基于PI微球复合型全热交换膜的制备与性能
2024-01-16 11:29罗伶萍王慧敏朱泰忠张良刘梦娇黄菲薛立新
化工进展 2023年12期
罗伶萍,王慧敏,朱泰忠,张良,刘梦娇,黄菲,薛立新,2
(1 浙江工业大学化工学院膜分离与水科学技术中心,浙江 杭州 310014;2 温州大学化学与材料工程学院,浙江 温州 325035)
随着社会的发展,提倡发展低碳经济、节能减排显得越来越重要。世界上大部分能源消耗由工业和建筑产生,其中建筑能耗占社会总能耗的1/3,而采暖空调在建筑使用过程中所消耗的能源占总能耗的65%左右,新风能耗又占空调系统能耗的30%以上[1-2]。“十二五”规划明确指出,建筑节能需承担全社会总节能目标的17%左右。新风系统作为空调系统的重要组成,排风中拥有大量能量,因此通过热回收系统减少新风能耗对节约能源有重要意义[3-6]。
目前市场上用于新风系统能量回收的全热交换组件通常采用转轮式和聚合物膜式[7]。全热交换由显热交换和潜热交换组成。室内外的显热交换由二者温差驱动。潜热交换则是由水分子经溶解扩散从聚合物膜高湿度侧传向低湿度侧。市面上应用于热回收系统的商业纸膜有较好的温湿度交换效率和焓交换效率[8-10],但几乎没有阻气性能,无法阻隔排风中的CO2等废气,易造成交叉污染[11]。因此在保证热交换器拥有高能量回收率的前提下,如何进一步提升膜组件的透湿阻气性能成为重要的研究课题。
近年来,学者们开始研发应用于全热交换领域的高性能聚合物膜[12],探究膜材料在气体分离和渗透汽化应用中的潜能。Chang 等[13]首次将聚酰胺超薄复合膜(PA-TFC)应用于空气能量回收,探究间苯二胺(MPD)浓度、均苯三甲酰氯(TMC)浓度和界面聚合反应时间等因素对于透湿阻气性能的影响。所制得的复合膜具有68.3GPU 的CO2渗透率、549.4GPU 的水蒸气渗透率以及60.6%的焓交换效率。相较于传统商业膜,其阻气性能得到了大幅提升,但全热交换效率仍相对较低。因此,现阶段的全热交换膜普遍存在着渗透和选择性之间的博弈(trade-off)效应,即无法同时满足高透湿性与高阻气性。为解决该问题,在聚合物基体中引入填料是一种有效策略[14]。填料可通过预负载、共混等方法引入,进而影响聚酰胺层的界面反应、交联程度、厚度、表面粗糙度及亲疏水性[15-16]。不少文章已将沸石分子筛[17-18]、二氧化硅[19](SiO2)、碳纳米管(CNT)[20-22]、纳米棒(GaN)[23]、金属有机骨架(MOF)[24-25]等填料掺杂到PA 活性层,增加水分子通道。Bano 等[26]在聚砜(PSf)支撑层上制备氧化石墨烯(GO)掺杂的聚酰胺(PA)纳滤(NF)膜,提高了膜通量和防污性能,成功用于脱盐。An等[27]将ETS-4 分子筛分散于3,5-二氨基苯甲酸(DABA)溶液中,在聚砜(PSf)中空纤维上与均苯三甲酰氯(TMC)进行界面聚合,研究了ETS-4浓度对水蒸气和N2分离的渗透率和选择性的影响。然而,该类膜材料仍存在着填料分散不均、易团聚等问题,并且需要表面官能化或活性剂来提升二者之间的界面相容性[28-30]。