壳聚糖-磺化石墨烯层层自组装涂层对硬质聚氨酯泡沫的阻燃抑烟性能研究
2024-03-28 07:14:10徐锦佳柏志成沈佳豪谢清怡朱俊辉戴进峰刘元强詹先旭
中国塑料 2024年3期
徐锦佳,黄 腾,柏志成,沈佳豪,谢清怡,朱俊辉,戴进峰*,刘元强,詹先旭
(1.浙江农林大学化学与材料工程学院,杭州 311300;2.浙江省木材科学与技术重点实验室,杭州 311300;3.德华兔宝宝装饰新材股份有限公司,浙江 湖州 313200)
0 前言
RPUF 作为一种质轻保温型商业化建筑材料,因其优良的力学性能、保温隔热性能以及相对密度小、比强度高等优点,被广泛应用于建筑、汽车、家具、家电等诸多领域[1-2]。然而,RPUF 也由于自身所含的大量碳氢链和低密度的三维网状泡孔结构,极易发生燃烧,且一旦点火就迅速燃烧并产生大量有毒烟气,极易造成重大的人员财产危害。因此,对RPUF 进行阻燃抑烟处理是当前聚氨酯满足工业安全使用要求的便捷手段。
在二维、三维聚合物材料表面构建阻燃涂层是一种富有应用前景的阻燃处理方法[3-5],这是因为阻燃涂料作用于材料表面,不会影响材料的整体性能。当材料暴露在火焰下时,阻燃涂层快速形成热稳定的炭层,阻隔火焰和热量传递至基材,达到阻燃效果[6-8]。采用层层自组装法(LBL)在材料表面制备阻燃涂层是目前常用有效的阻燃手段之一[9-11]。Carosio 等[12]将DNA和壳聚糖利用LBL 法涂布在棉花表面形成阻燃涂层,研究发现基体结合DNA 和壳聚糖后,DNA 层可以通过释放磷酸和多聚磷酸来促进壳聚糖炭化,形成厚质炭层,达到阻燃目的。此外,LBL 法还具有操作简便、低成本、材料选择广泛且对环境友好等优点[13]。
二维片层纳米材料是理想的阻燃涂层材料,包括氧化石墨烯,蒙脱土,层状双氢氧化物等[14-16]。这种二维片层材料易在RPUF 表面形成物理屏障,保护基体材料并促进成炭[17],因此,不仅提高RPUF 的热稳定性和阻燃性,而且还具有提高机械强度的作用。Chen等[18]通过LBL 法制备了不同厚度的壳聚糖-蒙脱土涂层结构,研究表明壳聚糖-蒙脱土涂层能显著提高RPUF 的阻燃性,且随着涂层的增多,阻燃性能增强。Maddalena 等[19]将RPUF 依次通过CS 溶液和GO 悬浮液构建壳聚糖/氧化石墨烯(CS/GO)涂层,在SEM 中该涂层厚度增加,导致在SEM 成像之前切割样品时形成小裂纹,趋于更刚性,且保持了材料的恢复变形能力,锥形量热测试的结果显示 RPUF 的PHRR 和TSR均降低,表明CS/GO 涂层能有效防护泡沫材料的火灾安全性。磺化石墨烯是一种石墨烯的衍生物,得益于其结构上磺酸基团的作用,其不仅具有良好的分散性和阻燃性,还能保留石墨烯的部分原有性质,因此,磺化石墨烯也成为用于阻燃改性复合材料的优秀潜力候选者之一[20]。
采用环境友好手段制备阻燃涂层是一种既能实现防火安全又可高质量发展可持续发展战略的策略。基于此,本文以磺化石墨烯和生物质材料壳聚糖为原料,通过以水为溶液的层层自组装法(LBL),在RPUF 表面构筑了壳聚糖-磺化石墨烯的生物基阻燃涂层,并探究不同层数的阻燃涂层对RPUF 的阻燃性能、热降解行为、抑烟性能、燃烧行为等影响,进而为改善建筑保温材料的火灾安全给出可行的解决方案。
1 实验部分
1.1 主要原料
聚丙烯酸(PAA),50 %水溶液,Mw约3 000,上海阿拉丁生化科技股份有限公司;
壳聚糖(CS)、乙酸,分析纯,国药集团化学试剂有限公司;
磺化石墨烯(S-GN),工业级,粒径D50:3~6 μm,硫含量:<2.1 %(质量分数),碳含量:~42.4 %(质量分数),昂星新型碳材料常州有限公司;
RPUF,闭孔结构,密度:100 kg/m3,广州立泰新材料科技有限公司;
去离子水,实验室自制。
1.2 主要设备及仪器
扫描电子显微镜(SEM),F-50,日本岛津公司;
热重分析仪(TG),209 F1 Libra,德国耐驰公司;
氧指数测定仪,JF-3,南京市江宁区分析仪器厂;
水平-垂直燃烧试验机,5402,苏州阳屹沃尔奇检测技术有限公司;
烟密度测定仪,JCY-2,南京市江宁区分析仪器厂;
锥形量热仪,TT-0242,英国STANTONREDCROFT公司。
1.3 样品制备
层层自组装制备阻燃RPUF:分别配制200 mL 的5 %PAA 溶液和200 mL 的1 %乙酸溶液,备用;将称取的4.0g CS 加入到配制好的200 mL 1 %乙酸中,搅拌至完全溶解,制得2 %的CS 溶液,备用;在200 mL的去离子水中加入100 mg S-GN,搅拌至完全溶解,超声波(功率300 W)处理10 min,备用。
将裁制特定规格尺寸的RPUF在5 %的PAA溶液中浸泡10 min,然后用去离子水洗涤3 次,得到预处理的RPUF。随后,将预处理的RPUF 在CS 溶液中浸泡5 min,取出后用去离子水洗涤3 次,接着再放入和S-GN 溶液中浸渍5 min,取出后用去离子水洗涤3 次,获得一个循环处理的RPUF,记为RPUF-1LB。按照上述循环,获得不同组装层数的RPUF(RPUF-xLB,x代表组装循环),如图1 所示。将上述组装的RPUF 材料放入80 ℃烘箱中干燥24 h,样品保存备用。

