“双碳”目标下的氨能技术与经济性研究进展
2024-01-16 11:29:26李卫东李逸龙滕霖尹鹏博黄鑫李加庆罗宇江莉龙
化工进展 2023年12期
李卫东,李逸龙,滕霖,尹鹏博,黄鑫,李加庆,罗宇,江莉龙
(福州大学石油化工学院化肥催化剂国家工程研究中心清源创新实验室,福建 福州 350000)
根据《巴黎协定》,中国提出2030年前实现碳达峰和2060 年前实现碳中和的“双碳”目标;欧盟承诺到2030 年将温室气体排放水平至少降低40%,这个目标最近被提议增加到2030 年至少减少55%[1]。鉴于这些目标以及全球碳中和背景,各国正处于从化石燃料转向可再生能源转换的过渡阶段。因此,氢作为一种清洁的可再生能源受到了广泛的关注,各国纷纷对相关技术展开研究[2-4]。作为一种高效、安全、经济的氢能载体,日本在2021 年10 月发布的第6 版《能源战略计划》中,首次引入氨能产业布局,提出氨能概念。氨作为储能和储氢载体,其生产和应用的技术选择多种多样[5],并且氨作为无碳化合物,燃烧产物纯净无碳,因此可以作为清洁能源直接燃烧使用。氨最初被用于硝酸、制冷剂、氮肥等产品的化工原料,近几年随着氨能产业的不断发展,其合成、储运以及新能源应用范围的相关研究也越来越广泛。未来氨能的能源路线将围绕绿色能源-合成氨能-裂解制氢能/直接氨能-终端场景能源结构进行过渡发展并延续,催生出一系列的氨能产业链。
1 合成氨技术发展及经济性
满足零碳需求“氨经济”的实现需要三代合成氨技术的开发和迭代(图1)。第一代技术以“蓝氢”为原料,以确保哈伯(H-B)制氨过程中的二氧化碳捕集与封存(CCS);第二代技术以可再生能源生产“绿氢”为原料,通过哈伯法实现“绿氨”合成;第三代技术通过商业规模的氮电还原直接制氨,来避免产氢环节和哈伯工艺的使用。目前,第一代和第二代技术的主要障碍来源于碳排放和成本问题,第三代技术则主要受限于效率、成熟度、可行性等问题,但随着全球“氨经济”路线与技术的快速发展,这些问题将有望得到有效解决[6]。
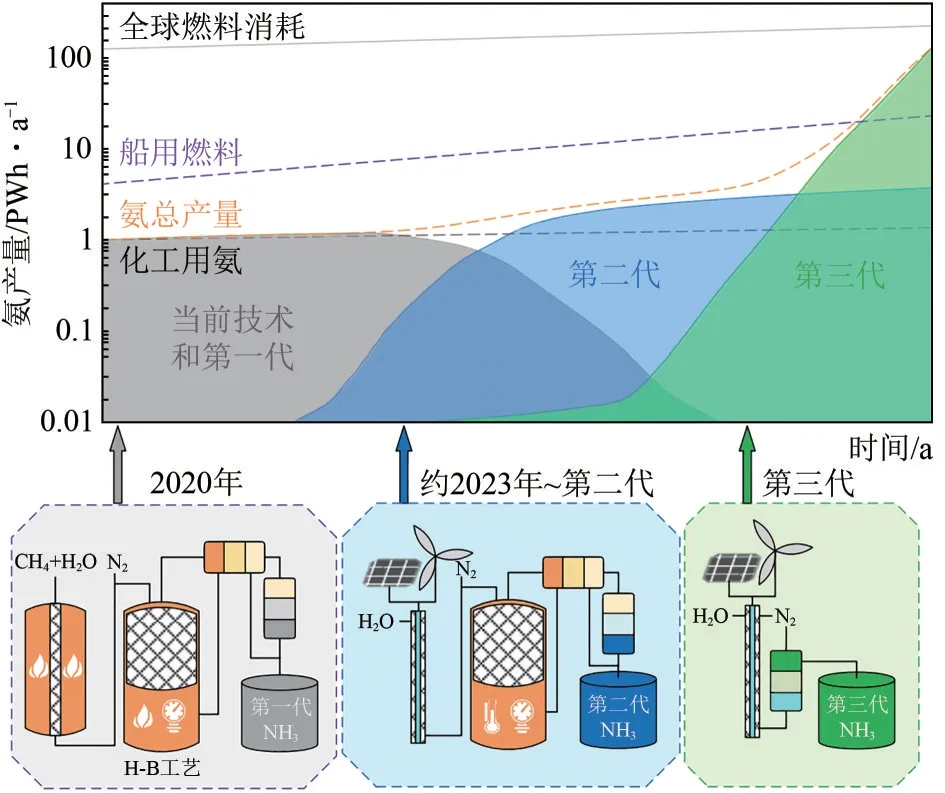
图1 合成氨技术路线发展趋势图
1.1 第一代合成氨技术
1909 年,由Fritz Haber 和Carl Bosch 发明的哈伯工艺实现了全球96%以上的氨生产,成为了20世纪最主要的合成氨工艺[7]。该工艺通常以化石能源(煤、天然气和燃料油等)为原料制备氢气,将其与通过空气低温分离后制得的氮气结合,在铁或钌催化剂的作用下,使氢气和氮气在高温高压条件下发生化学反应合成氨。目前,哈伯工艺仍被广泛应用于化肥生产,极大程度上解决了世界粮食问题,并通过对反应催化剂的不断改进,实现了氨的高效合成。然而,维持高温高压状态所需的巨额能量以及工艺过程排放的大量二氧化碳,也使得哈伯工艺合成氨成为了全球最大的能源消耗和温室气体排放对象之一,约占全球温室气体排放量的1.0%,二氧化碳排放量的1.8%[8]。在过去100 年里,氨生产技术不断发展,但仍是全球温室气体排放的重要来源。由煤气化转向甲烷蒸汽重整(SMR)的氨生产技术实现了碳排放的降低以及热损失和能源需求的减少,而CCS技术的应用进一步缓解了工艺过程二氧化碳的排放,所制得的氨也被称为“蓝氨”[7]。国际能源署(IEA)对一系列CCS 技术应用于甲烷蒸汽重整合成氨技术进行经济性分析得出,CCS可以减少SMR制氨过程中50%~90%的碳排放量,但工艺复杂性和成本呈现不同程度的增加[9]。
1.2 第二代合成氨技术
自哈伯工艺广泛应用以来,整体能源效率由36%提高到了62%~65%[7],但生产过程仍主要依赖于化石燃料,环境友好性差。因此,以可再生氢源为原料的第二代合成氨技术出现,所制得的氨被定义为“绿氨”。可再生能源合成氨技术通过化石能源替代一定程度上解决了碳排放问题,其中电化学合成氨技术以其独特优势受到广泛关注。该技术通过可再生电能实现氨合成,具有低压低能耗、清洁无污染、零碳排放等优点[6,10],是极具潜力的常规氨合成替代方法[11]。目前,根据电解质类型不同,电化学合成氨技术分为聚合物电解质膜(PEM)水电解制氢合成氨、碱性水电解(AWE)制氢合成氨和固体氧化物电解(SOE)制氢合成氨3种类型。