与多数无机粒子相比,聚酰亚胺(PI)具有热化学稳定性和良好的阻气分离性能,结构易控,同时还可均匀稳定地分散于水相、有机相当中,且与PA层具有更好的相互作用[31]。近期,Xu 等[32]提出了一种新的聚酰亚胺颗粒制备方法,通过溶剂热聚合制备出不同形貌结构的三维多级聚酰亚胺纳米花。Wang 等[33]利用原位法成功制备了基于BTDA 和BZD 的类花PI 微粒/PI 复合膜材料,增加了O2/N2和CO2/N2选择性,且气体渗透率提升至2倍以上。然而,基于前述调研,目前还未有报道将层状PI 颗粒应用于全热交换膜方面的工作。
综上所述,本研究采用溶剂热聚合法制备了自组装聚酰亚胺微球并将其引入聚酰胺分离层,考察了制膜工艺及添加量对界面聚合过程和复合膜性能的影响机制。利用一系列表征手段深入研究了膜微观形貌与透湿阻气性之间的关联,充分发挥聚酰亚胺与聚酰胺层两相协同效应,探究PI 微球掺杂的最佳工艺与添加量。最后,与商业膜进行热交换、焓交换效率对比,证实了所制备的PI-PA复合型全热交换膜具有优异的综合性能。
1 材料和方法
1.1 材料
商用聚砜(PSf)超滤膜,中国杭州水处理技术中心;3,3′,4,4′-二苯酮四酸二酐(BTDA,纯度99%),上海易恩化学技术有限公司,使用前需110°C 真空干燥;对苯二胺(pPDA,纯度99%)、间苯二胺(MPD,纯度99%)、均苯三甲酰氯(TMC,纯度98%),阿拉丁试剂股份有限公司;N,N-二甲基甲酰胺、正己烷、无水乙醇均为分析纯,国药集团化学试剂有限公司;所用水均为去离子水,实验室自制。
1.2 聚酰亚胺微球的制备
聚酰亚胺微球由“溶剂热聚合法”自下而上自组装而成,制备流程见图1,主要分为以下两步骤。
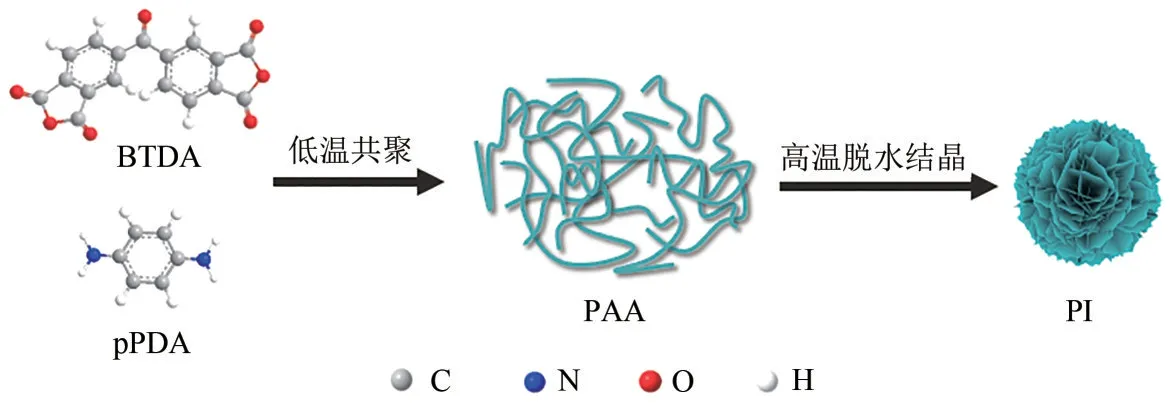
图1 聚酰亚胺微球制备流程图
(1) 聚酰胺酸(PAA) 中间体合成 称取5.2448g对苯二胺于三颈烧瓶中,在氮气气氛中加入180mLN,N-二甲基甲酰胺溶液,常温搅拌溶解,待溶解完全后,分次加入等摩尔数的3,3′,4,4′-二苯酮四酸二酐,用N,N-二甲基甲酰胺(180mL)冲洗烧杯及内壁,保证反应物1∶1 进行搅拌生成聚酰胺酸溶液。
(2)聚酰亚胺(PI)高温结晶 将反应物转移至聚四氟乙烯水热反应釜内进行溶剂热聚合反应,在烘箱中进行高温缩合,高压结晶,得到聚酰亚胺微球粒子。产物通过N,N-二甲基甲酰胺、乙醇反复洗涤,在真空烘箱中110°C干燥后收集得到PI微球。
1.3 PA复合膜的制备
PA 复合膜的制备在恒温恒湿环境内进行,选取聚四氟乙烯板框固定聚砜超滤膜。配制20g/L MPD-水溶液、1g/L TMC-正己烷溶液,界面聚合反应在聚砜支撑层上展开。
本工作采用以下4种掺杂方法将PI微球材料引入到PA层,参与界面聚合,具体制膜工艺见图2。

图2 界面聚合制备PI-PA复合膜工艺流程
方法Ⅰ:粒子预先负载于聚砜支撑层上。称取2mg PI 粒子于20mL 正己烷中,超声10min 分散,并将此溶液浸润聚砜底膜5min 后倒除。随后浸润40mL MPD-水溶液3min,倒去多余溶液,吹扫膜表面水珠后,再浸润40mL TMC-正己烷溶液进行界面聚合。1min后倒去多余溶液,吹扫表面水珠,并转移至70°C鼓风干燥箱加热10min,以此进一步热固化。