图1 层层自组装阻燃涂层RPUF的制备示意图Fig.1 Diagram of preparation of layer-by-layer self-assembled flame retardant RPUF
1.4 性能测试与结构表征
采用SEM 观察阻燃涂层处理后RPUF 界面形貌和燃烧后残炭形貌。如图2 所示,在观察闭孔结构的RPUF 涂覆的涂层横截面时,样品制备的切面指在xz平面内沿x轴方向的切面内。

图2 层层自组装阻燃涂层RPUF的切面Fig.2 Layer-by-layer self-assembled flame retardant coating RPUF cross-section
采用TG 研究材料热稳定性,测试条件:氮气保护下,氮气流量为50 mL/min,温度范围为25~800 ℃,升温速率为20 ℃/min。
采用氧指数测定仪测试材料的LOI,样条尺寸:(100×10×10) mm3,测试标准:GB/T 2406.2—2009,每组平行测试5根,最终取平均值记录。
采用水平-垂直燃烧试验机对材料进行垂直燃烧(UL 94)测试,样条尺寸:(125×13.0×3.0) mm3,测试标准:GB/T 2408—2008,每组平行测试5根。
采用烟密度测定仪研究材料的发烟量大小,试样尺寸:(25.4×25.4×6.2) mm3,测试标准:GB/T 8627—2007,每组平行测试5次,最终取平均值记录。
采用锥形量热仪分析材料的燃烧行为,试样尺寸:(100×100×30) mm3,测试条件:35 kW/m2的热辐射功率下,根据测试标准:ISO 5660-1 进行燃烧。测试前,铝箔纸将试样底部和四周包裹好。
2 结果与讨论
2.1 LBL的制备及表征
RPUF 经过LBL 处理后的涂层质量变化和其界面形貌如图3(a)、(b)所示,其中涂层的界面形貌图指如图2 在xz平面内沿x轴方向的切面内。从图3 中可以得出,未处理的RPUF 材料为闭孔材料,且随着层数的增加,处理后样品的质量和厚度逐渐增加。其中,RPUF-1LB 质量增加明显(约0.276 g),归因于纯RPUF 表面其粗糙且较多的空隙图3(b)在进行前期活化时被PAA 填充。随着LBL 涂层的增加,其RPUF 每层增加的质量趋于稳定图3(a),约为0.14 g,而且阻燃涂层与RPUF 材料间具有良好的界面结合性图3(b)。上述结果也初步证实了采用LBL法可在RPUF表面构建质量均匀的CS/S-GN的阻燃涂层。

