小盒商标纸在线压痕装置的设计与应用
2024-03-19 03:30:34李宇飞李建军卢良海李欢覃树良陈炎强彭品刘瑱
包装工程 2024年5期
李宇飞,李建军,卢良海,李欢,覃树良,陈炎强,彭品,刘瑱
小盒商标纸在线压痕装置的设计与应用
李宇飞,李建军*,卢良海,李欢,覃树良,陈炎强,彭品,刘瑱
(广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545006)
解决中支双铝包小盒商标纸因模切压痕不稳定出现的烟包小盒侧边弹开翻折、烟包变形等问题。设计小盒商标纸在线压痕装置,该装置包括机架、传动轴、辗送轮、压痕件、导纸轮、对压轮、压痕避让部和托纸轮,同时开展正交试验,获取压痕件半径、刃缘弧长和包装机作业速度最佳参数组合。应用在线压痕装置后,小盒商标纸压痕挺度的平均绝对误差由6.0减小至1.9,次品烟包频率由37.6包/班次降低至8.4包/班次,改进后比改进前降低了77.7%。设计的小盒商标纸在线压痕装置可使商标纸挺度处于适宜水平,降低了该类缺陷烟包频率,提高了烟包包装质量。该技术可为提高双铝包包装机的产品质量、作业效率及稳定性提供支持。
小盒商标纸;压痕装置;包装机;次品烟包;压痕挺度
随着卷烟产品包装不断走向高端化和精细化,各种异形包装设计成为新的发展趋势。YB418包装机是卷烟企业常用的一款异形包装机组,可用于双铝包设计等各种复杂卷烟的外包装作业[1]。双铝包设计主要针对高端卷烟产品,其商标纸的设计大多采用特殊工艺,如透镜定位复膜纸与丝网印刷雪花工艺、烫金文字微纳压纹工艺等,以体现高端产品的外观特色,但对商标纸的上机适应性带来一定的影响。在包装过程中,产品的包装质量主要受设备及材料特性的影响[2-5]较大,如受小盒商标纸模切压痕不足、材料特性不稳定及设备结构改进不良等因素的影响,常出现烟包变形、烟包侧边弹开及衬纸翻折等现象,造成卷烟外观质量问题,增加了辅材消耗,影响了设备作业效率[6-9]。针对此类现象,在相关研究中,主要通过增加上胶点位、限制商标纸漂移等措施进行改善[10-11]。苏荣长[12]通过增加双边弹簧压紧机构,实现烟包的稳定输送以减少烟包变形。虎宏林[13]通过优化商标纸上胶输送结构,改善上胶点位效果,降低了因商标纸上胶效果欠佳而导致的烟包缺陷。张成鹏等[14]通过增加商标纸导向滚压装置,改善商标纸输送功能,减少了商标纸输送不平稳导致的故障停机次数与烟包缺陷。上述研究中,增加商标纸上胶点位可导致胶水的消耗增加及易引发烟包胶水溢出等问题,而加装导向滚压装置则是通过改善输送功能减少卡纸导致的停机次数与烟包缺陷,针对烟包变形、侧边弹开及衬纸翻折等问题作用有限。谢长芹等[15]发现影响上机适应性的材料因素主要有商标纸的挺度、静摩擦因数与动摩擦因数,但针对商标纸压痕挺度问题导致的烟包侧弹开、烟包变形等方面的研究较少。