(1)PEM 水电解制氢合成氨 1966 年,通用电气开发了首套基于固体聚合物电解质概念的水电解槽[12],采用固体磺化聚苯乙烯膜作为电解质[13],形成了聚合物电介质膜或质子交换膜水电解概念。该技术通常采用Nafion膜在室温下实现质子的高效传递,用于结合氢原子产生氢气[14]。Lan 等[15]在环境温度和压力下,以Nafion膜作为固态电解质,氢气和氮气为反应物,实现了法拉第效率高达90.4%的氨合成。Chen 等[16]通过改进PEM 反应器结构有效解决了氨穿透问题,同时抑制了阴极析氢反应的发生,实现了PEM制氢合成氨技术的优化。
在应用层面,Proton Onsite 等公司开发了具有75%高热值效率的兆瓦级PEM水电解槽系统[17],在电能充足或可有效将太阳能转化为电能情况下,实现了规模化的电化学合成氨生产。Ozturk 等[18]对土耳其某太阳能光伏氨生产厂进行评估,得到使用含PEM 电解槽的制氢合成氨系统的最大能量和㶲效率分别为26.08%和30.17%。Adam等[19]通过PEM水电解制氢,变压吸附空气分离装置制氮,结合哈伯反应器实现氨生产,以现场风力涡轮机产生电力为水电解和哈伯过程提供动力,每天可生产约30kg的氨。
(2) AWE 制 氢 合 成 氨 PEM 技 术 采 用 的Nafion等酸性膜可以与弱碱性氨发生反应,导致质子传导率降低[20]。而碱性环境能有效降低氨与膜的反应性,并允许使用低成本活性催化剂,因此AWE技术成为了PEM技术的有效替代之一。AWE制氢电解质通常为25%~30%浓度的KOH溶液,电解反应在碱性低温环境下进行。与PEM技术相比,AWE 技术腐蚀更容易控制,因此成为了工业生产首选。1951 年,Lurgiai 开发了第一台商用高压(30bar,1bar=105Pa)碱性电解槽[21]。20 世纪,加拿大、埃及、印度、挪威等拥有大型水电资源国家建立了多个容量高达165MW的碱性电解工厂[22]。
随着可再生能源成本下降,AWE 制氢、合成氨技术受到广泛关注。Grundt等[23]评估了1970年代的水力发电设计,其中碱性水电解制氢在80℃下运行时的峰值效率大于60%。Bicer等[24]研究表明,通过水力发电驱动的碱性水电解制氢合成氨可将每吨氨合成的二氧化碳排放量从1.5t 减少到0.38t。风力驱动的AWE 制氢合成氨工艺中,电解槽运行效率为60%,估计生产每吨氨可产生0.12~0.53t 的二氧化碳[7]。相较于其他水电解技术,AWE 电解槽相对廉价,能够实现元件成本降低80%;相较于PEM 技术,AWE 电解槽系统规模更大,最高可达5000kW,每小时内可制得氢气760m3(20℃,101.325kPa),且成本(1061~1273USD/kW)低于基于PEM技术的电解槽(2017~2122USD/kW)[25]。
(3) SOE 制氢合成氨 固体氧化物电解槽(SOEC)开发于1970年代,由于在800~1000℃高温范围内运行,也被称为高温水电解槽[26]。与传统电解槽相比,SOEC 在电解制氢气方面具有卓越性能,能以更高的功率密度和效率(76%~81%)运行,尤其在高温废热环境下,水电解制氢过程实现了热量存储[27]。材料的耐久性和稳定性是SOE制氢技术的重要挑战[28]。Nayak-Luke 等[8]通过集成SOE电解槽生产氢气和氮气,再由哈伯工艺合成氨,充分利用废热可将系统总效率提高到70%以上。Cinti 等[29]将制氢用SOE 与改进型哈伯反应器结合,以可再生能源电力合成绿氨,其高效率SOE 将合成每千克氨的耗电量降至8.3kWh,同时实现了哈伯反应器热量回收。Harvego 等[30]开发了以核反应堆为动力的SOE制氢装置用于绿氨合成,整个系统的能源效率为47.1%。SOE 系统也适用于以风能和太阳能光伏为动力的可再生氢和氨的生产应用[31]。目前,托普索联合FIRST AMMONIA 公司启动了全球最大的电解槽制氢合成氨项目,首次实现了工业规模的SOEC绿氨生产[32]。
从技术层面来看,传统哈伯工艺效率高、成本低,但大量能耗和温室气体排放是该工艺的缺点。PEM 技术具有高功率密度、高电流密度、高纯度等优势,但存在催化剂材料价格高、耐久性差、寿命低等技术问题[31];AWE 为最成熟的电化学制氢合成氨技术,投资成本低,但存在电流密度低、功率密度低、电极结盐等缺点[33];SOE 技术效率高、成本低,也被认为是最具前途的绿氨生产方法[34],但技术成熟度低,仍处于预商业化阶段。因此,电化学合成氨技术还有很长的路要走[35]。表1为电化学合成氨工艺与传统工艺成本对比情况(假设氨生产规模为2000t/d,电价为0.33CNY/kWh)。从经济层面来看,电化学合成氨工艺因电流效率低,其成本高于传统H-B 工艺。电价是影响电化学合成氨成本的主要因素,通过控制电价和可再生能源优势利用,其生产成本将有望优于传统工艺[36]。随可再生能源成本下降,电化学合成氨可能成为一种极具潜力的应用技术[37]。