方法Ⅱ:粒子随MPD 水相加入。称取2mg PI微球于40mL MPD-水溶液内,超声10min分散,将混合溶液倒入聚砜支撑层上进行MPD 的浸润及PI的负载,3min后倒除多余溶液,吹扫膜表面水珠,再添加40mL TMC-正己烷相进行聚合反应。后续步骤与方法Ⅰ一致。
方法Ⅲ:粒子添加于MPD 水相与TMC 油相之间。在聚砜支撑层上浸润40mL MPD-水溶液3min,倒去多余溶液,吹扫膜表面水珠后,添加20mL PI微球-正己烷溶液作为中间负载相,浸润5min后倒除。随后,浸润40mL TMC-正己烷溶液进行聚合。后续步骤与方法Ⅰ一致。
方法Ⅳ:粒子随TMC 油相加入。将40mL MPD-水溶液浸润聚砜底膜3min,倒去多余溶液,吹扫膜表面水珠。称取2mg PI 微球于40mL TMC-正己烷溶液内,超声10min 后,将其浸润进行聚合。后续步骤与方法Ⅰ一致。
本文中将采用PI-PA-X-Y的命名方式。其中,X代表制膜方法Ⅰ、Ⅱ、Ⅲ、Ⅳ,Y代表溶液中PI微球的添加量2mg、5mg 和8mg。经计算,实际负载量分别为1.3536g、2.2176g、6.2208g。
1.4 微球和膜的表征
选用傅里叶红外光谱仪(FTIR,美国赛默飞科技公司)测试粒子化学结构,每个样品通过KBr压片处理,扫描波数范围为400~4000cm-1;采用X射线衍射仪(XRD,美国赛默飞科技公司)表征粒子结晶度并证明膜表面负载粒子,膜通过液氮淬断,剥离支撑层,降低聚砜层的影响,靶材为Cu Kα靶(λ=0.1542nm),扫描范围为2°~50°;利用场发射扫描电子显微镜(SEM,日本日立公司)10kV下对粒子和膜的微观形貌进行表征,样品由导电胶固定,进行喷铂金(90s)处理;采用透射电子显微镜(TEM,日本JEOL 公司)表征粒子形貌,粒子由乙醇稀释并超声,吸取一滴分散在铜网上,自然晾干后放入仪器进行微观分析;采用激光扫描显微镜(SLM,日本基恩士公司)研究膜的粗糙度,随机测量膜两个位置,计算平均值;使用接触角测量装置(德国Dataphysics公司)测量粒子和膜在常温下的水接触角,随机测量膜三个位置,计算平均值。
1.5 膜渗透及全热交换测试
膜的水蒸气透过率由水蒸气透过测试仪(WVTR-220,济南思克技术有限公司)在系统温度(38.0±1)°C 和相对湿度90.0%RH 的测试环境下通过称重法测得。
膜的CO2透过率由实验室自主搭建的二氧化碳渗透测试装置(图3)测得。保持恒定测试温度(25±1)°C 和测试压力(0.3±0.005)MPa,在压力稳定30min 后,通过记录收集5mL CO2气体所需时间,得到CO2渗透率[式(1)]。
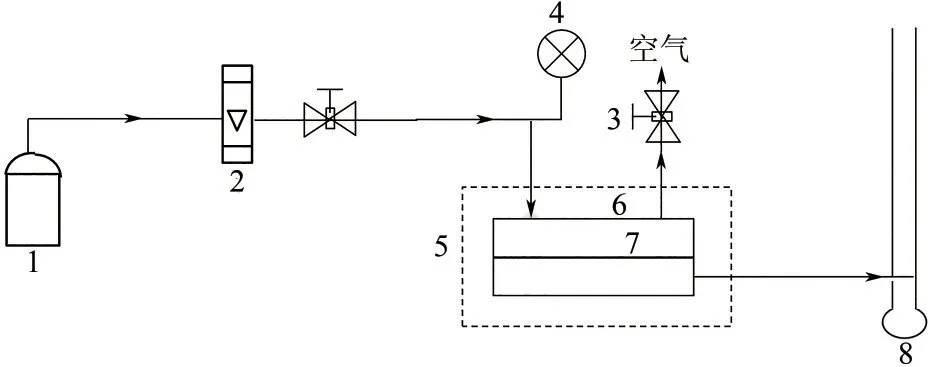
图3 CO2渗透测试装置图
式中,P表示膜池渗透侧进气压力,GPU[1GPU=10-6cm3(STP)·cm-2·s-1·cmHg-1];V表示CO2透过的体积,cm3;t表示透过5mL CO2所需要时间,s;S表示膜池面积,cm2。