综上所述,本文基于商标纸的材料特性开展研究。通过设计一种在线压痕装置对商标纸折叠沿线进行刻痕加深,使其压痕挺度处于适宜区间,保持稳定的预折叠姿态,提高后续包装成型过程中的平顺性及上胶质量,从而保障卷烟产品质量,提升设备运行效率。
1 商标纸压在线痕装置的设计
1.1 结构组成
采用三维设计软件对商标纸在线压痕装置的相关零部件进行三维建模及虚拟装配。商标纸在线压痕装置主要由机架、传动轴、辗送轮、压痕件、导纸轮、对压轮、压痕避让部和托纸轮等部件组成,如图1所示。
在图1中,两侧机架(包装机基体)对压痕装置进行支撑固定,轴承嵌入机架内部,用于限制传动轴Ⅰ和传动轴Ⅱ的轴向和径向移动。辗送轮、导纸轮固定于传动轴Ⅰ上,对压轮、托纸轮固定于传动轴Ⅱ上,两传动轴由包装机伺服电机提供动力进行相对转动。
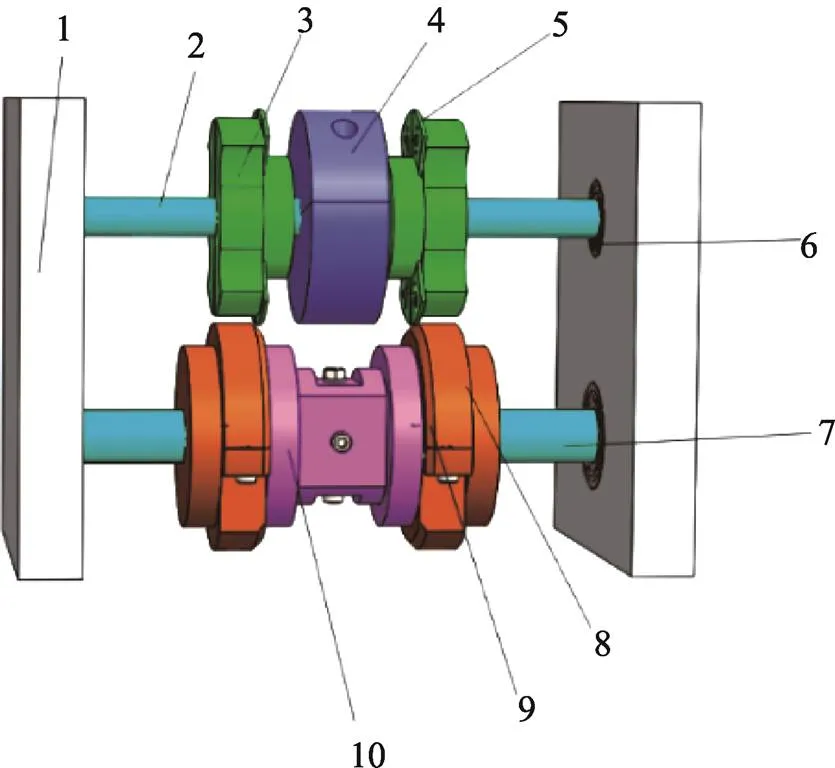
1.机架;2.传动轴Ⅰ;3.辗送轮;4.导纸轮;5.压痕件; 6.轴承;7.传动轴Ⅱ;8.对压轮;9.压痕避让部;10.托纸轮。
1.2 工作原理
压痕装置对商标纸的压痕作用如图2所示。商标纸1通过前序传送机构进入辗送轮3上的压痕件2与对压轮4上的压痕避让部5所处的间隙中,该间隙略小于小盒商标纸厚度。压痕件外周呈圆弧状刃缘,压痕避让部侧端面为5(边长)×45°(倒角),两者的相互作用可对商标纸原有的折叠沿线进行压痕加深,从而改变其压痕挺度,使商标纸具有一定的内应力保持较好的预折叠姿态及稳定性。避免在后续折叠成型时产生因胶水吸附效果不良导致的烟包散开问题,同时也可避免在包装环节完成后出现商标纸重新弹开的现象,有效地降低了烟包包装过程出现衬纸翻折、烟包变形等现象的频次;压痕件与压痕避让部相对转动时,两部件与商标纸间的摩擦力可将商标纸有效地进行下一步传送,但压痕部位与商标纸长期的摩擦作用易引起压痕部件的磨损,使得传送通道间隙变大,导致作用力不足引起商标压痕浅、传送效果受到影响。为避免该情况,在压痕件上增加滑槽结构,使其可通过松动滑槽机构上的锁紧螺钉对通道间隙大小进行调节,以保证装置的正常运行。
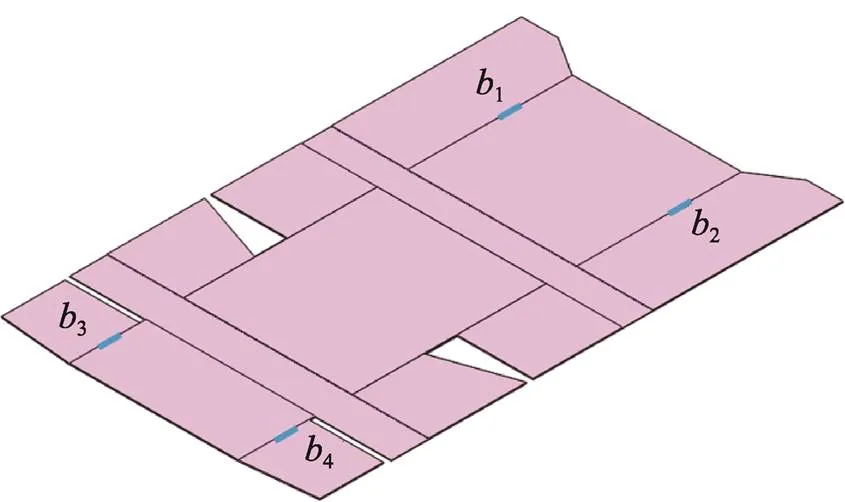
图3 压痕点位
2 参数设计
2.1 参数选择
结合压痕装置工作原理可知,通过调整压痕件的径向位置,可实现商标纸痕深的调整,减小折叠沿线的挺度偏差。影响压痕挺度的因素主要有:压痕件的半径、压痕件边缘刃的弧长及包装机的作业速度。压痕件伸出半径越大,导致压痕件与压痕避让部之间的商标纸传送通道间隙越小,商标纸的痕深越大,挺度随之变小;压痕件边缘刃弧长越大,压痕线越长,压痕挺度也随之变化;包装机的作业速度越大,压痕结构对压痕点位的作用时间变短,而商标纸自身材质具有一定的弹性,此时痕深未定形,会造成痕深一定程度的复位。由此可知在本试验中,影响压痕挺度的因素主要是压痕件的半径(mm)、压痕件边缘刃的弧长(mm)、包装机的作业速度(包/min)3个因素。因小盒商标纸材料在3、4位点的模切长度最大值为24 mm,所以压痕件缘刃的弧长最大值选择为24 mm,YB418包装机的额定作业速度为200包/min。根据预试验结果与实际情况,设计试验因素水平如表1所示。