表1 制氨工艺成本对比
1.3 第三代合成氨技术
第三代技术通过直接或介导方式,以可再生绿色能源为电力供应,驱动氮电还原合成氨。该技术不再需要哈伯工艺,原料无碳无毒害且获取途径广泛,以H2O 替代H2作为氢源,避免了化石能源的使用[6]。电化学氮还原反应(NRR)过程中,电催化剂直接将电子和质子添加到N2分子来产生氨分子,能量消耗比哈伯工艺更少,且反应过程简单安全,大大增加了氨制备的灵活性和可协调性。
技术研究方面,Mcenaney等[38]通过改变电极结构对NRR 工艺进行优化,研发了电化学锂介导的氮还原反应。该方法对合成氨具有主要选择性,除使用锂金属作为反应物质外,还采用乙醇作为牺牲质子供体,引入盐作为质子穿梭机,在拥有接近工业水平的电解电流密度同时,得到了88.5%的高电流效率,提高了氨的产率[39](图2)。2017年,Zhou等[40]对另一项合成氨工艺进行研究,通过结合疏水、高氮溶解度离子液体(IL)电解质和纳米结构铁基电催化剂,以高N2溶解度离子液体为电解质,实现了环境温度和压力条件下高达60%法拉第效率的NRR 制氨过程。不仅如此,Wang 等[41]在2018 年又通过三电极系统进行了钌纳米颗粒(Ru-NP)的电化学NRR 研究,以盐酸作为电解质,Pt和Ag/AgCl 分别作为对电极和参比电极,验证了Ru-NP 能够在盐酸水溶液中以高能量效率实现NRR 过程。除NRR 工艺外,Giddey 等[42]开发了一种低压膜法氨合成工艺(图3),氢通过分压差穿过渗透膜,在催化剂作用下与另一端的氮发生反应合成氨。该工艺氨合成速率高达10-6mol/(cm2·s),压力远低于传统哈伯反应器,可以减少25%以上的能量消耗,降低了总系统成本。
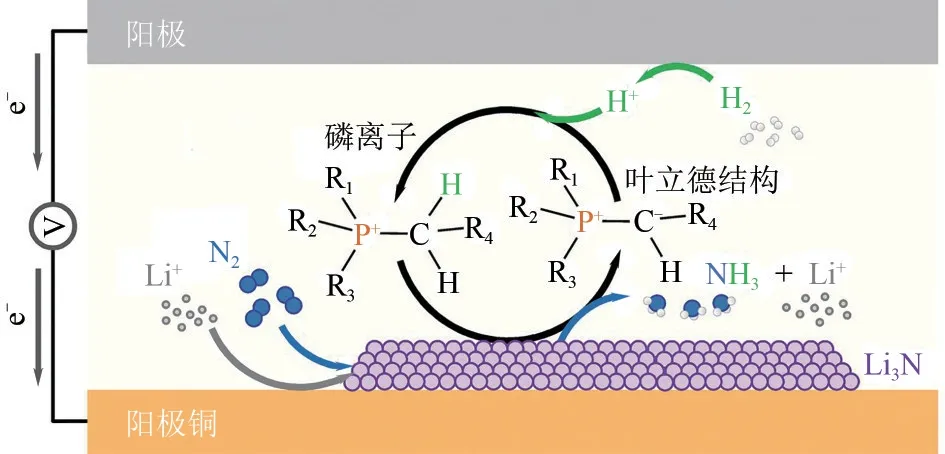
图2 电化学氮还原合成氨示意图
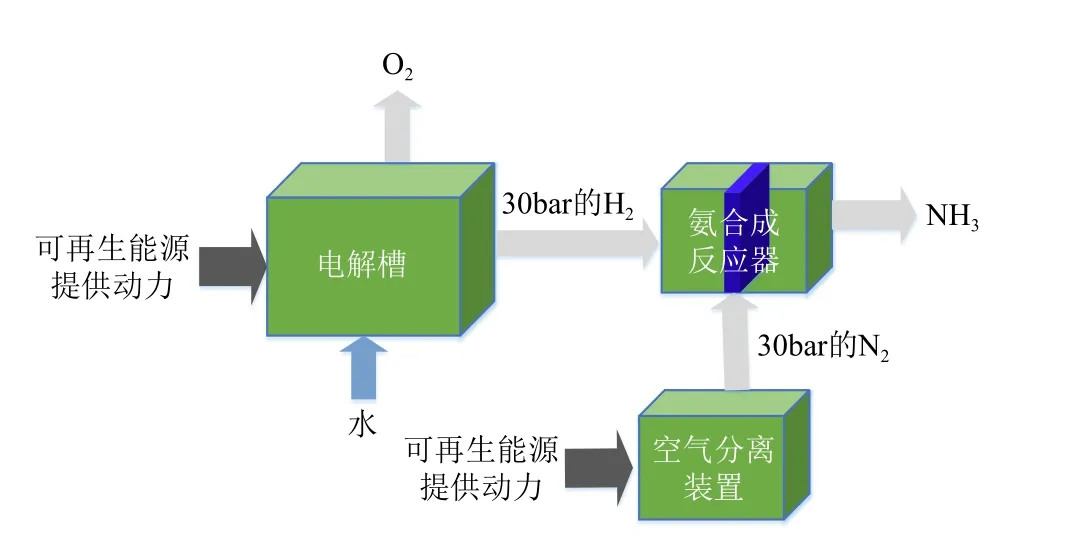
图3 低压膜法合成氨示意图
从本质上看,NRR 制氨工艺比第二代水电解制氢合成氨工艺更经济,其不仅体现在合成氨理论所需能量少(约7.5%),更重要的是避免了哈伯工艺工厂的高能源消耗和资金投入。即使在NRR 工艺60%的能源效率基准上,考虑到其对哈伯工艺的能源成本和资本成本的节省,也明显比电解水工艺80%的能源效率更经济。同样,NRR 工艺的主要生产成本受电价影响。目前,NRR 制氨技术远未达到生产和储能层面上的经济可行性,开发高效的NRR制氨技术将获得巨大的潜在回报[43]。
2 氨能储运技术现状及经济性
2.1 氨能储存
当氨维持在8.58bar 压力时,可以在20℃环境温度下进行液态储存,通常氨储存容器在17bar 压力下运行,以保持液体状态[44]。而氢气储罐的最大工作压力为200bar[45],储存同等能量时,氢不仅需要比氨大4.65 倍的体积,还需要更高承压的储罐,增加了存储成本。与氢气储存系统相比,氨储存系统消耗能源更少、运行效率更高、成本更低。其中,氨储存系统的效率为93.6%,而氢气储存系统的效率为76.9%[46]。基于成本考虑,氨和氢的大规模储存通常采用低温方式,足够低温度的氨(-33℃)和氢(-253℃)均可以在常压下液态储存。Bartels[47]对比低温氨和氢储存系统发现,储存182 天时,氨储存所需能量大约为氢的五分之一;若电力成本为0.08USD/kWh,忽略投资成本情况下,氨和氢的低温储存成本分别为0.03USD/kg H2和0.95USD/kg H2,氨比氢的存储设施更经济;若将能源成本与投资成本相结合,氨和氢的总储存成本分别为0.54USD/kg H2和14.95USD/kg H2,氨的总储存成本比氢低近30倍;若储存时间缩短到15天,氨和氢的储存成本分别为0.06USD/kg H2和1.97USD/kg H2,成本差异仍然约是30 倍。Rouwenhorst 等[48]研究发现,氢储存成本随着储存时间增加而显著增加,而氨储存成本则随存储时间基本保持不变。Palys等[49]对氨可再生能源存储系统的技术经济性进行分析,发现在风力发电潜力大或季节性发电需求差异较大的城市使用氨储能比氢储能的成本低0.12USD/kWh,若将氨与氢技术结合,储能成本为0.17~0.28USD/kWh,证实了可再生能源绿氨投资的可行性,甚至能与某些化石能源策略相竞争。