交换效率由全热交换测试仪(图4,自主设计,杭州月亮机械设备有限公司参与搭建)测得,膜的温度交换效率(ηT)和焓交换效率(ηH)由式(2)、式(3)计算得到[34]。气流1为室外的湿热空气,气流3为室内干燥废气,气流2、4 分别为交换后的室外室内空气。实际测试中,存在无法避免的环境与设备的热湿损失。
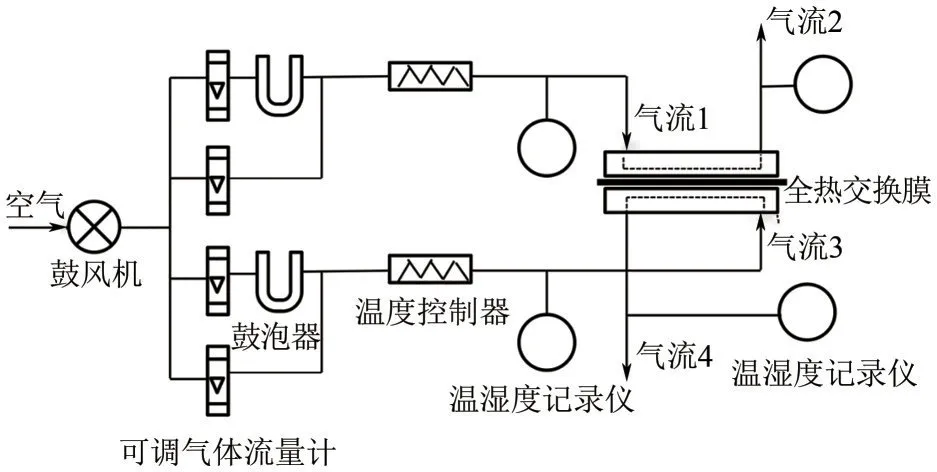
图4 全热交换测试系统
式中,H,T分别代表焓和温度;1、2、3对应于图4 所示气流,每股气流的焓通过焓湿图软件(取决于温湿度)得出。
2 结果与讨论
2.1 聚酰亚胺微球的表征
图5(a)和(b)的SEM图像显示了所制备的PI是一种具有层状的花形微球,其粒径介于2.2~3.2μm。从图5(c)中也可看到类毛绒片层结构。层与层间通过溶剂热聚合法自组装而成,可通过聚酰胺酸的反应时间、高温结晶的浓度、亚胺化时间、反应温度等参数来调控微球的形貌。实验发现,生成预聚物聚酰胺酸的时间影响着粒子的表观规整度。脱水结晶过程条件影响着微球的片层个数和层间距。图5中所示的PI微球合成工艺如下:常温搅拌12h生成预聚物中间体聚酰胺酸,再稀释至49mg/mL,最后经180°C高温高压反应6h制备而成。
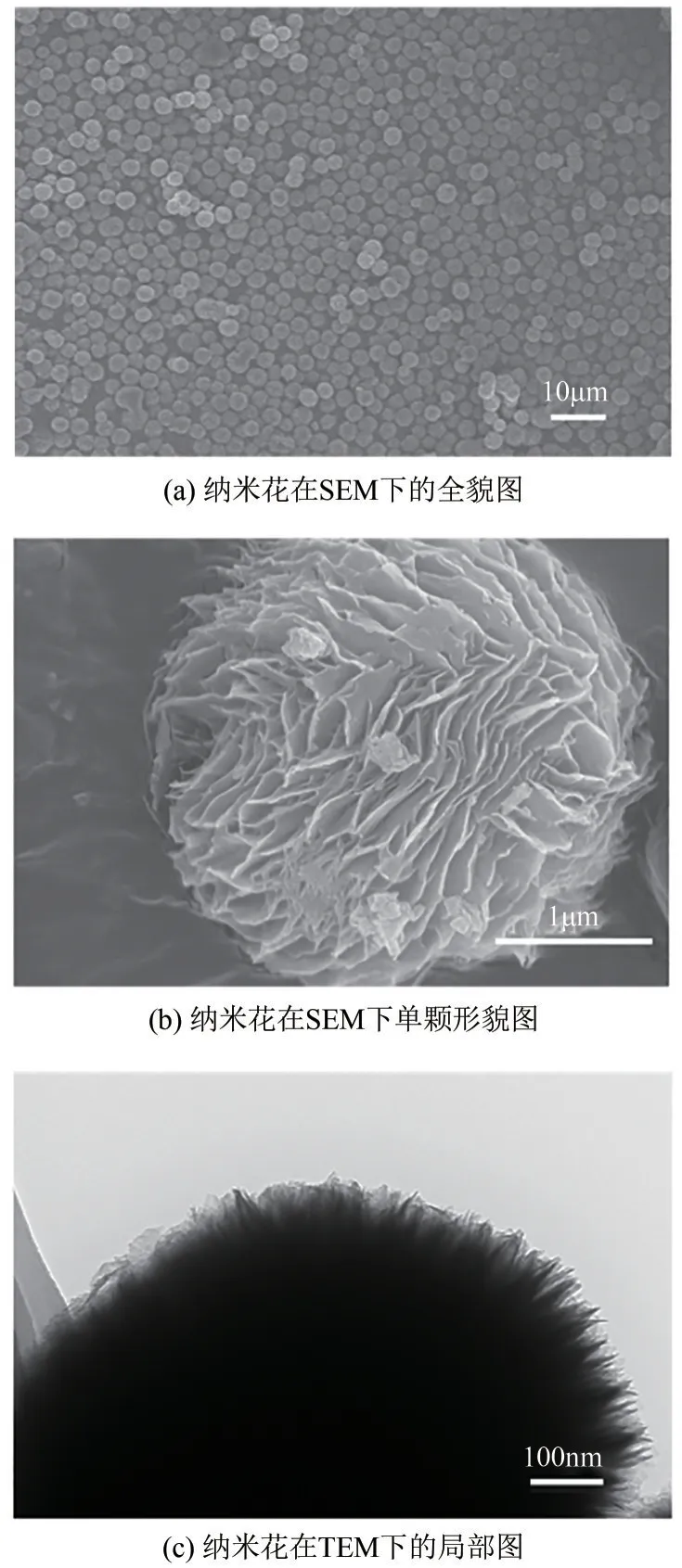
图5 聚酰亚胺微球的形貌
图6 为粒子的FTIR 图,显示出聚酰亚胺特有的红外特征峰。1780cm-1处为C= = O 的不对称伸缩振动,1720cm-1处为C= = O 对称伸缩振动以及1376cm-1处是C—N的伸缩振动。从FTIR 图可以看出该粒子是酰胺与酰亚胺共存状态,除了图中标示出的酰胺特征峰外,1608cm-1处还存在C—NH 的微弱伸缩振动,经峰面积计算,该粒子亚胺化程度为92%。未亚胺化完全的部分—CONH—和—COOH可以参与界面聚合反应(图2),优化PI与PA间的兼容性,最终影响CO2和水蒸气在膜内的传递[35]。
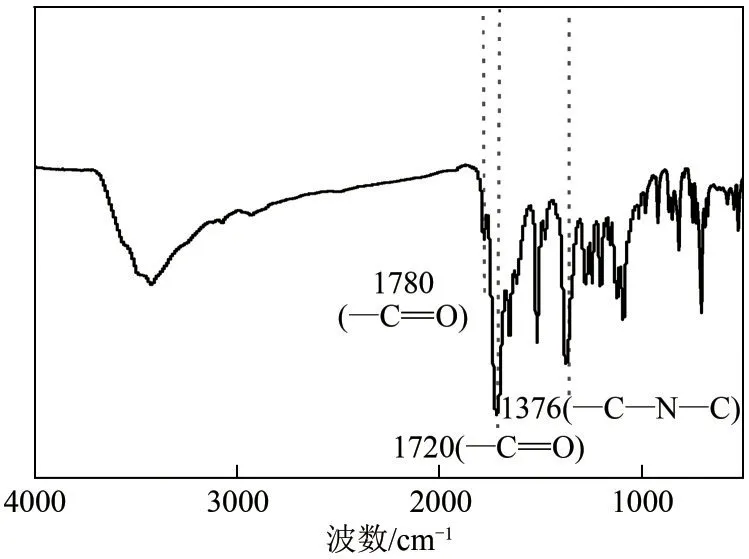
图6 聚酰亚胺微球的FTIR图
图7 为制备的PI 微球XRD 图,所获得PI 微球主要在2θ=10.1°(002)、2θ=18.8°(110)、2θ=22.5°(004)和2θ=27.3°(200)处显示出四个强衍射峰,根据Bragg 方程2dsinθ=nλ,层间距为0.875nm、0.943nm、0.395nm和0.326nm,与文献[32]报道一致。这些峰表明,由规则的分子链排列导致自组装的花状PI微球显示出显著的半结晶聚合物的特征(结晶度54.22%),晶粒尺寸为16.6nm。上述结果均表明了层状PI微球的成功制备。
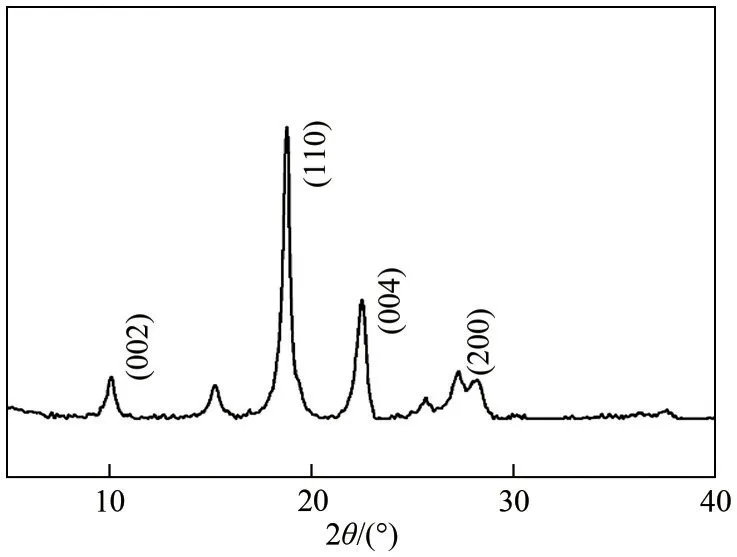
图7 聚酰亚胺微球的XRD图
2.2 制膜工艺对膜性能的影响
图8对比了PI微球、PA/PSf膜(从无纺布上剥离)和PI-PA/PSf(从无纺布上剥离)的XRD 图。相较于膜材料基体,PI 粒子的掺杂量相对很少,因此很难观察到尖锐的PI 特征峰。但是,在PIPA/PSf 膜曲线中仍然可以观察到20°左右出现一个微弱的宽峰,同时在20°~30°之间也存在微弱的振动峰,证实了该粒子的成功载入。
