻力增加,而在下冲程时,光杆的阻力会减少,这就造成了光杆的振动[8]。由于石蜡的存在,抽油杆表面的粗糙度增大,在整个行程长度或某个区域内,抽油杆会受到液体摩擦力的影响,使得阀门的阻力增加。在这种摩擦力的持续作用下,抽油杆的外径会减小,油管的内径会增大。结蜡点的摩擦力将会比其他未结蜡部位的摩擦力更大,抽油杆会发生弯曲变形,引发更加严重的偏磨。
1.4 井液流动
在实际生产实践过程中,大多忽略了井液流动对抽油杆磨损的影响,或将抽油杆视为一个等径圆柱体。抽油杆由多根杆柱通过接箍连接而成,接箍的直径要比抽油杆的直径大,当油液通过接箍时,会产生压力差,压力差对抽油杆的偏磨也会产生一定影响。
马前进[9]构建了抽油杆、接箍和油管之间的模型,通过数值模拟计算得到井液流量对有无接箍的压降影响变化趋势,如图2所示。研究结果表明,井液流动在接箍处产生的压力差在杆柱受力分析时不可忽略,井液的流动也会对杆、管的偏磨产生影响。

图2 有无接箍时的压降对比
1.5 生产参数
在石油开采过程中,需要对油井设置不同的生产参数,抽油杆的偏磨与生产参数密切相关。大冲次和高沉没度都会导致更强的侧向力和更严重的偏磨。在抽油杆的往复运动中,侧向力的变化非常剧烈。在中国酒东油田的偏磨数据统计中[10-11],偏磨井的冲次多集中于3.5 次/min 以上的油井,说明冲次较大的油井偏磨较严重。冲次增加,每个循环周期内,泵中油液的充盈程度相对就会降低,导致抽油杆与油管之间的偏磨加重。因此,对于采油率较低的油井,应当适当的减少冲次,增加冲程。油井沉没度是抽油泵下入到动液面以下的深度,统计数据表明,沉没度低于200 m 的油井偏磨率为32.5%,沉没度大于800 m 的油井偏磨率为33%,沉没度过高或者过低都会使油井偏磨率上升。当沉没度过高时,柱塞受到的浮力也会越大,抽油杆的偏磨加重;反之,当沉没度过低时,上冲程时油液来不及注入泵筒内,下冲程时泵筒会空载一段时间后突然撞击液面,抽油杆的偏磨也会加重。
1.6 复杂的井下环境
井下环境的影响因素主要有含水率、采出液的含沙量、液量、泵效、黏稠度以及矿物质含量等,不同影响因素的作用见表1。其中,含水率对抽油杆腐蚀速率影响较大,其关系如图3[12]所示,而高含沙量容易造成管口的堵塞,如图4[13]所示。
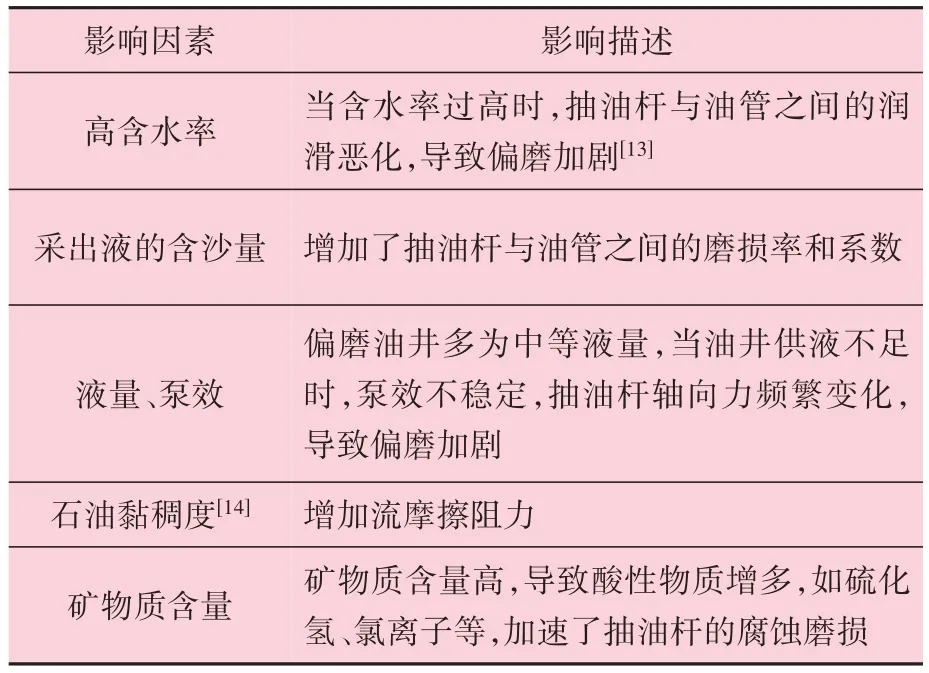
表1 井下环境的影响因素及其作用

图3 含水率与抽油杆腐蚀速率的关系

图4 高含沙量对抽油杆管口的堵塞情况
2 抽油杆防偏磨技术研究进展