2.2 远洋运输
自20 世纪以来,氨产量随人口增长而快速增加,到2019年氨产量约2.4亿吨,预计2030年产量将增至约3 亿吨[50]。其中,氨的主要生产国为中国、印度、俄罗斯和美国,并在全球范围内进行交易[51]。由于地理位置特殊性,日本、特立尼达、多巴哥等氨进出口商主要通过海运进行贸易。海运作为最具成本效益和能源效率的散装货物运输类型,在全球氨贸易市场占据主导地位,超过10%的氨采用海运进行贸易[51-52]。氨的远洋运输可以采用加压或低温储罐,现有远洋船舶能够实现5万吨的低温液氨储存运输。Al-Breiki 等[44]对液化天然气、液氨和甲醇3种能源载体的远洋运输进行能量和㶲分析后发现,氨的蒸发气损失极小且无碳,是一种优质高效的远洋能源运输载体。目前,根据距离和燃料成本,以重质燃料油为燃料的远洋运氨成本为30~100USD/t,随着氨燃料运输船的应用推广,该运输成本将呈现显著下降[53]。
2.3 陆上运输
按照交通工具不同,氨的陆上运输方式主要分为管道、公路、铁路、水路4 种[54]。其中,液氨管道是一种低风险、设施完善且成本效益高的运输方式[55],在长距离输送中更具优势。长输液氨管道在全球范围内超过6000km,如美国海湾中央液氨管道长度为3200km,每年输送290 万吨氨,俄罗斯托利亚蒂-敖德萨液氨管道长度为2400km,每年可输送300 万吨氨[56],这些管道每吨氨的运输成本约为0.07USD/km[22]。Bartels[47]对氨和氢管道的运输成本进行经济性分析得出,运输距离为1610km 时,氢管道的运输成本为0.51~3.22USD/kg H2,而氨管道的运输成本为0.194USD/kg H2(0.0344USD/kg NH3),可见管道每吨氨的运输成本为0.02~0.07USD/km,氢的管道运输成本几乎是氨的三倍甚至多了一个数量级;在不考虑氨合成的情况下,氨管道的运输效率为99.2%,而氢管道的运输效率为86.9%。公路罐车运输方面,氨的高能量密度以及较低的钢材要求相较于氢具有显著优势。氢气运输采用的高压长管拖车运载能力被限制在340kg H2(48GJ能量),将氢气液化可将运载能力提高至3900kg H2(553GJ 能量),而液氨罐车可运载26600kg NH3(600GJ 能量)。此外,氢气液化是一个能源密集型过程,液氢运输比氨运输需要更多的能量[47]。公路液氨罐车由于高转换成本和路程损失率,是目前较为昂贵的氨运输选择,但在短距离运输方面具有竞争力。氨的铁路运输与公路运输类似,采用容量为126.81m3、压力为15.5bar 的加压罐,能够运输77.5t 氨(1746GJ 能量)[57]。当运输距离超过2000~3000km 时,与公路罐车相比,铁路或海运是成本效益更高的氨运输方式[58]。
2.4 氨能储运安全
虽然危险性远低于氢,但氨具有较强的腐蚀性、挥发性和刺激性,其安全性是氨运输经济性的保障。液氨管道一般应用于长距离输送,其安全问题包括液氨汽化或气塞导致的管道膨胀变形[59]、人为破坏造成的疲劳开裂或泄漏问题[60]以及埋地管道腐蚀问题等。2004 年,美国内布拉斯加州麦哲伦管道的97t液氨泄漏事故曾造成一人住院,1000多条鱼死亡。公路适用于运量低、短距离的液氨输送,液氨容器与储罐间装卸过程的频繁连接与断开是其主要安全问题。液氨公路运输一般途经人口密集区域,因此短时间内的有效应对措施也可能对周围造成严重危害。2007 年,四川内江一食品加工厂内液氨储罐与槽罐车转存过程中管道破裂引起的液氨泄漏,曾造成2 人当场遇难,1 人紧急抢救以及附近部分居民中毒。铁路为液氨长距离、高输量运输的常见方式,通常需穿过人口密集地区,由于铁路交通引起的液氨安全问题很少提示周围居民采取有效行动,其事故造成的后果一般是灾难性的。2002 年,美国北达科他州铁路液氨罐车脱轨事故导致约560t液氨泄漏,对附近11600多名居民的眼睛和肺部造成了不同程度损伤。水路通过内陆河流实现跨区域长航线的液氨运输,一般远离人口密集区域,且容易吸收泄漏液氨,但会对周围生态环境造成不可逆影响。