表1 不同RPUF-xLB的厚度Tab.1 Thickness of different RPUF-xLB

图3 不同层数RPUF-xLB的质量变化(a)和界面形貌图(b)Fig.3 Mass variation diagram of RPUF-xLB with different layers (a) and interface topography (b)
2.2 RPUF的燃烧性能
采用LOI 测试和UL 94 垂直燃烧测试研究不同阻燃涂层数对RPUF 阻燃性能的影响,结果如图4 所示,数据列于表2。纯RPUF 高度易燃,LOI 仅为19.7 %,在UL 94 测试中没有评级。当涂覆1LB 阻燃涂层时,RPUF-1LB 的LOI 提高至26.5 %,但材料仍燃烧剧烈,只能通过V-2 等级。随着涂层的增加,LOI 呈上升趋势,UL 94 等级逐步提高,阻燃性能明显增强。如图4(b)所示,RPUF-5BL 接触火焰时,燃烧明显受到抑制,样品两次离火后在10 s 内自熄,获得UL 94 V-0 等级,且具有最高的LOI值(35.1 %),较纯RPUF 的LOI值提高78.2 %,表明涂覆5 层壳聚糖-磺化石墨烯阻燃涂层的RPUF 具有优秀的阻燃性能,可满足保温材料在建筑领域的使用要求。

表2 不同层数的RPUF-xLB阻燃性能Tab.2 The flame retardant performance of RPUF-xLB with different self-assembly layers

图4 不同层数的RPUF-xLB的LOI变化(a)和UL 94垂直燃烧过程照片(b)Fig.4 LOI of RPUF-xLB with different self-assembly layers (a)and the process photographs of UL 94 vertical burning tests(b)
2.3 RPUF的热分解行为
图5(a)、(b)分别是RPUF 试样的热失重曲线和DTG 曲线,相关数据见表3,包括初始降解温度(T5%)、最大分解速率(Rpeak)、最大分解速率温度(Tpeak)、800 °C下的残炭量。如图5(a)、(b)所示,纯RPUF 与RPUFxLB 的降解趋势相似,在氮气氛围下RPUF 的热降解大致分为3 个阶段[21-23]:初始热降解温度为240~390 ℃,归因于RPUF 的聚氨酯键断裂;第二阶段则发生在390~450 ℃为聚氨酯键降解加剧降解和多元醇结构中脂肪酸链的断裂[7],同时,形成了不稳定碳层;随着温度升高,所有样品均在450~560 ℃阶段发生降解,该阶段的失重是由于不稳定炭层得到进一步的稳定化。
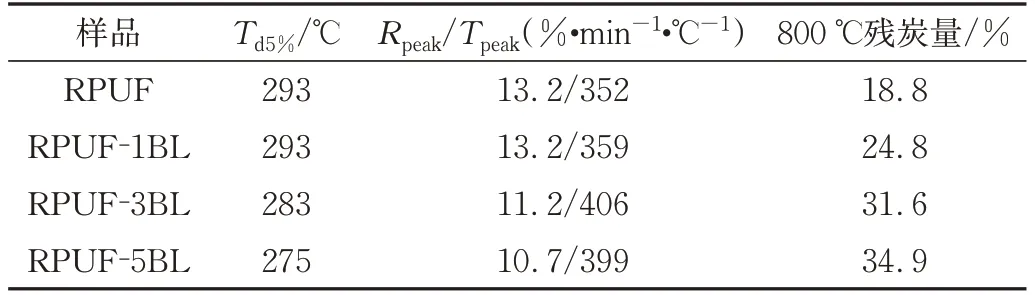
表3 不同层数的RPUF-xLB的TGA表Tab.3 TGA data of RPUF-xLB with different layers