油井抽油杆的偏磨问题不容忽视,由此产生的维修、保养成本非常高,在世界各国的研究人员的共同努力下,进行了大量的配套技术研究与应用,这些技术在一定程度上延长了抽油设备的服役时间,减少了材料的损耗。这些技术在思路上概括起来可分为减小杆柱屈曲、旋转抽油杆或油管、避免杆管接触、降低摩擦系数、添加化学试剂5类。
2.1 减小杆柱屈曲
通过加重技术、油管锚定技术等手段,有效解决抽油杆、油管的冲程损失和由于杆管不稳定和弯曲引起的偏磨。加重技术就是通过加重杆或者在抽油杆底部增加重块以达到增加抽油杆整体的重量,利用加重技术可以提高抽油杆整体的刚度和强度,使抽油杆处于受拉状态,避免了在下冲程过程中着力点的弯曲问题[14]。减少抽油杆弯曲、变形的几率,增强其运行的稳定性,防止偏磨情形的出现。其中加重杆的长度可由经验公式:L= 1.2HZ计算,其中HZ为中和点到抽油杆底端的距离。油管锚定技术用以减少由于抽油杆柱的往复运动带动泵运动造成的油管失稳变形,改善管柱受力状态,此项技术可以减轻管柱失稳变形造成的抽油杆和油管的摩擦损坏,减少冲程损失,延长管柱的使用寿命[15]。油管锚定技术大多通过管内外液柱引起的压差带动油管锚定器工作,可靠性差。随着系统效率的要求逐步提升以及整体优化设计因素的制约,拉伸技术往往有较多的局限性,在实际生产中已经逐渐减少此类技术的使用。
2.2 旋转抽油杆或油管技术
旋转技术的工作原理是通过上下冲程的外力或人为施加的外力使得抽油杆或油管自动旋转,抽油杆与油管之间的单一面磨损转变为圆周的螺旋状磨损[16],从而延长抽油杆的使用寿命。理论上,抽油杆和油管的旋转都可以达到上述效果,但是旋转油管所需的扭矩更大,需要消耗更多的能源,在实际生产中多数油田已经停止使用油管旋转技术。相反,抽油杆的直径更小,应用效果更好,在油田中的应用更为广泛。
2.3 避免杆管接触技术
2.3.1 扶正器
抽油杆扶正器是各油田现场应用的主要防偏转措施。扶正器的工作原理是利用扶正器的外径比抽油杆的外径大,当杆柱发生磨损时,扶正器最先与油管接触,从而减少抽油杆的磨损,延长抽油杆的使用寿命,安装扶正器前后抽油杆运动状态如图5[9]所示。抽油杆扶正器主要分为扭转式和联轴器两种:①扭转式扶正器安装在抽油杆上,这种方法的重复利用率高,可有效防止抽油杆偏磨,但容易出现位置偏移现象;②联轴器式扶正器如图6[17]所示,安装在抽油杆接箍上,磨损均匀,紧固紧密,可有效防止接箍磨损,但当偏心磨损严重时容易发生断裂,造成拉杆被拆下。

图5 装扶正器前后抽油杆运动状态示意图

图6 联轴器式扶正器