Lippmann[61]基于以往液氨运输事故调研,分别通过事故发生的可能性、严重程度以及风险等级对陆上液氨运输方式的安全性进行了分析(表2)。分析表明,所有交通运输方式均发生过事故,但都不具备极端危险性,其中管道运输被评定为低风险,驳船运输被认为是中等风险,而铁路和公路运输被视为高风险。
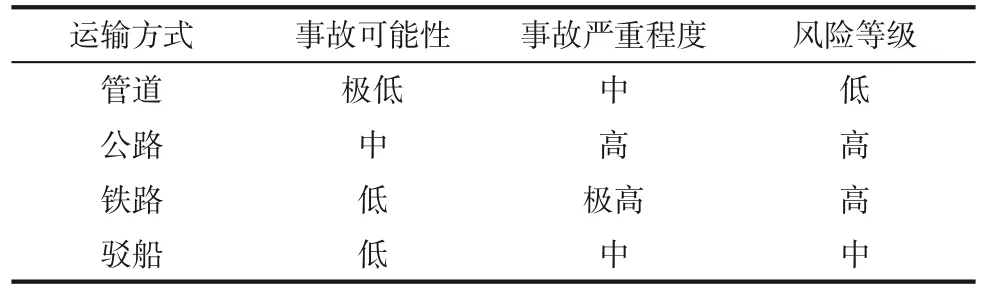
表2 不同运输方式风险评估
3 氨能新能源应用及经济性
3.1 氨能源燃料
氨作为一种潜力巨大的新能源燃料,可应用于稍加改造的各类型内燃机、燃气轮机和燃烧器,并可直接用于燃料电池,有利于推动公路、海运、航空等交通领域的低碳环保。氨的燃料应用最早可追溯到第二次世界大战期间,比利时在20 世纪40 年代将氨用作公交车的燃料。迄今为止,诸多学者以氨燃料为背景,开展了燃烧装置、混合燃烧、发动机等方面的广泛研究,并实施了多项技术应用,证明了氨作为燃料的实用性[62-68]。
Zamfirescu 等[67-68]详细分析了零碳燃料氨应用于公路、海洋、航空运输行业的环境可持续性和经济性,通过与常见化石燃料和清洁燃料的碳排放、能耗、成本以及毒害性等参数全面评估,证实了氨燃料显著的成本和环境效益。本文以公路交通为例,对氨作为新能源燃料的低碳经济性进行说明。低碳性能方面,氨作为除氢以外的唯一无碳燃料,其燃烧产物在空气中的捕集比碳更加容易、高效且经济,直接氮捕集的成本为0.0424USD/kg,而直接二氧化碳捕集的成本为0.2~0.5USD/kg。考虑燃料的整个生产、运输和使用周期,柴油燃料汽车可排放约0.22kg/km 的温室气体,而可再生能源氨燃料汽车排放量降低至约0.07kg/km,碳氢化合物裂解氨燃料汽车也可将排放量降低至约0.15kg/km。经济性方面,各类燃料车的成本经济性对比说明如图4 所示[67]。图4(a)表明,与甲醇、氢气、汽油和液化石油气等相比,氨是车辆单位能量储存成本最有效的燃料;图4(b)表明,在考虑燃料市场价格情况下,与其他化石燃料和新能源燃料相比,氨是最低成本的行驶燃料,100km范围内的行驶成本约为3.1USD。同时,氨作为制冷副产品,有利于进一步降低车辆运行期间的成本和维护,配合商业可行性高、全球供销体系成熟、易于处理等优势,促使其成为了一种极具潜力的运输燃料。下文将对氨燃料体系密切相关的燃料电池、内燃机、蒸汽轮机等核心技术进展和经济性进行全面阐述。
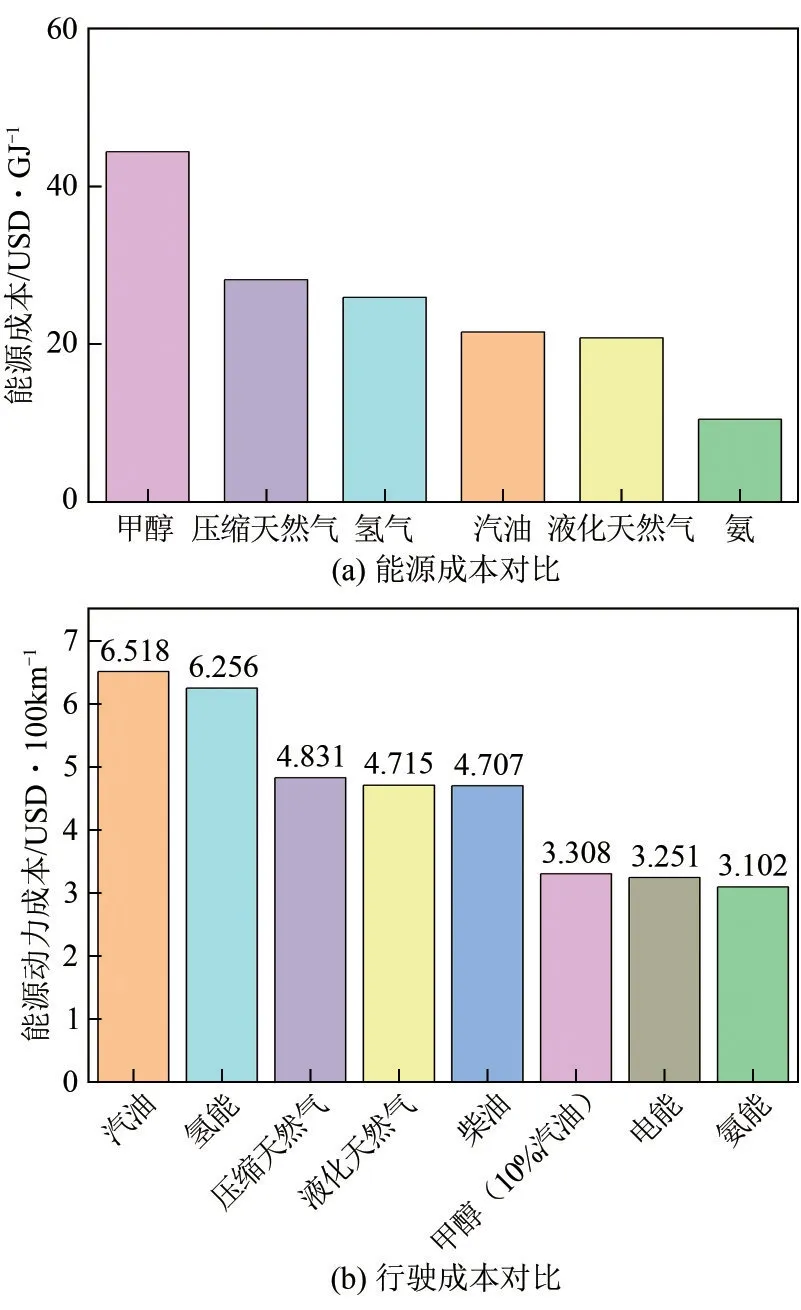
图4 各类燃料车的能源成本和行驶成本对比
3.1.1 氨燃料电池
氨作为一种高能量密度、低成本的间接储氢介质,是理想的燃料电池技术无碳燃料。根据氨自身或氨热分解产生氢气提供燃料方式的不同,氨燃料电池分为直接氨燃料电池(DAFC)和间接氨燃料电池(IAFC)两大类[46]。DAFC 电池研究最早开始于1906 年,Cairns 等[69]提出了第一个以KOH 溶液为电解质的直接氨碱性燃料电池。DAFC电池能有效利用氨中储存的化学能,直接氨固体氧化物燃料电池(SO-DAFC)和直接氨碱性阴离子交换膜燃料电池(AEM-DAFC)为目前DAFC 电池研究热点,且都处于产业化开发初期阶段[70]。SO-DAFC电池的高温运行环境提供了在阳极内裂解氨或直接用氨的灵活性,因此在大型集中供电以及作为船舶动力电源、交通车辆动力电源等方面具有广阔的应用前景[71]。目前,日本处于SO-DAFC 电池研发领先地位,对该技术涉及的反应器催化剂[72]、电极[73]、电解质等方面的优化和性能评估展开了广泛研究[74],国内也对SO-DAFC 电池的基本反应动力学模型[75]、实验测量与多物理场模拟方法[76]进行了初步研究。AEM-DAFC 电池以其低温、低成本、高能量密度等特点,成为未来汽车应用的理想选择之一,近年来受到格外关注。Li等[77]研制了一种氨氧化反应催化剂用于提高AEM-DAFC 电池性能,Liu 等[78]则开发了阳极和阴极分别由PtRu/C 和Pd/C催化剂构成的较高性能AEM-DAFC 电池,方辉煌等[79]对氨氧化催化剂AEM-DAFC 电池反应机理、性能以及发展方向进行了总结。IAFC 电池研究可追溯到20 世纪80 年代,Ross[80]开发了最早的碱性IAFC 电池并对其系统性能进行了评估。质子交换膜燃料电池(PEMFC)因其高效率、经济性、应用广等特点,被认为是最具潜力的发电设备,也是IAFC 电池的理想选择和研究热点[81]。Lin 等[82]开发了间接氨气PEMFC 系统物理化学模型,并对其进行了全面的技术经济分析。香港理工大学的Eric Cheng和Molly Li[83]开发和制造了世界上第一辆氨动力燃料电池汽车,证明了间接氨燃料电池的可行性,并且比传统电动汽车更高效、更安全。