图5 不同层数的RPUF-xLB的TGA(a)和DTG(b)曲线Fig.5 TGA(a) and DTG curves(b) of RPUF-xLB with different layers
随着LBL涂层的增加,初始降解温度逐渐下降(见表3),RPUF-5BL的Td5%由纯RPUF的(293 ℃)下降至(275 ℃),由此可见,LBL 阻燃涂层促使RPUF 的提前分解,这归因于硫化石墨烯具有催化基体脱水炭化的作用。然而,相较纯RPUF,经过LBL 法涂层处理的RPUF 的最大分解速率Rpeak随着LBL 阻燃涂层的增加而下降,而最大分解速率温度Tpeak和残炭量则随着LBL 涂层的增加而提高。其中,RPUF-5BL 表现最突出,其Tpeak为 399 ℃,800 ℃残炭量为34.9 %,比纯RPUF的Tpeak(352 ℃)和800 ℃残炭量(18.8 %)分别提高了(13.4 %)和(85.6 %),得益于硫催化成炭和CS膨胀阻燃成炭和壳聚糖-磺化石墨烯的纳米阻燃涂层的物理阻隔效应作用,从而形成高质量的炭层起到保护基体阻隔热量的作用。
2.4 抑烟性能
大部分高分子材料在燃烧过程中会产生大量的有毒烟雾和烟尘[24-25]。通过烟密度试验对RPUF 产烟行为进行评价,由图6(a)、(b)所示:各样品在初期释放大量烟气,并在短时间内达到峰值。纯RPUF 的最大烟密度(MSD)为60.1 %,烟密度等级(SDR)为32.8。当涂覆1LB 阻燃涂层时,RPUF-1LB 的MSD 迅速下降至42.8 %,SDR 降低至22.9,归因于壳聚糖-磺化石墨烯附着在RPUF 起物理隔离作用,在燃烧过程中形成热稳定性较高的碳骨架,从而导致残炭量增加(亦可从上述TGA 结果得以证明)有效阻隔传质传热,减少可燃性物质和有毒烟雾的排放。

图6 不同层数RPUF-xLB的吸收率变化曲线(a)、最大烟密度和烟密度等级(b)Fig.6 Curves of RPUF-xLB absorption rate (a) and maximum smoke density and smoke density grade (b) of different assembly layers
随着阻燃涂层数的增加,RPUF 的MSD 和SDR 进一步降低,RPUF-5BL 的MSD 和SDR 分别为22.9 %和14.9,与纯RPUF 相比,分别降低了61.9 %和120.1 %。烟密度测试表明,壳聚糖-磺化石墨阻燃涂层可以明显降低RPUF的烟气生成。
2.5 RPUF的燃烧性能
图7 是不同阻燃涂层数的RPUF 试样在锥形量热测试中的热释放速率(HRR)曲线、总热释放(THR)曲线、总烟雾产生量(TSP)曲线和增重率(MLR)曲线,相关数据列于表4。