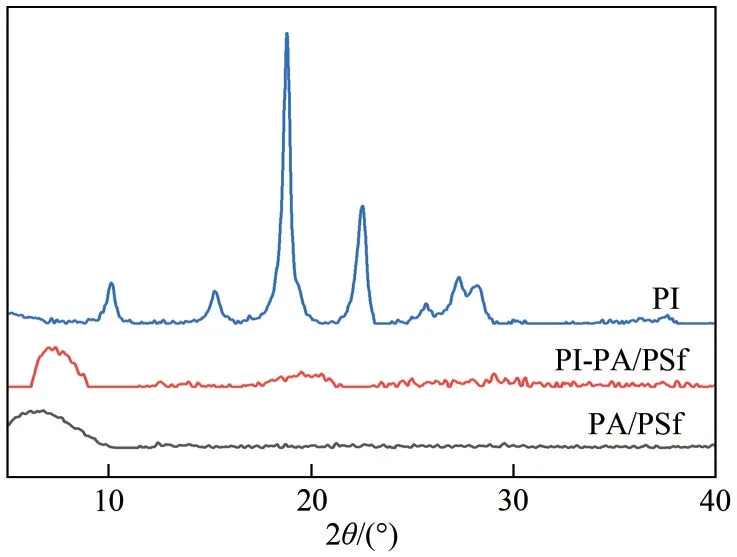
图8 聚酰亚胺微球、PA/PSf膜和PI-PA/PSf膜的XRD图
2.2.1 膜微观结构
通过上述四种微球负载方法,得到了一系列具有不同形貌的PI-PA 复合膜。如图9(a)~(h)所示为使用方法Ⅰ、Ⅱ、Ⅲ所制得的复合膜表面形貌,分别是粒子预先负载于聚砜支撑层、粒子随MPD 水相加入、粒子添加于MPD 水相与TMC 油相之间的制膜方法。尽管粒子的添加顺序与方式不同,但都存在一个共性,即PI 的载入发生于界面聚合反应之前。因此,这三种膜均呈现出类似的表面包覆形貌。PA 层在形成的同时覆盖网状PI 粒子,并且存在着不同程度的丝状缠结现象。相较于前述三种方法,方法Ⅳ的使用可使PI 粒子载入与界面聚合同步发生,因此所制备的复合膜呈现出了截然不同的形貌,PI微球底部“锚定”在PA层上。
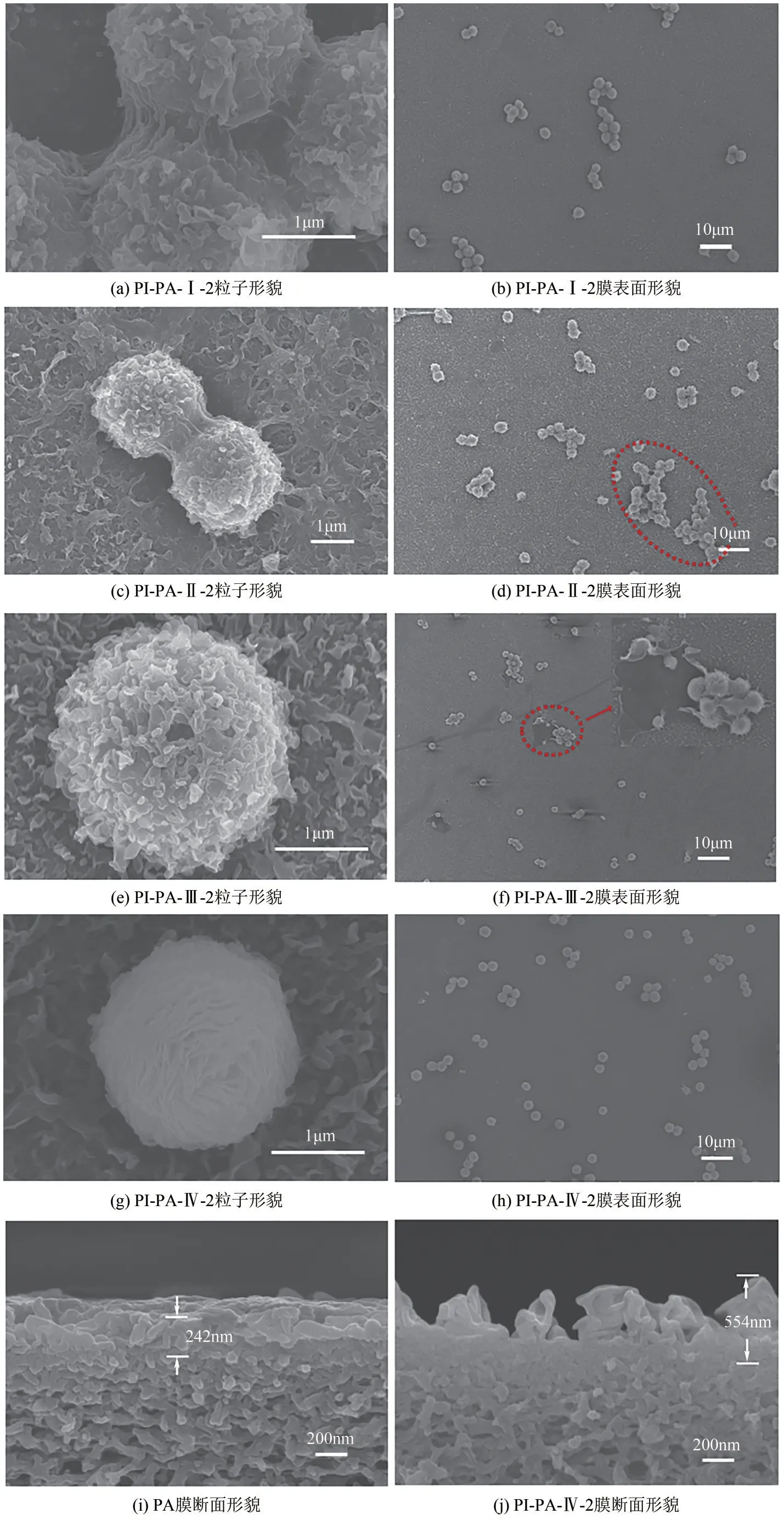
图9 聚酰亚胺微球在不同制膜工艺下的形貌
为了更直观地分析粒子在膜表面的分散性、堆叠现象及界面缺陷,结合图9进行分析。方法Ⅰ和Ⅳ制备的PI-PA复合膜分散相对均匀。但方法Ⅰ在制膜过程中会存在一定概率的水渍状微球堆叠,这是由水相干燥较慢导致的。方法Ⅱ和Ⅲ制备的PIPA 复合膜均存在明显颗粒团聚、堆叠现象。尤其是方法Ⅱ粒子随MPD 水相加入,堆叠影响膜三维高度,造成跨膜路径增加。此外,PI 微球的预先载入与团聚都会影响聚酰胺层的交联,易形成界面缺陷。图9(f)中可明显观察到粒子负载于两相之间存在严重的界面缺陷,呈现出界面撕裂无法完全包裹这一问题。
图9(c)还观察到界面与粒子相接处形成的较大叶片突起,这与MPD 通过扩散与TMC 聚合的瞬时反应存在“自抑制”现象相吻合。当PA 层增加到一定厚度时,PA层形成MPD与TMC的隔绝层,聚酰胺层增长困难甚至不再增长。为了证实这一现象,对PA 复合膜与PI-PA-Ⅳ-2 的断面进行对比,活性层从PA 复合膜的242nm 增加到554nm,观察到PI-PA-Ⅳ-2 存在明显的褶皱突起。证实了微球载入造成的界面缺陷额外提供了MPD 扩散通道,影响聚酰胺活性层比表面积及厚度。方法Ⅰ、Ⅱ、Ⅲ都能观察到这一现象,说明微球在聚酰胺形成过程中形成了新的扩散通道。
2.2.2 膜透湿阻气性能
PI-PA 复合膜的渗透主要包括以下两种路径[36-37]:①聚酰胺层的溶解扩散和促进传递机制,聚酰胺层作为复合膜中的分离主体,其性能主要受气体分子的动力学直径与冷凝性影响,此外聚酰胺层中存在的氨基、羧基可以同时增加CO2和水蒸气的传输位点,促进二者传递;② PI 微球及其与聚酰胺层界面缺陷带来的尺寸筛分和努森扩散机制,PI微球的引入,粒子致密片层影响MPD扩散速率,粒子本身提供复合膜更小的自由体积,影响跨膜路径。如何避免界面缺陷是混合基质膜制备工艺首要解决的问题,为了研究制备PI-PA复合膜的最优工艺流程,结合界面处两相膜形态、粒子分散性及气体和水蒸气渗透率(图10)进行分析。
