PA66扩链改性及其超临界CO2微孔发泡行为研究
2024-01-04 01:20:00孙乙博刘亚宁芦浩凡陈士宏王向东武丽丽
中国塑料 2023年12期
孙乙博,刘亚宁,芦浩凡,陈士宏,王向东,武丽丽
(北京工商大学轻工科学与工程学院,北京 100048)
0 前言
随着全球经济的快速发展,能源消耗也在不断增加,这给环境带来了巨大的压力。为了减少对环境影响和资源消耗,聚合物轻量化的研究正在逐渐得到关注[1-3]。PA66 是一种有广泛应用前景的半结晶工程塑料,其力学强度、韧性、抗疲劳、电绝缘性、气体阻隔和耐热耐化学性能均优于聚酰胺6(PA6)[4]。PA66 微孔泡沫材料的研究,为了用于实现更加优异的性能,扩宽更加复杂应用环境,例如在实现轻量化条件下,其力学性能无明显损失,实现优异的隔热性能和阻隔性能。但是,PA66 是由己二酸和己二胺缩合反应形成的线形聚合物,较低的熔体强度无法有效控制其气泡增长导致泡孔破裂与塌陷,大大限制了PA66的可发性。
在近些年发展中,使用化学扩链剂与聚合物进行熔融共混得到高熔体强度聚合物的方法已经被广泛研究使用。徐梦龙等[5]比较了IBC、BOZ、EP 对PA6的扩链效果,得到EPPA6的黏弹性最大,得到了PA6的微孔泡沫。韩硕等[6]通过控制结晶行为得到泡孔直径更小的微孔CEPA6泡沫。李胜男[7]等使用α-烯烃-马来酸酐共聚物DIA 作为扩链剂在熔融共混过程中对PA6 进行改性,研究分子量分布、流变特性、结晶特性、机械性能和发泡行为的影响。对于PA66分子链上的端基可与扩链剂的反应基团发生反应,可选用加成型扩链剂来进行调控支化程度,可选用环氧类、酸酐类、恶唑啉类扩链剂等通过不同反应基团引导PA66分子链形成支化结构或交联结构。加成型扩链剂比缩合型扩链剂优点在于:加工简单且不产生副产物。现在Feng[8]使用氮气作为发泡剂对聚甲醛(POM)和PA66 齿轮件进行了微孔注射发泡研究。但是PA66在超临界流体CO2中的物理发泡过程研究尚未见报道,对于其探索是非常必要的。
本文使用转矩流变仪利用环氧扩链剂CE 制备PA66 长链支化样品,使用旋转流变仪表征 PA66 的流变性能,利用差示扫描量热仪研究改性CEPA66 在N2氛围中的非等温结晶行为。采用超临界CO2进行釜压发泡,调控浸泡时间和压力制备泡孔结构优异、泡孔尺寸较小、泡孔密度最佳的CEPA66泡沫。
1 实验部分
1.1 主要原料
PA66,EPR27,中国平煤神马集团;
扩链剂(CE),ST-CE37B,环氧当量310~330 g/mol,其分子结构如图1所示,星贝达(上海)化工有限公司;
抗氧剂(B215),lrganoxB215,由lrganox1010 与lrganox168为2:1复配所得,德国巴斯夫公司。