2.2 正交试验设计
根据三因素三水平的正交表L9(33)设计正交试验,具体试验方案如表2所示。按照方案依次对YB418双铝包装机进行试验,每种方案测试时间持续1 h并重复进行3次。收集统计每种试验方案在规定时长内产生的缺陷产品数量,并计算出现该类产品的平均频次。
表1 因素水平
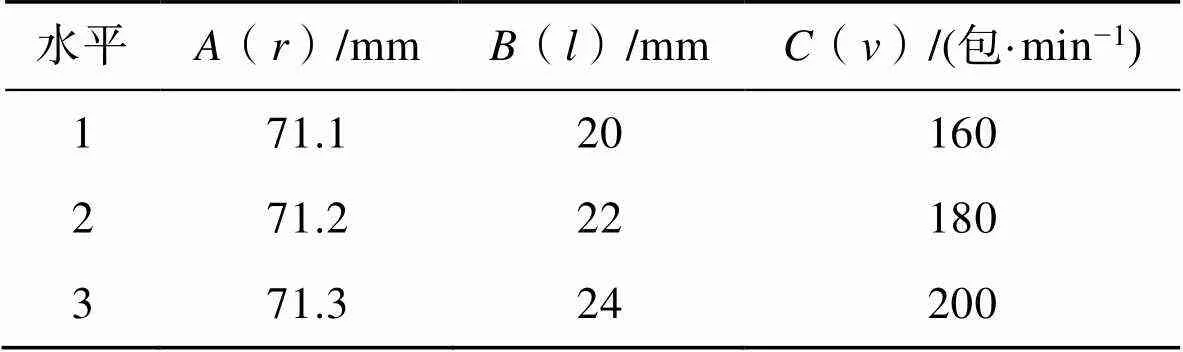
Tab.1 Levels of factors
由表2可知,因子影响从大到小为、、;最佳组合为332。
2.3 试验结果分析
试验结果如表2所示,Delta反映了该因子对结果影响的大小[16-19]。实际生产中,影响烟包变形、侧边弹开、翻折现象频次的原因复杂。试验中,上胶点位和包装原辅材料保持不变的情况下,机器运行速度过高,商标纸与胶水接触时间短,两者不易黏接且商标纸易反弹。压痕刃缘弧长与压痕半径分别影响商标纸的刻痕长度与深度,刻痕长度与深度的值越大,商标纸保持预折叠姿态的稳定性越佳。由表2可知,压痕件刃缘弧长(因素B)对烟包缺陷频次的影响最大,其次是压痕件半径,包装机运行速度对烟包缺陷频次的影响最小。最佳参数组合为332,即压痕件半径为71.3mm、压痕件刃缘弧长为24 mm、包装机运转速度为180包/min时,单位小时内出现缺陷烟包的频次最少。进一步分析可知,压痕件刃缘和半径增大,小盒商标纸压痕位点能具有较长、较深的压痕,使其具备较好的挺度标准,以保持良好的预折叠姿态,最终达到减少缺陷烟包频次的目的。
表2 烟包次品出现频次试验

Tab.2 Test on frequency of defective cigarette packs
注:Delta表示每个因子的最大平均响应值和最小平均响应值之差。
图4表明,缺陷烟包频次随着压痕件半径、压痕件缘刃的弧长的增大逐渐减小,随着包装机的作业速度的增大先减小后增大,在包装机速度为180包/min时最小。由于双铝包小盒在3、4位点模切长度的最大值为24 mm,因此压痕件缘刃的弧长的最大水平即为最优水平。随着压痕件半径的增大,烟包变形、侧边弹开、衬纸翻折频次减小的趋势逐渐变缓,可在压痕件缘刃的弧长为24 mm、包装机的作业速度为180包/min的基础上增加验证试验,确定压痕件半径的最优水平。
3 应用效果
3.1 试验设计
主要材料:真龙某牌号卷烟,广西中烟工业有限责任公司柳州卷烟厂;小盒商标纸,浙江美浓世纪集团有限公司生产,根据卷烟盒包装印刷品检验方法[20],商标厚度为(0.3±015)mm,压痕挺度为(55±7)g。
主要设备:YB418双铝包包装机,上海烟草机械有限责任公司;商标纸在线压痕装置,自设计。