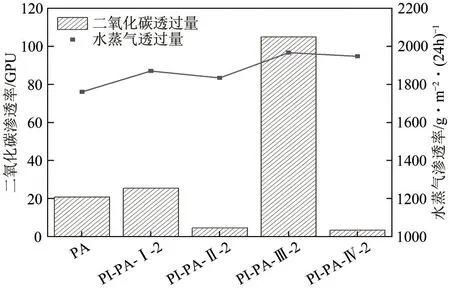
图10 不同工艺流程制备的PI-PA复合膜CO2和水蒸气渗透性
在使用PSf 底膜和PA 原膜作为参照的情况下,本研究发现PSf 底膜的水蒸气渗透率为2355.39g/(m2·24h),然而CO2渗透率过大,超出本实验装置(恒压力变容积)的测量范围。相比之下,PA原膜的CO2渗透率为21.04 GPU,水蒸气渗透率为1763.45g/(m2·24h)。该膜的分离性能主要受到溶解扩散和促进传递机制的影响。采用方法Ⅱ制备的PI-PA复合膜,其水蒸气和CO2渗透率略微增大。在该工艺中,MPD 不仅浸润于底膜内部,还浸润于粒子片层及孔隙间,增加了MPD 的浸润量,形成了大而厚的谷脊状聚酰胺分离层,使包覆更加紧密,扩大了聚酰胺层的比表面积。这理论上会增加水蒸气的吸附位点,从而增加CO2跨膜路径。然而,微球的引入会导致粒子堆叠,造成聚酰胺层的缺陷,进一步影响CO2和水蒸气的渗透。
方法Ⅲ得到的PI-PA复合膜阻气性能降低,水蒸气透过增加,CO2渗透率从原始膜的21.04GPU上升到了105.18GPU,而水蒸气渗透率从1763.45g/(m2·24h)提升至1969.45g/(m2·24h)。该工艺下,由于负载粒子介于两相间,倒除正己烷的同时损失底膜内MPD 的浸润量,造成界面聚合反应时MPD 浓度降低,影响二者最佳比20∶1,交联度降低。除此之外,也能从SEM图观察到存在类似“撕裂状”界面缺陷,可能是二者渗透率增加的直接原因。
方法Ⅰ与方法Ⅳ都能得到较好的阻气性能,二氧化碳透过率分别为4.72GPU和3.64GPU,仅为PA原始膜的1/5 左右,同时水蒸气渗透率从1763.45g/(m2·24h)分别提升至1836.87g/(m2·24h)和1949.51g/(m2·24h)。二者阻气性能相近,随油相加入能得到更好的透湿性,同时也拥有更好的颗粒分散性与制备可控性。基于上述结果,掺杂PI 微球的最优工艺为方法Ⅳ,PI 微球随TMC 溶液加入,保证颗粒负载与界面聚合同时进行,最大程度避免了粒子堆叠和界面缺陷。
2.3 微球负载量对膜性能的影响
2.3.1 膜微观结构
采用前述工作中确认的最优方法Ⅳ进行PI-PA复合膜的制备,并且调控了一系列不同的PI 微球负载量,填加量分别为2mg、5mg、8mg。结合图11的SEM 和图12 的SLM 结果,PI 微球在分离层中具有优异的分散性,随着负载量的增加并未出现明显的颗粒团聚现象,体现出本工作中使用聚酰亚胺作为有机填料的优越性。但随着TMC 溶液中微球含量的增大,会出现一定的粒子堆叠现象,特别是负载量为8mg 的复合膜,从图11(d)及图12(d)中都能看到这一情况,造成膜在三维高度上的增大,致使膜表面更为粗糙。
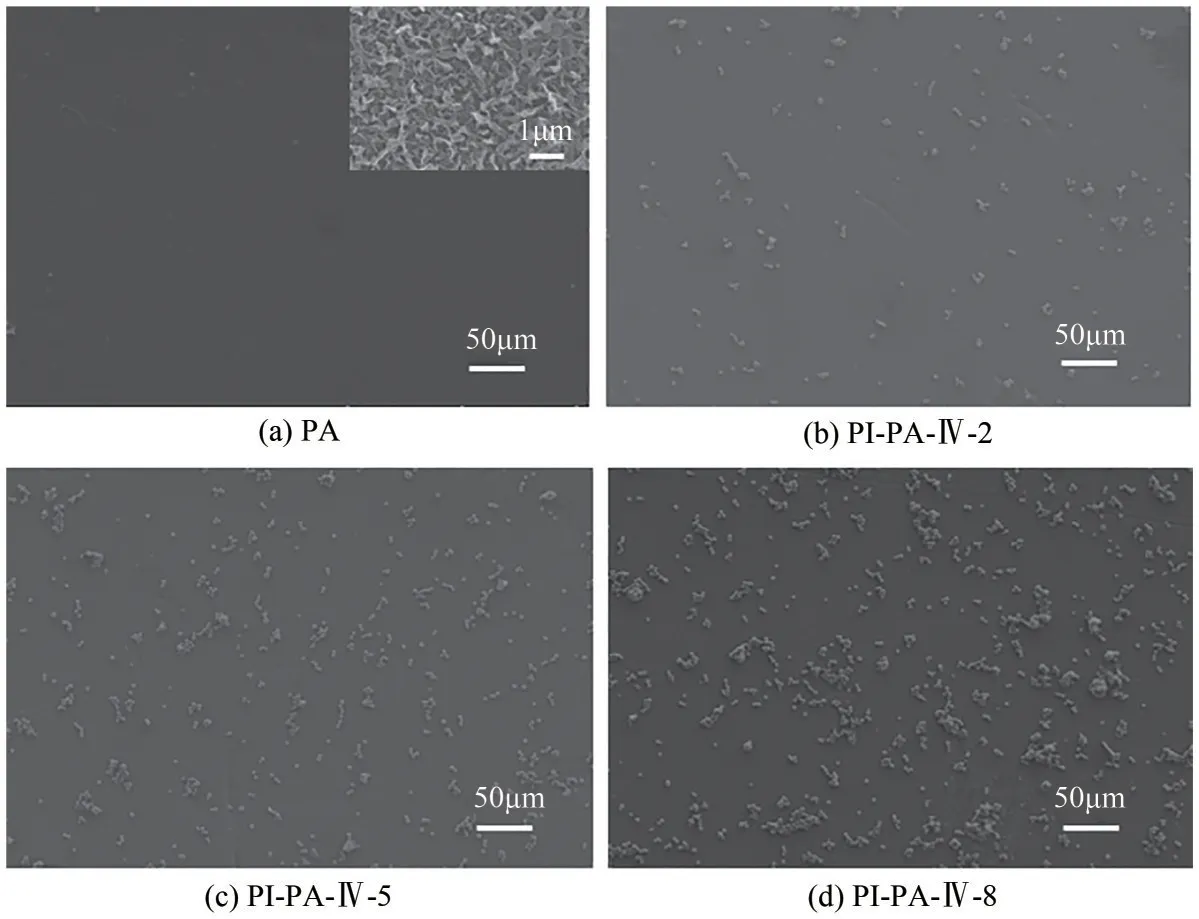
图11 添加不同含量微球的PI-PA复合膜SEM图
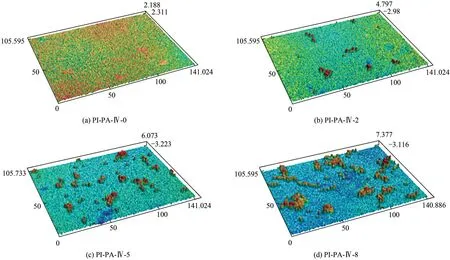
图12 添加不同含量微球的PI-PA复合膜SLM图(单位:μm)