表4 不同层数的RPUF-xLB的锥形量热分析表Tab.4 Cone data of RPUF-xLB with different layers

图7 不同层数的RPUF-xLB热释放速率(a)、总热释放(b)、总烟雾产生量(c)和增重率(d)Fig.7 RPUF-xLB heat release rate (a),total heat release (b),total smoke generation (c) and mass loss (d) of different layers
纯RPUF 在燃烧后热释放速率(HRR)迅速上升至峰值,其pHRR 和THR 分别为236.1 kW/m2和45.8 MJ/m2[图7(a)、(b)],表明纯RPUF 极高的易燃性。随着LBL 组装涂层的增加,RPUF-5BL 的pHRR和THR 分别降低至163.9 kW/m2和39.0 MJ/m2,表明LBL 组装涂层能降低RPUF 的热释放速率,抑制热量释放。
纯 RPUF 遇火迅速被点燃,点燃时间(TTI)仅为3 s,随着LBL 阻燃涂层的增加,点燃时间逐渐延长,RPUF-5BL 的TTI 达到17 s,这归因于硫的催化成炭。此外,RPUF-5BL 的总烟雾产生量(TSP)下降,较纯RPUF 降低了14.2 %,表明LBL 阻燃涂层可有效抑制RPUF 燃烧过程中的烟的产生,且增重率趋势[图7(d)]与热重测试中的残炭量趋势结果相吻合。综合上述热失重结果,LBL 阻燃涂层对火灾危险性和烟毒性降低的机理是由于涂层中磺化石墨烯的磺酸根具有脱水催化成炭功能,进而使得CS 膨胀阻燃成炭,且与RPUF 表面的石墨烯共同形成稳定的炭层,减缓了火焰和热量在凝聚相与可燃气体间的传递,不仅防止基体聚合物的进一步燃烧,而且抑制了烟的释放[8]。
2.6 残炭形貌分析
不同阻燃涂层数的RPUF 试样燃烧后炭层结构如图8 所示,纯RPUF 燃烧后残炭多孔且不连续[图8(a)],随着LBL 涂层的增加,炭层的孔洞明显减少,炭层趋于完整,表面形貌变得更加致密均匀,但仍出现裂痕[图8(b)、(c)]。当涂覆层数到达5层后,RPUF-5BL表面炭层非常致密厚实,这样的坚实炭层阻隔了热和氧对炭层之下的聚合物基体的进一步热氧化[12,15],最终达到阻燃效果,这与其最佳阻燃性能非常一致。

图8 不同层数的RPUF-xLB燃烧后残留碳层的SEM照片Fig.8 SEM of the residual carbon layer after combustion of RPUF-XLB with different layers
3 结论
(1) 涂覆5 层的RPUF-5BL 具有更好的热稳定性(399 ℃)和成炭能力(34.9 %),较纯RPUF 的最大热分解速率温度(352 ℃)和800 ℃残炭量(18.8 %)分别提高了(13.4 %)和(85.6 %)。
(2) 涂层处理后的RPUF-5BL 的LOI 达35.1 %,通过UL 94 V-0等级,满足建筑保温材料在建筑领域的安全使用要求。
(3) 得益于RPUF-5BL 在燃烧后形成厚实紧密的残炭保护层,能够有效起到隔绝火焰和热量传递的作用,RPUF-5BL 的MSD、SDR、pHRR、THR、TSP 与纯RPUF 的对应值分别下降了61.9 %、120.1 %、30.6 %、14.8 %和14.2 %,显示了该阻燃涂层是一种具有应用潜力的阻燃抑烟涂层。
猜你喜欢
合成材料老化与应用(2023年6期)2023-12-27 03:32:24
涂料工业(2022年9期)2022-10-26 07:48:52
钻井液与完井液(2022年4期)2022-10-26 06:39:02
应用化工(2021年11期)2021-12-15 03:19:18
综合智慧能源(2020年7期)2020-08-04 06:08:36
山东化工(2018年20期)2018-11-08 08:16:24
石油学报(石油加工)(2018年3期)2018-06-01 03:23:19
质量安全与检验检测(2018年1期)2018-04-27 05:35:48
黑龙江科学(2017年14期)2017-09-08 08:35:40
化学反应工程与工艺(2015年3期)2015-04-16 03:06:17