由于系统、燃料和应用场景存在明显差异,目前难以对不同类型燃料电池的直接成本和经济性进行分析。因此,部分学者主要从燃料成本角度对新型氨燃料电池的经济性进行了分析。Afif等[84]对直接氨燃料SOFC电池的技术体系与优势展开详细研究,并通过以天然气为制氨原料的燃料电池成本估算后发现,虽然满载燃料电池系统成本(700USD/kW)目前高于柴油发电机组(300~600USD/kW),但燃料电池总成本(设计、安装、维护等)随技术发展正处于快速下降阶段,且燃料电池系统的平准化能源成本(0.09~0.11USD/kWh)显著低于柴油发电机组(0.28USD/kWh)。Lin等[82]通过不同电力系统燃料成本分析得出,近两年氨原料价格下的IA-PEMFC系统发电和车用燃料成本分别为0.13USD/kWh 和0.024USD/km,均明显低于传统汽柴油内燃机;未来以可再生能源进行原料制备情况下的IA-PEMFC系统发电和车用燃料成本分别为0.23USD/kWh 和0.043USD/km,比间接氢和甲醇PEMFC系统的燃料成本低约25%。
3.1.2 氨内燃机
早在1822 年,Goldsworthy Gumey 就制造了历史上第一台驱动小型机车的氨发动机,为后续氨内燃机的研究和改进奠定了理论基础。由于石油供应限制,氨内燃机在二战时期短暂兴起,Casala首次实现了氨内燃机的工业规模应用,Norsk Hydro 和Gazamo则相继开发了氨燃料皮卡车和公共汽车[85-86]。近年来,受国际油价和环保政策影响,以氨替代化石燃料的内燃机(ICE)研究再次引起广泛关注,多家公司在汽车领域开展了氨燃料ICE 的改进与研发。
氨燃料ICE 系统按照点火类型分为火花点火(SI)和压缩点火(CI)两种。其中,SI 借助火花塞点燃空气燃料混合物,通常为汽油发动机;CI通过汽缸内机械压缩热量点燃喷射燃料,通常为柴油发动机。由表3氨与其他碳氢燃料的燃烧特性对比可知,虽然液氨的能量密度低于汽油和柴油,但液氨的高辛烷值产生的高抗爆性使得SI 发动机有更高的压缩比,且比液氢高得多。通用汽车于1965 年最早开始了氨燃料SI 发动机的研究测试,给定了其部分性能优于汽油发动机的压缩比;氢气具有燃烧速度快、扩散性好、点火能量低等特点,十分适合与氨混合燃烧,在氨中添加燃烧性能较好的氢气能有效改善氨燃料的燃烧,提高燃烧速度及拓宽可燃性极限,而且氨氢混合燃烧同样不会产生二氧化碳[87-88],然而纯氨和氨氢混合燃料SI发动机热效率仍低于汽油发动机[86,89]。目前,添加含氧燃料被认为是提高氨SI 发动机性能的有效方法,Haputhanthri[90]提出了以甲醇和乙醇为乳化剂的氨-汽油混合燃料,并给定了各燃料的最优混合比。近期,韩国能源研究所通过添加控制系统和去除易腐蚀金属配件,将LPG-汽油装置改造为氨(70%)-汽油(30%)装置,该系统若在韩国20%的车辆中安装,将减少1000 万吨/年的二氧化碳排放量[91]。CI发动机方面,氨的高汽化潜热、低火焰速度以及窄可燃性极限(表3)导致纯氨CI发动机需要高工作温度和压力以及极高压缩比[92],因此需要高十六烷值燃料与氨配合使用。柴油是双燃料CI发动机的主要混合燃料,Gray等[93]于1966年首次实现了柴油-氨双燃料CI发动机的运行。Reiter等[65]和Lasocki等[94]研究表明,柴油-氨混合双燃料CI发动机比纯柴油发动机热效率高约10%且CO排放量低。Hogerwaard 等[95]研究发现,氢辅助柴油-氨CI发动机的能量和效率略高于纯柴油CI 发动机。近期,美国开发一种柴油-氨混合驱动双燃料CI发动机,用于实现氨燃料固定发电[96]。2022年10月,上海交大轮机工程团队实现了柴油-氨双燃料发动机首型试验机点火,为我国第一艘氨燃料动力船研制提供了理论与试验基础。

表3 氨与其他燃料的燃烧特性对比[97]
氨燃料ICE 系统成本方面,研究表明ICE 系统中直接使用氨的成本为1.45~3.33USD/100km[68],比汽油、液化石油气、甲醇[98]的6.06USD/100km、5.10USD/100km和2.00~3.70USD/100km更具经济性和竞争力。若将氢ICE 系统转换为氨燃料,氨ICE的行驶成本为3.2USD/100km,比氢ICE 的8.4USD/100km更经济,且氨燃料车辆行驶里程更高[67]。