膜表面粗糙度数据通过激光显微镜表征(表1)。PA原始膜的粗糙度为0.48μm,说明它具有一个相对较为粗糙的表面形貌。从图11(a)可以看到,PA界面聚合所形成的谷脊结构造就了这一粗糙度。从图13的轮廓线也可以看出,原膜表面本身的最高点和最低点相差约2μm。随着片层状PI微球的引入,表面粗糙度整体上呈现出一个显著增加的趋势至0.79μm。这一结果将会直接影响这类膜材料的全热交换效率。
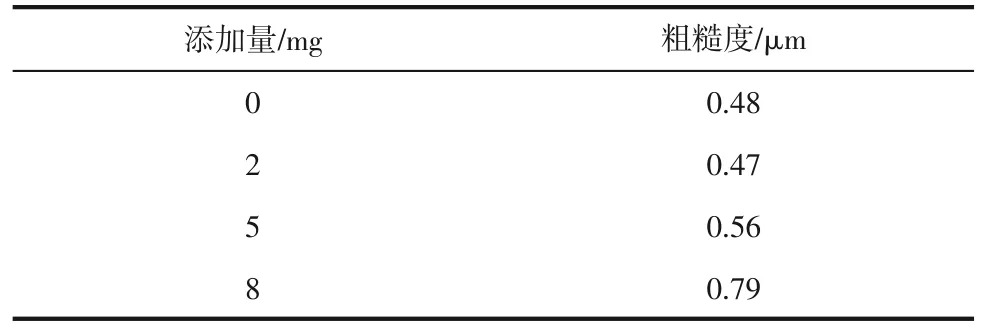
表1 添加不同含量微球的PI-PA复合膜粗糙度
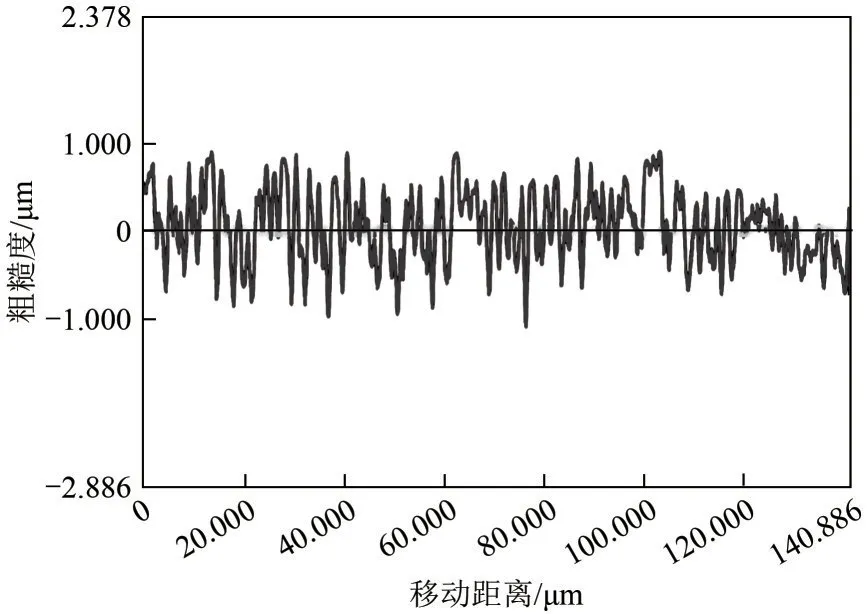
图13 PA原始膜轮廓线
2.3.2 水接触角
水接触角被认为是膜表面亲水性的重要衡量标准。PA复合膜及PI-PA复合膜的水接触角见图14。PA复合膜的水接触角为56.8°。随着PI微球负载量的增加,水接触角先上升后下降。这一趋势变化是基于材料本征化学结构与表面粗糙度共同决定的。首先,短暂的上升可能是由于聚酰亚胺材料本身疏水性更强导致。为了验证该想法,对PI 微球进行压片处理,得到63.7°的水接触角,亲水性小于PA复合膜;其次,微球粒子本身及其片层结构都带来了复合膜表面粗糙度的大幅增加,最终导致水接触角整体呈现下降趋势。与原膜相比,PI-PA-IV-8复合膜的接触角降低了26.2°,仅为30.6°。亲水性的有效提升非常利于水蒸气的透过及热交换。
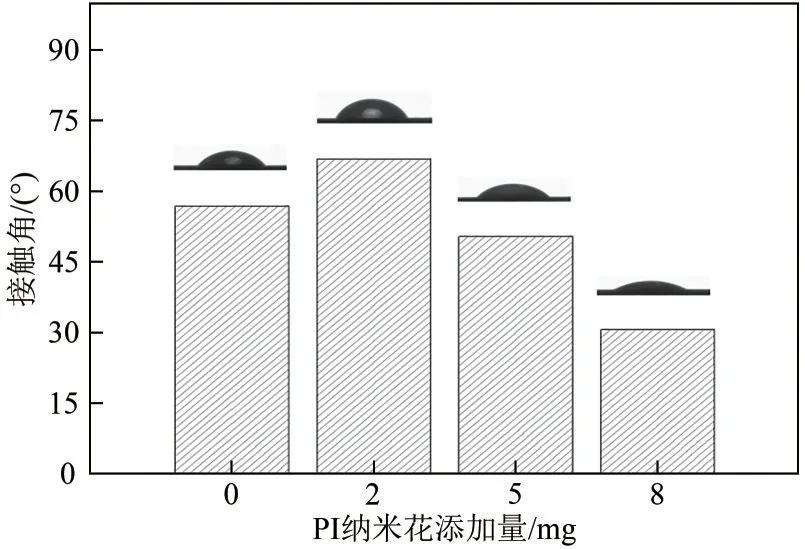
图14 添加不同含量微球的PI-PA复合膜接触角
2.3.3 透湿阻气性能
图15 绘制了不同PI 掺杂量下的CO2和水蒸气渗透性能。CO2渗透率随粒子负载量的增加呈现出了一个先下降再上升的趋势。在PI 负载量为2mg 时,阻气性能最优,仅为3.64GPU。随着PI微球的继续增加,CO2透过率开始逐渐升高。当负载量为8mg 时,CO2透过率为10.02GPU,但也仅为PA 复合膜数值的一半。由此可见,PI 微球的引入使PI-PA 复合膜的阻气性能整体优于原膜。相较于界面聚合反应所生成的交联结构PA分离层来说,直链结构的聚酰亚胺材料本身具有更小的自由体积、更强的阻气筛分特性,被广泛用于气体分离的研究。为了证实聚酰亚胺的阻气性,使用溶剂挥发法在聚砜超滤膜上涂敷一层PI薄膜。所制得PI 复合膜的CO2透气性远小于PA复合膜,致使无法在本CO2测试装置中获得数据。因此,PI 微球在PA 层的成功掺杂有效阻挡了部分CO2的透过,导致阻气性能的提升。然而,过多PI 微球的加入可能会干扰界面聚合反应,降低MPD 的扩散速率,影响与TMC 的反应,导致较低的PA 层交联度,从而使CO2渗透率增加。
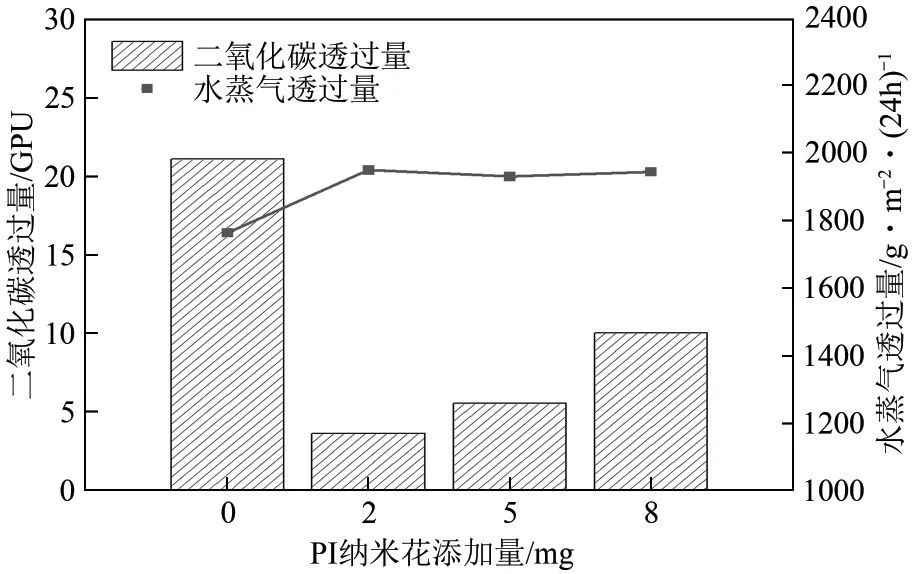
图15 微球含量对PI-PA复合膜的CO2和水蒸气渗透性