在实际生产中,具有一定数量的联轴器根据实际情况配置到抽油杆上,对扶正器的配置方案进行优化设计是当前研究的重点与难点。智勤功[18]将相邻两扶正器之间的耦合振动问题简化为具有初弯曲的简支梁耦合振动问题,在交变轴向载荷的激励下,建立了两相邻扶正器之间抽油杆的力学模型及仿真模拟,结果表明,动力学模型与静力学模型的模拟计算结果不同,动力学模型的横向变形更大,因此在以后设计扶正器配置方案时,采用动力学模型更加准确。研究成果可以为以后的抽油杆防偏磨优化提供理论基础。
扶正器自身也有一些局限性,比如相应装置磨损以后,杆管之间还是会存在偏磨,并且由于有扶正器的存在,抽油杆与油管之间的空隙减少,油液在杆管之间的空腔内流动时,阻力会增大,结蜡情况也会加重。
2.3.2 柔性杆
柔性杆的结构与常见的抽油杆有所不同,传统的抽油杆由多根抽油管通过接箍连接而成,将接箍改为可以弯曲变形的柔性连接。当抽油杆受到的阻力大于临界载荷而发生弯曲时,柔性杆可通过弯曲变形适应阻力的变化,以达到减少磨损的目的。目前这种技术还处于试验阶段,从试验油井的应用效果来看,柔性杆比普通抽油杆的磨损要轻很多。
付尧等[19]开展了碳纤维柔性杆技术的研究与应用,以解决杆管磨损、断脱问题。选择含碳量超过99%的碳纤维作为柔性杆的主体材料,碳纤维柔性杆以耐高温树脂作为树脂基体,以碳纤维作为增强材料,具有耐腐蚀、质量轻、摩擦系数低等优点。现场试验表明,碳纤维连续柔性抽油杆是一项新的工艺技术,有效缓解了钢制杆的杆管偏磨、断脱问题,同时具有节能降耗的优势,有力推动了抽油机井举升工艺更好更快地发展。
2.4 降低摩擦系数
2.4.1 油管内衬工艺
(1)内衬HDPE耐磨防腐油管技术
HDPE 油管内衬工艺是将HDPE 内衬管嵌入到油管内部,避免了抽油杆与油管的直接接触,得到抗磨性、抗腐蚀性非常强的内衬油管。这种高分子材料的基体是高密度聚乙烯,耐磨性、弹性、韧性、抵抗塑性变形的能力都显著高于普通材料,可有效防止抽油杆与油管之间的偏磨。HDPE内衬油管结构如图7[20]所示。

图7 HDPE内衬油管结构示意图
HDPE 以其耐腐蚀和改善流体流动的能力而闻名,它隔断了油井产出液对钢质油管内壁的腐蚀,可以有效防止腐蚀以及腐蚀与磨损联合作用形成的偏磨。与碳钢相比,HDPE 具有更低的摩擦系数,HDPE 内衬材料与普通抽油杆之间的摩擦系数约为0.16~0.23,同时具有高韧性和良好的弹性,可有效抵抗磨料磨损,弹性记忆效应能够让其变形后迅速恢复原状,并且承受侧向载荷的能力比裸钢管更强[21]。HDPE 用于与多相流体(水/原油/天然气)接触的环境,最高工作温度可达60 ℃。根据实验室测试[22],HDPE 的耐磨性和耐腐蚀性大约是碳钢的3 倍。HDPE 衬管技术推荐应用于现存油气田、腐蚀性气井、海上油井、管道泄漏频繁等场合[23]。同时,HDPE 的应用具有以下优势:①减少由于内部泄漏导致的流道故障次数;②延长管道寿命;③提高生产效率和降低维修养护成本。