3.1.3 氨燃气轮机
氨燃气轮机研究始于20 世纪60 年代,但由于技术不足和成本问题导致早期相关研究甚少。近年来,随着零碳排放需求提高,氨燃气轮机再次进入大众视野,其燃烧效率、稳定性和NOx排放等问题再次成为研究热点。Iki等[99]开发了一种50kWe级的微型燃气轮机系统,以氨和煤油为燃料供应,实现了超过25kW的发电量。通过将原型燃烧器替换为标准燃烧器,Iki等[62]提高了氨燃烧效率(96%),得到了掺氨比影响下的NOx排放规律,实现了100%氨和氨/甲烷混合物的燃烧发电[100],验证了氨作为发电燃料的技术可行性。日本产业技术综合研究所首次采用50kWe级微型燃气轮机开发出了低NOx的氨-空气燃烧发电技术[101],将实际运行NOx排放量降至原系统的三分之一,展现了低NOx、单一氨燃料燃气轮机的开发潜力。日本石川岛重工首次实现了掺烧比高达70%的2MW 级燃气轮机掺氨混烧,同时限制了NOx的排放。三菱重工和万隆理工学院将共同研发40MW 级氨燃气轮机[102],实现100%氨燃烧并着重于运行期间的高效率和低NOx排放。欧洲多国研究机构正在推进一项氨燃气轮机项目[103],旨在采用氨氢双燃料体系解决氨的高NOx排放和不充分燃烧问题。
3.2 氨分解制氢加氢
制氢技术方面,甲烷蒸汽重整是目前最为成熟且占据全球最大制氢量的传统工业制氢技术,该技术需对CO 水汽转换过程生产的温室气体进行处理,能够达到70%~80%的能效和48%的转化率,实际能量成本为2.0~2.5kWh/m3(标准)[104]。近年来,甲醇以高质量储氢密度(质量分数12.5%)被认为是一种优质制氢化学品,传统甲醇水重整制氢反应温度高(>200℃)且会产生高浓度的CO,造成氧化过程的碳排放。Lian等[105]提出的等离子体甲醇分解制氢实现了74%的能效、0.45kWh/m3(标准)的能量成本和88%的甲醇转化率。考虑能源效率和环境友好性,氨具有储氢密度高(质量分数17.6%)、分解产物无碳、易于储运等优势,因此成为了极具潜力的清洁能源制氢技术[106]。下文将对氨分解制氢技术发展现状和经济性进行详细阐述。
诸多学者开展了不同催化剂以及纯化工艺下的实验和反应机制研究,用于提高氨分解制氢性能[107-114]。Dasireddy等[115]对Cu/Al2O3和Cu/Zn/Al2O3催化剂进行比较,分别得到了73%和93%的氨分解制氢转化率。Hajduk 等[116]采用高铜催化剂使得氨转化率高达92%。Sato等[117]通过镁铝原子比为6∶1的实验优化,实现了氨分解反应过程98%的氨转化率。Engelbrecht等[118]通过氨分解制氢自热微通道反应器的实验评估,得到了99.8%的氨转化率。近期,随着氨分解制氢技术产业化的快速发展,部分学者开展了相应的技术经济性分析。Giddey等[119]对氨利用的往返效率进行敏感性分析,并预测电解水氨分解制氢的平准化成本会随着光伏或风力发电的电力价格下降而降至5~6USD/kg H2。Lee 等[120]基于韩国生产能力为30m3/h 的氨分解加氢站进行过程模拟经济性分析,得出氨分解制氢的生产成本为6.27USD/kg H2。Lin 等[121]开发了一种变压吸附膜分离回收系统用于氨分解现场制氢加氢站,实现了大于95%的H2回收率,并通过成本分析发现,氨分解制氢成本(4.78USD/kg H2)比基于CCS的甲烷蒸气重整制氢成本略高,比其他无碳能源制氢路线,如太阳能热电解(5.1~10USD/kg H2)、风能电解(6.1USD/kg H2)、太阳能热解(7.8~8.5USD/kg H2)和光电解(9.7USD/kg H2)成本低15%。
4 氨能全产业链经济性
从氨合成、氨储运、氨应用3个关键阶段对氨能绿色能源路线以及氨能技术全产业链的经济性进行对比分析。
通过对比传统氨合成工艺来分析绿氨合成技术的成本经济性。当煤炭价格为1000~1200CNY/t时,传统氨合成经济成本为3000~3500CNY/t,绿氨合成经济所需电价应控制在0.15~0.22CNY/kWh 才能与传统氨合成经济相竞争[122]。未来随着电改的不断深入,在太阳能、风能等可再生能源发电技术的大力推广以及政策给予补贴扶持的背景下,当可再生电力价格为0.1CNY/kWh 时,富裕且低廉的电力使绿氨合成经济成本足以与传统氨合成经济成本相媲美[123]。