另外,微球的添加可使水蒸气渗透率从原膜的1763.45g/(m2·24h)提升到1940g/(m2·24h)左右,并且随着粒子负载量的持续增加变化不大,维持稳定。PI-PA复合膜水蒸气渗透性能提升的主要原因是表面粗糙度和亲水性的增加。此外,也可能是由于粒子周围谷脊状叶片的增大及颗粒间的丝状缠结部分的形成,增加了膜表面积,降低了致密度,最终增强了PA 层水蒸气溶解扩散机制。综上所述,PI 微球的成功添加可同步提升阻气与透湿性能,打破“trade-off”效应制约。
2.4 全热交换性能
依据上述结果,选取具有优异阻气透湿性能的PI-PA-Ⅳ-2 复合膜,使用全热交换测试系统进行薄膜热交换效率、焓交换效率的测试,并结合透湿阻气性能与PA 复合膜及商业膜进行综合性能的比对。具体数据汇总在表2。与PA复合膜相比,PI 微球的合理添加使得复合膜的热交换效率从95.59%增加至97.47%。这与上文所提及的水蒸气透过性能的提升有关,水蒸气中存在的大量汽化潜热通过渗透回收。此外,膜表面凸起的粒子及其层状结构影响交换时端气流的通过。气体的湍流现象增加了空气与膜的接触面积及阻力,有利于热交换。与商业纸膜(9.5×106GPU)相比,本文所制备的PI-PA-Ⅳ-2 复合膜在具备相当的热、焓交换效率的同时,大幅降低CO2渗透率(仅3.64GPU),展现出了优异的综合性能指标(图16)。综上,PI-PA 复合膜能够在不损失热交换效率和焓交换效率的前提下,大大提升阻气性能,解决实际应用中废弃交叉污染的问题,保障新风的质量。

表2 膜的热交换效率、焓交换效率及透湿阻气性
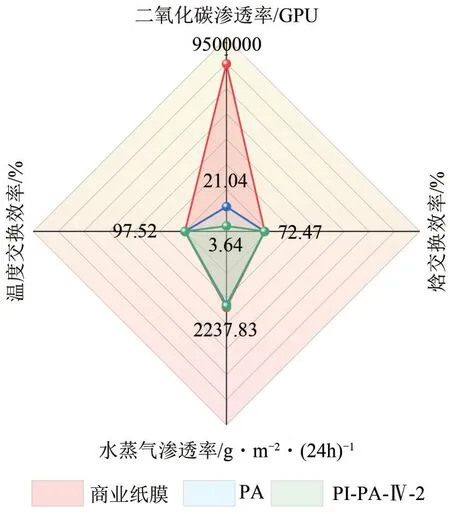
图16 复合膜与商业纸膜的全热性能及透湿阻气性能对比图
3 结论
批量合成了具有自组装片层结构的球形花状聚酰亚胺(PI)颗粒,并将其掺杂于聚酰胺(PA)分离层制备了一系列复合型全热交换膜。研究发现,PI微球随TMC-正己烷溶液一起加入的制膜工艺为最佳方案,可实现颗粒负载与界面聚合的同时进行,有效缓解团聚和界面缺陷的产生,并进一步分析了层状结构对表面形貌及PA聚合的影响机制。在此基础上,明确了PI 微球的最佳负载量,通过填料本身的结构特性,达到提高膜渗透选择性的目的。实验测得,PI-PA-Ⅳ-2 复合膜拥有最低CO2渗透率(3.64GPU)和最高水蒸气渗透率[1949.51g/(m2·24h)]。并将该膜与商业纸膜对比,进行温湿度与焓交换效率测试,PI-PA-Ⅳ-2 复合膜有优于商业纸膜的阻气性能,CO2渗透率降低6 个数量级,同时维持了商业纸膜的全热交换效率,能达到71.41%焓交换效率和97.47%热交换效率。本工作表明,选择合成结构不同、大小形貌各异的聚酰亚胺颗粒参与界面聚合,在全热交换膜组件上具有应用潜力。
猜你喜欢
纺织科技进展(2021年5期)2021-07-22
现代塑料加工应用(2021年5期)2021-02-28
现代塑料加工应用(2021年5期)2021-02-28
纺织科学研究(2017年4期)2017-05-17
西南国防医药(2016年6期)2016-12-01
中国塑料(2016年1期)2016-05-17
中国塑料(2016年5期)2016-04-16
中国塑料(2015年3期)2015-11-27
中国塑料(2015年12期)2015-10-16
中国塑料(2015年2期)2015-10-14