试验:设定YB418双铝包包装机的生产速度为180包/min,每个工作日运行8 h;改进后装置参数取试验中的最佳组合,收集统计机组设备改进前后各5个班次小盒商标纸的压痕挺度、平均绝对误差以及出现的缺陷烟包数量,并求其相应平均值。
3.2 数据分析
商标纸在线压痕装置安装前后出现缺陷烟包数量对比如表3所示。由表3可知,装置改进前后,小盒商标纸压痕挺度的平均绝对误差由6.0减小至1.9,有效地解决了模切痕深不足、压痕挺度不稳定等问题,同时缺陷烟包频率由37.6包/班次降低至8.4包/班次,改进后比改进前下降了77.7%。
表4为在线商标纸压痕装置应用前后商标纸压痕挺度与缺陷烟包数量单因素方差分析结果。其中压痕位1、2、3处的压痕挺度以及缺陷烟包数量存在极显著的差异(≤0.01),压痕位4处的压痕挺度存在显著差异(0.01<<0.05),表明所设计的小盒商标纸在线压痕装置可以有效地改善小盒商标压痕挺度的稳定性,降低缺陷产品频次,提高设备生产效率。但可能由于小盒商标纸厚度不均匀,导致商标纸压痕装置对不同压痕位压痕挺度的影响效果不同,后续有必要对小盒商标纸厚度对压痕挺度的影响规律开展相关研究。

图4 因素水平均值
表3 安装商标纸压痕装置前后商标纸压痕挺度,以及变形、侧边弹开、衬纸翻折烟包数量对比

Tab.3 Comparison of stiffness, deformation, side bounce, and number of folded cigarette packs before and after installing the trademark paper indenting device
表4 压痕装置安装前后商标纸压痕挺度,以及变形、侧边弹开、衬纸翻折烟包数量差异性分析

Tab.4 Analysis of differences in stiffness, deformation, side bounce and number of folded cigarette packs before and after installing the trademark paper indenting device
4 结语
针对小盒商标纸模切压痕挺度不稳定引起的产品质量缺陷、设备作业效率降低、辅材消耗增大等问题,设计了商标纸在线压痕装置。通过对商标纸模切线再次压痕,改变商标纸的压痕挺度,使之保持较佳的预折叠状态进行包装成型。以柳州卷烟厂YB418双铝包包装机、“真龙某牌号”卷烟商标纸作为测试设备和材料进行试验。结果表明,安装商标纸在线压痕装置后,缺陷烟包频率由37.6包/班次降低至8.4包/班次,频率降低了77.7%。该技术方案可为提高同类双铝包包装机的作业效率及稳定性提供支持。
[1] 苏琦, 吴建军. YB418型双铝包异型包装机内衬纸切割装置的设计[J]. 烟草科技, 2017, 50(6): 81-87.