(2)内衬GRE(玻璃纤维增强环氧树脂)耐磨防腐油管技术
地下油井的腐蚀与磨损所造成的维修与保养费用是非常昂贵的,防止这种磨损的一种非常有效的方法是在碳钢管中安装GRE 内衬油管,如图8[27]所示。用GRE 为碳钢管提供保护层的内衬技术已经存在了几十年,全球已经有超过10 万次安装。GRE内衬的独特性能使其成为对抗一系列恶劣井下环境的相对廉价的选择。该技术为昂贵的耐腐蚀合金或化学缓蚀剂处理提供了一种可行的替代方案。从世界范围内GRE 的历史表现来看,即使在最恶劣的环境中,GRE的使用寿命也非常长[24]。
图8 GRE内衬油管示意图[27]
GRE的光滑表面带来一些额外的好处。GRE内部表面的光滑度达到了5.3 μm(0.000 21 in),而碳钢的光滑度则为35.1 μm(0.001 38 in),与碳钢不同,在GRE 的整个生命周期内都会保持这种光滑度[25]。这种光滑的表面阻碍了沥青或蜡等在内衬表面的附着。
与碳钢相比,光滑表面的另一个好处是摩擦减少,压降更小。此外,GRE 衬管还适用于相对较高的井下温度(高达138 ℃),适用于大部分油气井[26]。
(3)塑料内衬油管
塑料内衬油管也称作热塑性塑料衬套,用于保护各种油田管柱,具有提高耐腐蚀性、减轻磨损、易于安装等优点,塑料内衬油管采用高密度聚乙烯(HDPE)或超高分子量聚乙烯(UHMPE)作为原材料,可在温度高达99 ℃的环境中安装;同时降低了压降,最大限度提高了流体吞吐能力,特别是在使用高速流体的高流量井中[28]。此外,在延长管材寿命方面,它们可能比耐腐蚀合金、塑料涂层和热固性内衬产品更具优势。
普通油管内壁与抽油杆的摩擦因数为0.3 左右、绝对粗糙度为0.046,塑料内衬油管与抽油杆的摩擦因数为0.16~0.23,绝对粗糙度为0.001 5,可有效减少油管内壁的磨损。内衬油管良好的耐磨性源于塑料分子自身的特点——弹性记忆效应,弹性记忆效应主要表现在两方面:一是可以吸收因内衬管与抽油杆摩擦而产生的热量;二是对于一些微小划痕可以自动愈合,所以塑料内衬油管耐磨性能够达到普通钢管的4~6 倍[29]。
(4)陶瓷内衬油管
陶瓷内衬复合油管常使用自蔓延高温合成法(self-propagating high-temperature synthesis,SHS)加工而成,具有良好的耐磨损、耐腐蚀、防结垢结蜡等性能,在实验室测试和油田实际生产中都有着不错的表现。孙海礁等[30]对N80钢管内衬陶瓷前后的金相组织、力学性能、耐高温高压腐蚀性能做了相关研究,试验表明,N80钢管内衬陶瓷后金相组织及力学性能未发生明显变化;由图9[30]可知,随着温度的升高,陶瓷内衬层的失重率呈升高趋势,且失重率明显低于金属管。