氨储运的成本经济性将从远洋运输和陆上运输两部分进行分析。在远洋运输方面,综合研究得出运输距离为10000km的液氨、液氢和液体有机氢化物(LOHC)船运全链条(含氨合成、氨储运、氨应用)成本分别为16.93CNY/kg H2、26.09CNY/kg H2和17.10CNY/kg H2,因此液氨船运具有显著经济优势[124]。在陆上运输方面,液氨罐车的运载能力相较于氢气长管拖车更强,载氢量更高,并且在运输经济上,运氨成本[0.1CNY/(kg·km)]也比运氢成本[2.0~10.0CNY/(kg·km)]更低廉[125];在不考虑氨合成的情况下,氨管道的运输效率为99.2%,比氢管道的运输效率(86.9%)更高,且氨管道的运输成本相当于氢管道的1/3甚至在数量级上呈现显著的降低,如果考虑将成熟的油气管道系统改造为液氨输送,其经济效益会更显著。
氨应用分为直接应用技术和分解应用技术。其中氨直接应用技术通常以氨为燃料展开,包括各类型内燃机和燃气轮机,并可直接用于燃料电池。以氨内燃机为例,直接使用氨内燃机系统的成本(1.45~3.33USD/100km)比其他燃料如汽油、液化石油气、甲醇和氢更经济,并且在车辆行驶里程上,氨燃料内燃机较其他内燃机更有优势。以氨燃料电池为例,福州大学江莉龙团队研发的间接氨质子交换膜燃料电池系统比间接氢和甲醇质子交换膜燃料电池系统的燃料成本低约25%,使电燃料经济成本低至0.88CNY/kWh,汽车燃料经济成本低至0.16CNY/km,更加经济高效[121]。氨分解应用技术主要指氨分解制氢技术。传统氨分解制氢耗能较大且性能较低,新型低温氨分解制氢技术成本比基于CCS的甲烷蒸气重整制氢成本略高,比其他无碳能源制氢路线,如太阳能热电解、风能电解和光电解制氢成本低15%。
5 结语
本文从氨的合成、储运和新能源应用角度出发,探讨了“双碳”背景下实现“氨经济”的全产业链技术现状和发展趋势,对各项技术的碳排放和成本经济性进行了对比分析,并得到以下结论。
氨合成方面,第二代电化学合成氨技术通过可再生能源能够满足零碳“氨经济”的需求,所涉及的“绿氨”合成工艺能够实现碳排放量大幅降低,并对第一代传统制氨工艺成本产生冲击,是一种极具商业前景的合成氨技术。第三代氮还原合成氨技术在可行性方面还未能达到生产层面需求,但在本质上比以往技术更加经济、效率,随着该类技术的日趋成熟,将有望成为最符合“氨经济”路线的关键技术。
氨能储运方面,氨的远洋运输成本处于可控范围且发展潜力高。氨相比于氢的陆上运输更具优势,氨管道的运输成本明显低于氢管道且运输效率高,氨的公路和铁路运载能力(能量)明显高于氢气或液氢。液氨管道在长距离运输方面成本效益更高,且事故可能性和风险等级更低;公路罐车在短距离运输方面更具优势,但事故可能性和风险等级高。氨比氢的常温和低温存储效率更高、成本更低。
氨能应用方面,氨作为能源燃料具有显著的成本和环境效应。其中,氨燃料电池是一种理想的无碳燃料电池技术,未来以可再生能源为原料的氨燃料电池汽车将比传统汽柴油车、电动汽车以及其他新能源汽车更加高效安全,且成本更低;氨内燃机和燃气轮机的逐步发展奠定了氨在动力驱动和燃烧发电方面的技术可行性,为打造零碳经济性需求的氨动力汽车和船舶做出了重大贡献;随着电力成本下降,氨现场制氢站的氢气成本比其他无碳能源制氢成本更低。
综上所述,为适应日益壮大的全球化氨能源产业发展和市场需求,我国应制定完善且健全的氨能经济技术路线,合理布局氨的合成、储运和应用全产业链技术,发挥氨能在国家能源战略体系中的作用。
猜你喜欢
中国化肥信息(2022年4期)2023-01-02 15:41:59
中国化肥信息(2021年9期)2022-01-19 03:18:56
中国化肥信息(2020年6期)2020-11-20 07:59:54
石油化工自动化(2018年5期)2018-11-14 02:34:20
山东工业技术(2016年15期)2016-12-01 05:30:49
当代化工研究(2016年5期)2016-03-20 16:21:32
电源技术(2015年11期)2015-08-22 08:50:26
机电信息(2015年9期)2015-02-27 15:55:59
低温与特气(2014年4期)2014-03-20 13:36:50
河南科技(2014年2期)2014-02-27 14:05:12