SU Q, WU J J. Design of Inner Liner Cutting Device for YB418 Double Aluminum Foil Cigarette Packer[J]. Tobacco Science & Technology, 2017, 50(6): 81-87.
[2] 张迎新, 张苧元, 朱雅清, 等. 卷烟商标纸上机适用性预测研究[J]. 科学技术创新, 2020(15): 164-165.
ZHANG Y X, ZHANG N Y, ZHU Y Q, et al. Study on Prediction of Applicability of Cigarette Trademark Paper Machine[J]. Scientific and Technological Innovation, 2020(15): 164-165.
[3] 李健, 石大松, 张纯旺, 等. 烟用商标纸卷曲变形原因浅析及控制[C]// 中国烟草学会2017年学术年会, 北京, 2017.
LI J, SHI D S, ZHANG C W, et al. Analysis and Control of the Causes of Cigarette Trademark Paper Curling and Deformation[C]// 2017 Academic Annual Meeting of the China Tobacco Society, Beijing, 2017.
[4] 高雪峰. GDX2硬盒包装机小盒商标纸消耗高的解决方法[J]. 科技与企业, 2014(6): 245-246.
GAO X F. Solution to High Consumption of Small Box Trademark Paper in GDX2 Hard Box Packaging Machine[J]. Science-Technology Enterprise, 2014(6): 245-246.
[5] 谭洵, 牟桂珍, 刘志宏, 等. 基于YB25型软盒包装机的商标纸成型质量提升研究[J]. 轻工科技, 2022, 38(5): 27-29.
TAN X, MOU G Z, LIU Z H, et al. Research on Improving the Quality of Trademark Paper Forming Based on YB25 Soft Box Packaging Machine[J]. Light Industry Technology, 2022, 38(5): 27-29.
[6] 牟桂珍, 张辉, 周文娟. GDX1商标纸粘贴不牢原因分析及排除方法[J]. 轻工科技, 2021, 37(2): 54-55.