(2)新兴材料纳标不及时。对于新兴材料的采标纳标要求,目前我国尚没有明确的成文规定。据有关资料显示,许多已经设计、研发、制造成功且技术成熟的新兴材料,多年来都没有纳入规范的行业及以上标准。如此一来,严重妨碍了产品生产制造过程中的质量控制和过程控制,阻碍了新材料的推广使用进程。
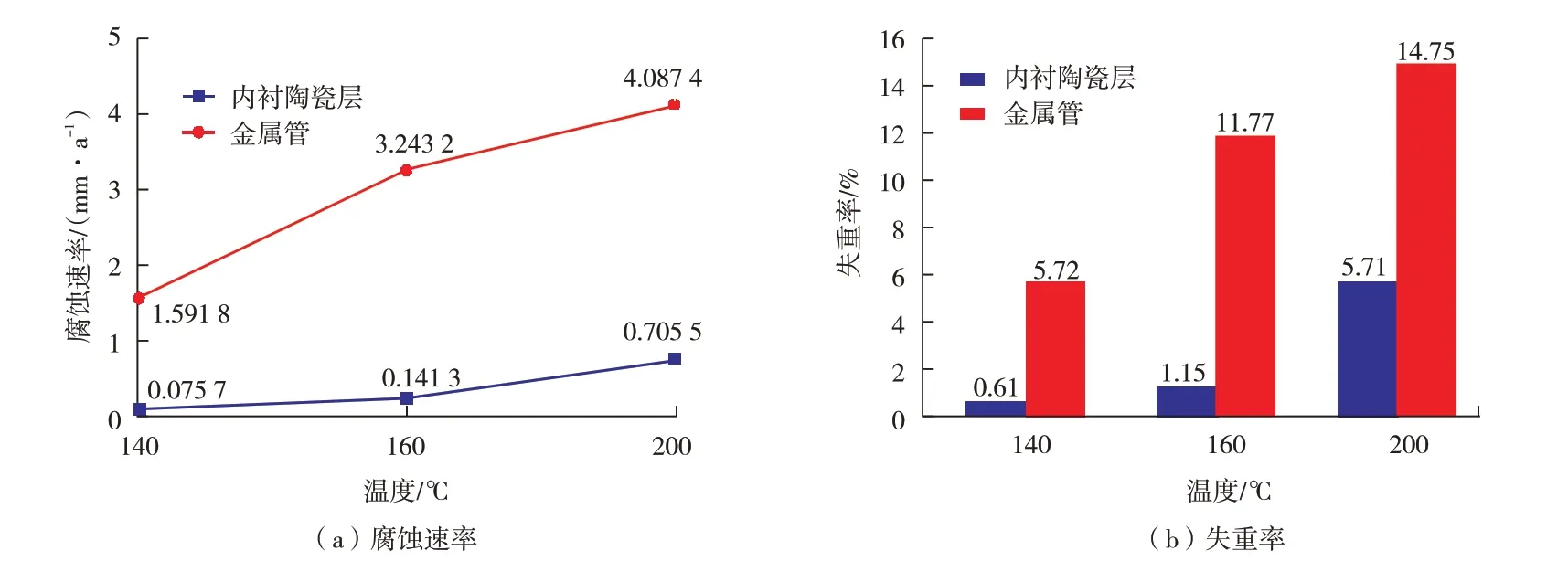
图9 金属基体与陶瓷内衬层的腐蚀速率和失重率
2.4.2 油管内壁涂层技术
减少抽油杆和油管磨损的另一种选择是使用耐磨、低摩擦涂层。类金刚石或DLC涂层由于涂层表面和对立面的低磨损,同时还具有低摩擦的优点,因此是特别有吸引力的候选涂层。此外,DLC涂层易于应用,特别是在类似于抽油杆的圆柱形几何形状上。减少磨损和摩擦的机制取决于载荷、耐磨性和其他环境因素[31]。该涂层可应用于抽油杆与油管,以减少生产过程中油管的磨损,同时保持接箍的完整性,从而能够增加抽油杆与油管的使用寿命,减少维修保养的频率。
镍基合金涂层具有良好的抗磨损和耐腐蚀性能,被广泛用于金属的强化涂层,以提高金属的耐磨性。此外,为了满足更苛刻的工程环境的需要,在镍基合金涂层中加入一些陶瓷颗粒,以获得更高的硬度和更好的耐磨性。在各种陶瓷颗粒中,碳化钛(TiC)具有较高的显微硬度(2 795HV0.2)、较高的熔化温度(3 150 °C)、较高的刚度、良好的耐腐蚀和耐冲蚀性能,有望成为镍基复合涂层的最佳强化剂之一[32]。陈宏等[33]通过激光熔覆制备TiC-Ni复合涂层,TiC 颗粒组织得到细化,提高了TiC/Ni复合材料的显微硬度和耐磨性。黄世明等[34]采用混合粉末(NiCrBSi+Ni+NiCr-Cr3C2)等离子喷涂工艺制备了原位TiC 颗粒增强镍基复合涂层。黄本胜等[35]采用混合粉末(Ni60A+B4C+Ti)高频感应熔铸法制备了TiC 增强镍基涂层。选择B4C和Ti粉末有两个原因:一是B4C 硬度高,耐磨性突出[36];二是TiB2和TiC也是通过B4C 和Ti 在高温下原位反应合成的[35]。原位TiC/TiB2增强镍基合金复合镀层具有较高的显微硬度,复合涂层的平均硬度值随B4C+Ti 粉末质量分数的增加而逐渐增大。当w(B4C+Ti)=40%时,涂层的显微硬度最高(866.7HV0.2),是基体的2.7倍左右。
2.5 添加化学试剂