1.2 主要设备及仪器
真空干燥箱,DHG-9245A,上海一恒科学仪器有限公司;
转矩流变仪,MARSⅢ,60 mL,德国Haake公司;
傅里叶变换红外光谱仪(FTIR),Nicolet IN10MX,美国赛默飞世尔科技公司;
平板压片机,LP-S-50,美国Labtech公司;
旋转流变仪,MARS,美国TA仪器公司;
差示扫描量热仪(DSC),Q100,美国TA公司;
高压发泡釜装置,250 mL,自制;
扫描电子显微镜(SEM),EMIYECH K550X,捷克TESCAN公司;
1.3 样品制备
首先将PA66在150 ℃的真空烘箱中干燥6 h,扩链剂CE 和抗氧剂B215在60 ℃的真空烘箱中干燥6 h;根据表1 中的配比混合均匀并加入转矩流变仪中熔融共混,温度设置为280 ℃,转速为60 r/min,反应时长为8 min,制备出不同配比的PA66 样品,然后采用平板压片机制成10 cm×10 cm×1 mm 的样品,其中热压温度为280 ℃、热压压力为5 MPa、热压时间为3 min,冷压温度为25 ℃,冷压压力为5 MPa、冷压时间为3 min。

表1 实验配方表Tab.1 Experimental formula
将热压成型的PA66 样品剪取3 cm×1 cm×1 mm的样品放入高压发泡釜中,注入超临界CO2至压力20 MPa,等到釜内温度加热至260 ℃并保持20 min。随后打开泄压阀门,压力瞬间释放至大气压(0.1 MPa),降至室温,制得CEPA66 泡沫制品。CEPA66 样品制备及其发泡过程示意图如图2所示。
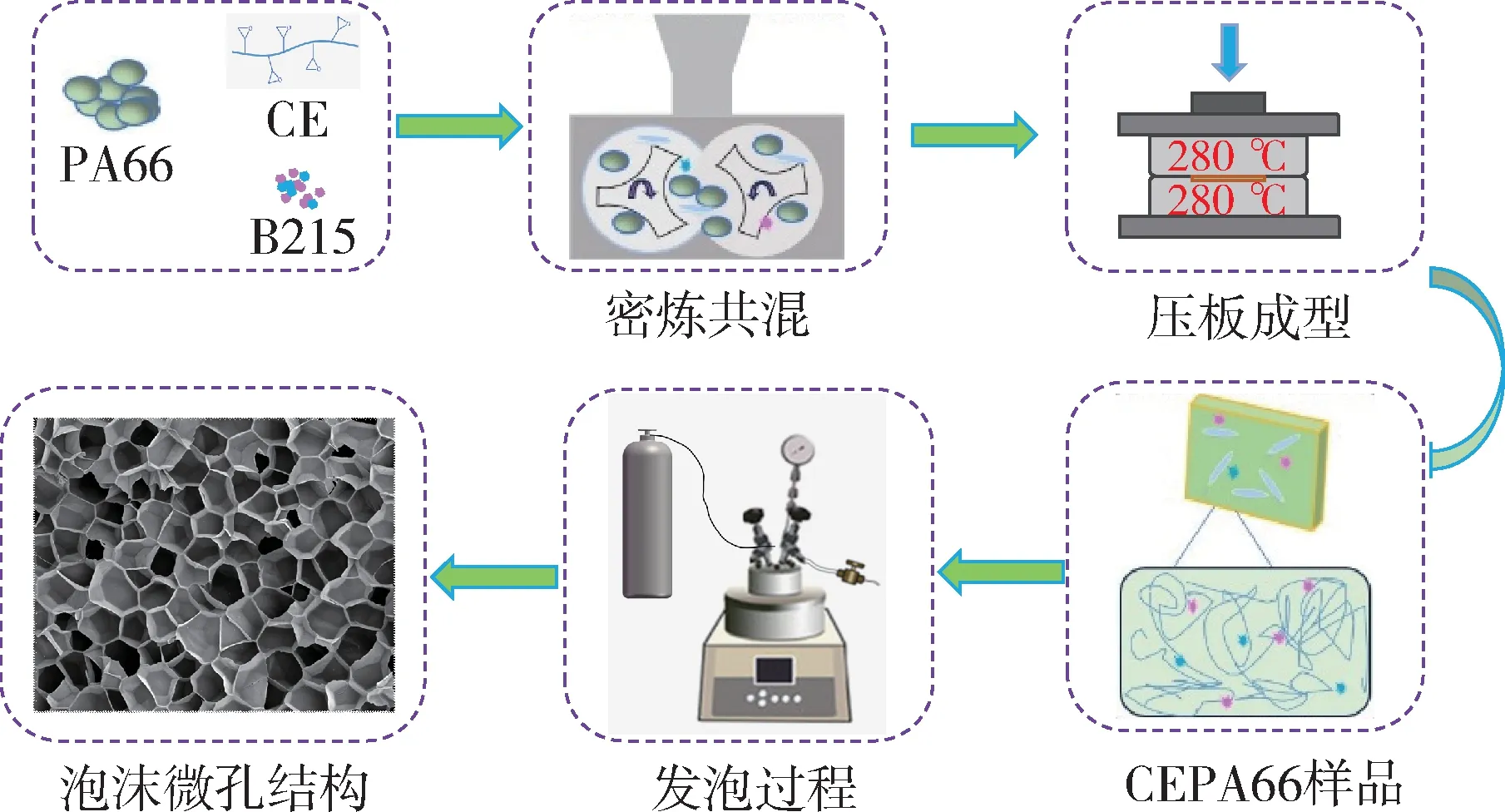
图2 CEPA66样品制备及其发泡过程示意图Fig.2 Schematic diagram of CEPA66 sample preparation and its foamed process
1.4 性能测试与结构表征
FTIR 分析:将CE、PA66和改性PA66样品分别与KBr均匀混合,细磨成粉末并压片成20 mm×20 mm×1 mm 的透明样品,在测试前需先将测试设备液氮冷却1 h,红外光谱信息在FTIR-ATR 模式下采集32 次扫描,扫描范围为400~4 000 cm-1;
流变性能测试:采用旋转流变仪在氮气氛围保护下,在280 ℃的测试温度和0.1~100 rad/s 的频率范围内测定所有样品的动态流变特性。所有样品均在应变范围的5 %进行测量,以确保线性黏弹性区,测量了材料的体积模量(G′)和复数黏度(η*);
泡沫样品微观形貌分析:将CEPA66 泡沫样品在液氮中浸泡 1 h 后低温淬断,在PA66 泡沫切片上溅射并镀上导电的薄金层,在10 kV 加速电压下使用EMIYECH K550X记录SEM图像;