MOU G Z, ZHANG H, ZHOU W J. Analysis of the Reasons and Troubleshooting Methods for Poor Adhesion of GDX1 Trademark Paper[J]. Light Industry Technology, 2021, 37(2): 54-55.
[7] 徐靖, 孙靖倚, 朱仁彪. 浅谈GDX6S包装机商标纸吸风带抗震稳定机构的改进[J]. 中国设备工程, 2019(17): 60-61.
XU J, SUN J Y, ZHU R B. Discussion on the Improvement of Anti-Seismic Stability Mechanism of Brand Paper Suction Belt of GDX6S Packaging Machine[J]. China Plant Engineering, 2019(17): 60-61.
[8] 王月, 黄虹. 卷烟小盒密封性对质量的影响[J]. 科技风, 2018(30): 229.
WANG Y, HUANG H. Influence of Cigarette Packet Sealing on Quality[J]. Technology Wind, 2018(30): 229.
[9] 赵海洋, 贾晓慧, 王芳, 等. 卷烟商标纸表面特性与印刷适性研究[J]. 数字印刷, 2022(1): 53-60.
ZHAO H Y, JIA X H, WANG F, et al. Study on Surface Properties and Printability of Cigarette Label Paper[J]. Digital Printing, 2022(1): 53-60.
[10] 李志勇. 八角烟包商标纸预折装置的改进[J]. 福建茶叶, 2019, 41(5): 106.
LI Z Y. Improvement of Pre-Folding Device for Trademark Paper of Octagonal Cigarette Packets[J]. Tea in Fujian, 2019, 41(5): 106.
[11] 王伟, 王盼. 降低ZB45包装机商标纸包装废烟量[J]. 设备管理与维修, 2018(10): 123-125.
WANG W, WANG P. Reduce the Amount of Cigarette Waste in Trademark Paper Packaging of ZB45 Packaging Machine[J]. Plant Maintenance Engineering, 2018(10): 123-125.
[12] 苏荣长. ZB45包装机小盒侧边弹开的分析与改进[J]. 厦门科技, 2018(3): 53-55.
SU R C. Analysis and Improvement of Side Bounce of Small Box of ZB45 Packaging Machine[J]. Xiamen Science & Technology, 2018(3): 53-55.
[13] 虎宏林. GDX2包装机商标纸系统改进研究[D]. 昆明: 昆明理工大学, 2021: 23-26.
HU H L. Research on Improvement of GDX2 Packaging Machine Trademark Paper System[D]. Kunming: Kunming University of Technology, 2021: 23-26.
[14] 张成鹏, 张鹏, 张杰, 等. YB47型包装机商标纸导向滚压装置的改进[J]. 烟草科技, 2017, 50(3): 94-98.
ZHANG C P, ZHANG P, ZHANG J, et al. Improvement of Label Guiding and Rolling Device in YB47 Packer[J]. Tobacco Science & Technology, 2017, 50(3): 94-98.
[15] 谢长芹, 孙羽, 张卷. 烟用包装纸检测指标与上机适用性分析[J]. 安徽农业科学, 2015, 43(14): 231-235.
XIE C Q, SUN Y, ZHANG J. Detection Indicators of Tobacco Wrapping Papers and Applicability Analysis[J]. Journal of Anhui Agricultural Sciences, 2015, 43(14): 231-235.
[16] 卢彦华, 肖春菊, 于录, 等. 正交试验法解决卷烟小盒包装凹陷[J]. 农产品加工(下), 2010(9): 72-73.
LU Y H, XIAO C J, YU L, et al. Using Orthogonal Design to Solve Cigarette Locket Sunken[J]. Farm Products Processing, 2010(9): 72-73.
[17] 王己锋, 黄建龙, 饶伟, 等. MAX1-8接装机最后切割装置的改进[J]. 烟草科技, 2019, 52(2): 115-120.
