机车不锈钢薄壁管自动化焊接工艺研究
2024-03-06 07:02闻学伟
全面腐蚀控制 2024年1期
闻学伟
(中车资阳机车有限公司,四川 资阳 641301)
0 引言
机车不锈钢薄壁管(奥氏体不锈钢)组焊时总体长度15m,由若干对接管和管座及支管组成,具有形状特殊、结构复杂等特点,在焊接过程中工件无法转动,只能选择全位置自动管焊机实施焊接。为了掌握全自动管焊机的焊接特点,根据EN15085(EN ISO 15614)进行了焊接工艺试验及评定,掌握了采用自动化焊接的焊接工艺和操作要领,为不锈钢薄壁管的焊接生产提供了技术支持和依据。实践证明,按照评定合格的焊接工艺进行机车不锈钢薄壁管的焊接完全满足机车质量要求。
1 奥氏体不锈钢的焊接性
[1]奥氏体不锈钢具有良好的焊接性,但在焊接过程中奥氏体从高温冷却到室温时,由于C、Cr、Ni、Mo等合金元素的差异,金相组织转变的差异,或者焊接材料和焊接工艺的不同,其焊接接头可能会出现以下几种问题。
晶间腐蚀倾向:当奥氏体不锈钢在焊接热循环下停留在450~850℃的温度范围内,或加热到450~850℃的温度范围内时,热影响区奥氏体不锈钢的碳和铬形成碳化铬,使晶界奥氏体局部贫铬,造成腐蚀,失去耐腐蚀性,形成晶间腐蚀。
热裂纹倾向:与其他不锈钢相比,奥氏体不锈钢具有更高的热敏感性,在焊缝和近焊缝区存在产生热裂纹的可能性。热裂纹通常分为三类:凝固裂纹、液化裂纹和高温塑性损失裂纹。凝固裂纹主要出现在焊缝部位。液化裂纹出现在熔合线附近或者多层多道焊层间的近缝区域。焊缝中的金属凝固结晶结束时,常出现高温失塑裂纹。
焊接接头的脆性倾向:奥氏体不锈钢焊接过程中,焊缝中γ相和δ相都可能发生σ相变。σ相是一种硬化的金属间化合物,主要集中在奥氏体柱状晶的晶界,晶格复杂。这主要是由于σ相在焊缝中的析出,导致焊缝塑性和韧性严重下降,抗晶间腐蚀能力下降。
2 不锈钢薄壁管的自动化焊接工艺评定
按照EN15085(EN ISO 15614)金属材料焊接工艺规程及评定-焊接工艺试验要求,以奥氏体不锈钢(06Gr19Ni10)为母材进行试件制备、焊接和检验,焊接了对接焊缝和角焊缝。
2.1 材料、设备
2.1.1 试件材料及制备
不锈钢管θ10×1.5×200mm(6根),不锈钢板100×100×2mm(2块),其中4根用于对接焊缝的不锈钢管需倒角去毛刺,管对接焊时对口不留间隙;用于角焊缝的2根管子不用倒角,与钢板组成T型角焊缝。
2.1.2 焊接材料
ER309L焊丝,θ0.8mm;氩气纯度≥99.99%;铈钨极CeW;θ2.4mm。
2.1.3 焊接设备
使用orbitalum 180 sw TIG焊自动管焊机,机头型号:TP 250。
2.2 自动化焊接工艺
2.2.1 焊前清理
为保证焊接质量,使用无水乙醇(CH3CH2OH)对坡口表面及两侧各20mm范围内进行清理,去除掉油污和杂质。
2.2.2 焊接保护
奥氏体不锈钢材料采用全焊透的焊接方式,焊缝背面极易发生氧化反应,所以焊接时,气体保护区域有熔池、背面焊缝、已焊焊缝和热影响区三部分,所以分别采取焊缝背面保护、喷嘴保护。喷嘴保护气体使用纯度为99.99%的纯氩,氩气流量在12~14L/min之间,氩气流量过大不容易形成稳定的气流层,反而影响保护效果。焊缝背面保护采取管子通气保护,保护气体为99.99%的纯氩,氩气流量在4~5L/min之间,管口末端扎一小孔,方便置换出管内的空气。
2.2.3 焊接工艺
对接焊缝程序设置:(1)前吹气阶段,转子启动延时3s,送丝启动延时2s;(2)第一象限,0~67°,高脉冲电流58A,低脉冲电流26A,高脉冲时间0.1s,低脉冲时间0.1s,脉冲线速度120mm/min,高脉冲送丝速度600mm/min,低脉冲送丝速度450mm/min;(3)第二象限,67~149°,高脉冲电流60A,低脉冲电流28A,高脉冲时间0.1s,低脉冲时间0.1s,脉冲线速度120mm/min,高脉冲送丝速度600mm/min,低脉冲送丝速度450mm/min;(3)第三象限,149~225°,高脉冲电流61A,低脉冲电流28A,高脉冲时间0.1s,低脉冲时间0.1s,脉冲线速度120mm/min,高脉冲送丝速度600mm/min,低脉冲送丝速度450mm/min;(4)第四象限,225~360°,高脉冲电流50A,低脉冲电流24A,高脉冲时间0.1s,低脉冲时间0.1s,脉冲线速度120mm/min,高脉冲送丝速度600mm/min,低脉冲送丝速度450mm/min;(5)收尾阶段,360~375°,高脉冲电流45A,低脉冲电流20A,高脉冲时间0.1s,低脉冲时间0.1s,脉冲线速度120mm/min,高脉冲线速度和低脉冲送丝速度均为0;(6)后吹气阶段,收尾时间3s,收尾电流10A。
角焊缝程序设置:(1)前吹气阶段,转子启动延时3s,送丝启动延时3s;(2)第一象限,0~45°,高脉冲电流121A,低脉冲电流38A,高脉冲时间0.15s,低脉冲时间0.15s,脉冲线速度100mm/min,高脉冲送丝速度800mm/min,低脉冲送丝速度700mm/min;(3)第二象限,45~145°,高脉冲电流117A,低脉冲电流37A,高脉冲时间0.15s,低脉冲时间0.15s,脉冲线速度100mm/min,高脉冲送丝速度800mm/min,低脉冲送丝速度700mm/min;(3)第三象限,135~225°,高脉冲电流111A,低脉冲电流36A,高脉冲时间0.15s,低脉冲时间0.15s,脉冲线速度100mm/min,高脉冲送丝速度800mm/min,低脉冲送丝速度700mm/min;(4)第四象限,225~360°,高脉冲电流109A,低脉冲电流33A,高脉冲时间0.15s,低脉冲时间0.15s,脉冲线速度100mm/min,高脉冲送丝速度800mm/min,低脉冲送丝速度700mm/min;(5)收尾阶段,360~375°,高脉冲电流104A,低脉冲电流34A,高脉冲时间0.15s,低脉冲时间0.15s,脉冲线速度100mm/min,高脉冲送丝速度和低脉冲送丝速度均为0;(6)后吹气阶段,收尾时间5s,收尾电流10A。
2.2.4 操作要点
焊接机头在夹持到管子上时要注意同轴度,不能夹偏,避免在焊接过程中发生焊偏现象,引起焊接困难,甚至发生钨极粘连;
焊接对接焊缝时,钨极必须垂直于管子中心线,钨极伸出长度4~5mm,钨极与管子的距离2~3mm,焊丝与钨极的夹角在85~90°之间;
焊接角焊缝时,钨极与底板的夹角在50°左右,与管子的夹角在40°左右,钨极伸出长度5~6mm,钨极与焊缝根部的距离3~4mm,焊丝与钨极的夹角在85~90°之间。
熄弧后,必须待收弧气体完全关闭才能取下焊接机头。
2.3 试验项目及检验内容
对接焊缝试件先进行外观检验和射线检验,在进行切片宏观金相检验和拉伸试验。角焊缝试件先进行外观检验,再进行切片宏观金相检验。
2.4 检验结果
(1)对接焊缝外观检验,焊缝表面无裂纹、未融合、未焊透、咬边缺陷,如图1所示;射线检验,底片为I级,无裂纹、气孔、未融合等缺陷,如图2所示;宏观金相检验,无裂纹、咬边、未焊透、未融合等缺陷,如图3所示;拉伸试验,抗拉强度在480MPa时,断裂处位于母材,高于母材抗拉强度规定值下限400MPa,如图4所示,各项检验结果合格;