2.5.1 添加除蜡剂
原油中含有石蜡、凝油、沥青质、胶质、砂和其他机械杂质,在原油的输送过程中,这些杂质会慢慢地沉积在管道内壁形成残留物,我们称之为石蜡沉积物。经过分析,石蜡沉积物中含有大约35%~45%石蜡、30%~40%凝油、15%~25%沥青质和胶质以及少量的铁锈和砂等[37]。化学试剂除蜡的原理就是在油井中添加化学药剂,化学药剂能够溶解石蜡沉积物,使得沉积物从管道上面脱落,并随油流一起流动到地表。这种方法效果显著,对油井环境要求低,成本较低,经济效益高,在各大油田的生产中都备受青睐。彭刚[38]研制出了一种新型除蜡剂,以苯乙烯、马来酸酐、烯丙基硫脲和十八醇为主要原料,通过共聚、酯化反应合成SM-ATUE 高分子防蜡剂,种清蜡剂不同于一般清蜡剂的地方在于加入了一定量的表面活性剂,其目的是希望溶解石蜡后的清蜡剂能直接与大量水互溶,并能在一段时间内保持稳定。这种清蜡剂不仅具有油基清蜡剂除蜡效果好的优点,而且还能通过稀释达到污水处理标准。
2.5.2 添加缓蚀剂
3 结论与展望
(1)井液流动在接箍处产生的压力差在杆柱受力分析时不可忽略。井液的流动也会对杆、管的偏磨产生影响。
(2)智勤功将相邻两扶正器之间的耦合振动问题简化为具有初弯曲的简支梁耦合振动问题,在交变轴向载荷的激励下,建立了两相邻扶正器之间抽油杆的力学模型及仿真模拟,研究成果可以为以后的抽油杆防偏磨优化提供理论基础。
(3)付尧等选择含碳量超过99%的碳纤维作为柔性杆的主体材料,碳纤维柔性杆以耐高温树脂作为树脂基体,以碳纤维作为增强材料,现场试验研究表明,碳纤维连续柔性抽油杆是一项新的工艺技术,有效缓解了钢制杆的杆管偏磨、断脱问题。
(4)GRE内衬的独特性能使其成为对抗一系列恶劣井下环境的相对廉价的选择。该技术为昂贵的耐腐蚀合金或化学缓蚀剂处理提供了一种可行的替代方案。
(5)陶瓷内衬油管有着良好的耐磨损、耐腐蚀、防结垢结蜡等性能,在实验室测试和油田实际生产中都有着不错的表现。
(6)目前防治偏磨的方法还有一些局限性,比如应用范围较小、成本较高、操作难度大等,这些问题的进一步突破将对抽油杆的应用研究具有重要意义。
猜你喜欢
新疆钢铁(2021年1期)2021-10-14
陶瓷学报(2021年2期)2021-07-21
养生保健指南(2018年3期)2018-04-13
工业设计(2016年8期)2016-04-16
石油化工建设(2016年6期)2016-02-27
石油化工应用(2015年9期)2015-08-10
石油化工应用(2014年7期)2014-03-11
中国中医药现代远程教育(2014年22期)2014-03-01