WANG J F, HUANG J L, RAO W, et al. Modification of Final Cutting Unit in MAX1-8 Filter Assembler[J]. Tobacco Science & Technology, 2019, 52(2): 115-120.
[18] 闫铁军, 周崇健, 王跃, 等. 打叶框栏与打辊转速对打叶质量的影响[J]. 烟草科技, 2020, 53(11): 76-82.
YAN T J, ZHOU C J, WANG Y, et al. Influences of Threshing Frame Basket and Rotational Speeds of Threshing Drum on Leaf Threshing Quality[J]. Tobacco Science & Technology, 2020, 53(11): 76-82.
[19] 邵名伟, 严志景, 谢映松, 等. 预打孔卷烟接装纸施胶效果及胶辊设计参数对通风率的影响[J]. 烟草科技, 2018, 51(5): 81-86.
SHAO M W, YAN Z J, XIE Y S, et al. Influences of Preperforated Tipping Paper Gluing Factors and Design Parameters of Glue Roller on Ventilation Rate of Cigarette[J]. Tobacco Science & Technology, 2018, 51(5): 81-86.
[20] 中国产学研合作促进会. 印刷智能工厂纸盒折痕挺度与开合力控制及检测方法: T/CAB 0072—2020[S]. 北京: 中国标准出版社, 2020.
China Industry-University-Research Institute Collaboration Association. Smartfactory of Printing-The Method Ofcontrol Andtest Methods of Crease Stiffness Andopening Force In Carton: T/CAB 0072-2020[S]. Beijing: Standards Press of China, 2020.
Design and Application of Online Indenting Device for Small Box Label Paper
LI Yufei,LI Jianjun*, LU Lianghai,LI Huan,QIN Shuliang,CHEN Yanqiang, PENG Pin,LIU Zhen
(Liuzhou Cigarette Factory, Guangxi China Tobacco Industry Co., Ltd., Guangxi Liuzhou 545006, China)
The work aims to solve the problems that the side of the small box of cigarette packs pops open and folds, and the cigarette packs are deformed due to insufficient die-cutting and indentation on the trademark paper of the small double-aluminum pack. An online indenting device for small box label paper was designed. The device included a frame, transmission shaft, a rolling wheel, a indenting piece, a paper guide wheel, a counter-pressing wheel, a indenting avoiding part and a paper supporting wheel. At the same time, an orthogonal test was carried out to obtain the optimal parameter combination of the radius of the indented part, the arc length of the blade edge and the operating speed of the packaging machine. After the indenting device was improved, the average absolute error in indentation stiffness of small box label paper was reduced from 6.0 to 1.9, and the frequency of defective cigarette packs was reduced from 37.6 packs/shift to 8.4 packs/shift, which was a 77.7% reduction from the original one. The designed online indenting device for small boxes of trademark paper can keep the stiffness of the trademark paper at an appropriate level, reduce the frequency of such defective cigarette packs, and improve the packaging quality of cigarette packs. This technology can provide support for improving the product quality, operating efficiency and stability of the double-aluminum bag packaging machine.
small box trademark paper; indenting device; packaging machine; defective cigarette packs; indentation stiffness
TB486
A
1001-3563(2024)05-0151-06
10.19554/j.cnki.1001-3563.2024.05.018
2023-07-31
广西壮族自治区工业和信息化厅技术创新项目(桂工信园区〔2023〕161号)
猜你喜欢
科学技术创新(2020年4期)2020-04-02 09:58:32
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
中国设备工程(2019年17期)2019-09-24 09:25:14
设备管理与维修(2019年9期)2019-09-12 07:44:06
儿童漫画(上)(2016年7期)2016-05-13 02:34:04
设备管理与维修(2015年1期)2015-01-06 07:47:20
印刷技术·包装装潢(2014年4期)2014-06-18 23:29:06
湖南安全与防灾(2010年1期)2010-11-10 03:15:20
知识窗(2010年7期)2010-05-14 09:07:49