图1

图2
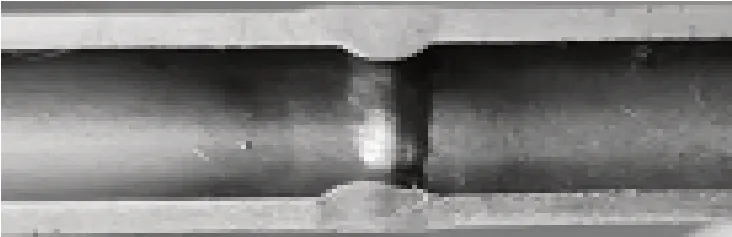
图3

图4
(2)角焊缝试件外观检验结果:无裂纹、未融合、咬边缺陷,检验结果合格,如图5所示;切片宏观金相结果:根部熔透,无裂纹、烧穿、未融合、未焊透、检验结果合格,如图6所示,各项检验结果合格。

图5

图6
由此可见,按照焊接工艺评定要求进行上述试件焊接、试样检验、性能测定,检验结果均符合EN ISO 15614焊接工艺试验标准要求,工艺评定结果合格。
3 工程应用
根据上述评定合格的焊接工艺编制的焊接工艺文件,按照EN15085质量体系要求焊接的各型电力机车的空气管路,焊后经外观检测、气密性试验,检验结果完全符合产品质量要求,充分证明了评定的焊接工艺的正确性。
4 结语
奥氏体不锈钢焊接时的主要问题易产生晶间腐蚀、热裂纹倾向、焊接接头的脆性倾向。通过对试件的清理,焊接过程中加强焊缝背面和正面保护,掌握正确的焊接操作要点,完全能解决上述问题,保证焊接质量。
为了获得正确的焊接工艺参数,焊前必须按照EN15085(EN ISO 15614)金属材料焊接工艺规程及评定-焊接工艺试验要求,进行试件制备、焊接及检验,进行对接焊缝和角焊缝的焊接工艺评定。实践证明,评定合格的焊接工艺完全能满足实际生产需求。
猜你喜欢
山东工业技术(2018年5期)2018-03-10
中国铸造装备与技术(2017年3期)2017-06-21
电镀与环保(2016年2期)2017-01-20
中国神经再生研究(英文版)(2017年4期)2017-01-12
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
设备管理与维修(2016年6期)2016-04-09
焊接(2016年9期)2016-02-27
西南军医(2016年1期)2016-01-23
电源技术(2015年5期)2015-08-22