凝胶含量测试:称取0.6 g 左右不同配比CEPA66样品浸入30 mL 左右甲酸溶液中,常温下浸泡24 h,80 ℃烘箱中烘干8 h,用滤纸过滤后,干燥滤纸并称量过滤前后质量增加值,计算法确定凝胶含量。CEPA66 样品的凝胶分数 (Gel) 通过式 (1) 计算得到:
式中 Gel——CEPA66 样品的凝胶分数,%
W1——CEPA66 样品经过滤干燥后未溶解部分质量,g
W0——CEPA66样品未溶解时的初始质量,g
DSC 分析:利用DSC 研究了复合材料的热行为和结晶性能。所有程序均在50 mL/min 的氮气气氛中进行测试,将质量为7~10 mg的样品先快速升温至300 ℃以去除热历史,保持3 min,冷却至40 ℃记录结晶曲线,然后保持3 min 加热至300 ℃记录熔融曲线,其中升降温速率为10 ℃/min。通过式(2)计算得到PA66 结晶度:
式中X——PA66结晶度,%
∆Hm——熔融焓(第二次升温的熔融焓)
∆H0m——100 %结晶样品的熔融焓(∆H0m=190 J/g)
发泡性能测试:通过排水法测定CEPA66 样品发泡前后的体积,通过质量测定泡沫密度,依照式(3)和式(4)发泡倍率(φ)和泡孔密度(N,个/cm3)
式中ρ——CEPA66泡沫的密度,g/cm3
ρf——未发泡样品的密度,g/cm3
n——统计范围内的泡孔数量
A——SEM照片中的统计面积,cm2
2 结果与讨论
2.1 扭矩曲线分析
扭矩曲线数值的变化定性判断聚合物熔体与不同含量的扩链剂CE 的反应情况。从图3 可以看出,CEPA66 的熔体扭矩随着CE 含量的增加而增加,表明更多的CE 加入使得PA66 的熔体强度逐渐提高。当CE的加入量超过4.5份时,曲线末端熔体扭矩值随时间延长扭矩值反而减小,这可能是由于PA66分子链断裂所致,由于加工过程中发生热氧降解。扩链剂CE 中的环氧基很容易与聚酰胺末端的羧基或氨基发生反应,形成星形长链支链PA66分子链。然而,环氧树脂与氨基之间的反应活性远低于环氧树脂与羧基之间的反应活性[9]。因此,长链支化PA66 分子以羧基末端和CE 环氧基的反应为主。
2.2 FTIR分析
为了进一步验证CE 与PA66 的扩链反应,对PA66、CEPA66 和 CE 进行了FTIR 分析,结果如图4所示。CEPA66 的1 540 cm-1和1 637 cm-1处是PA66的酰胺基团,而3 304 cm-1处是PA66 的N—H 伸缩振动[10]。CE与PA66共混后,环氧基特征峰不明显,表明环氧基在扩链/长链支化过程中被耗尽[6]。这表明CE和PA66在共混物中发生了反应。
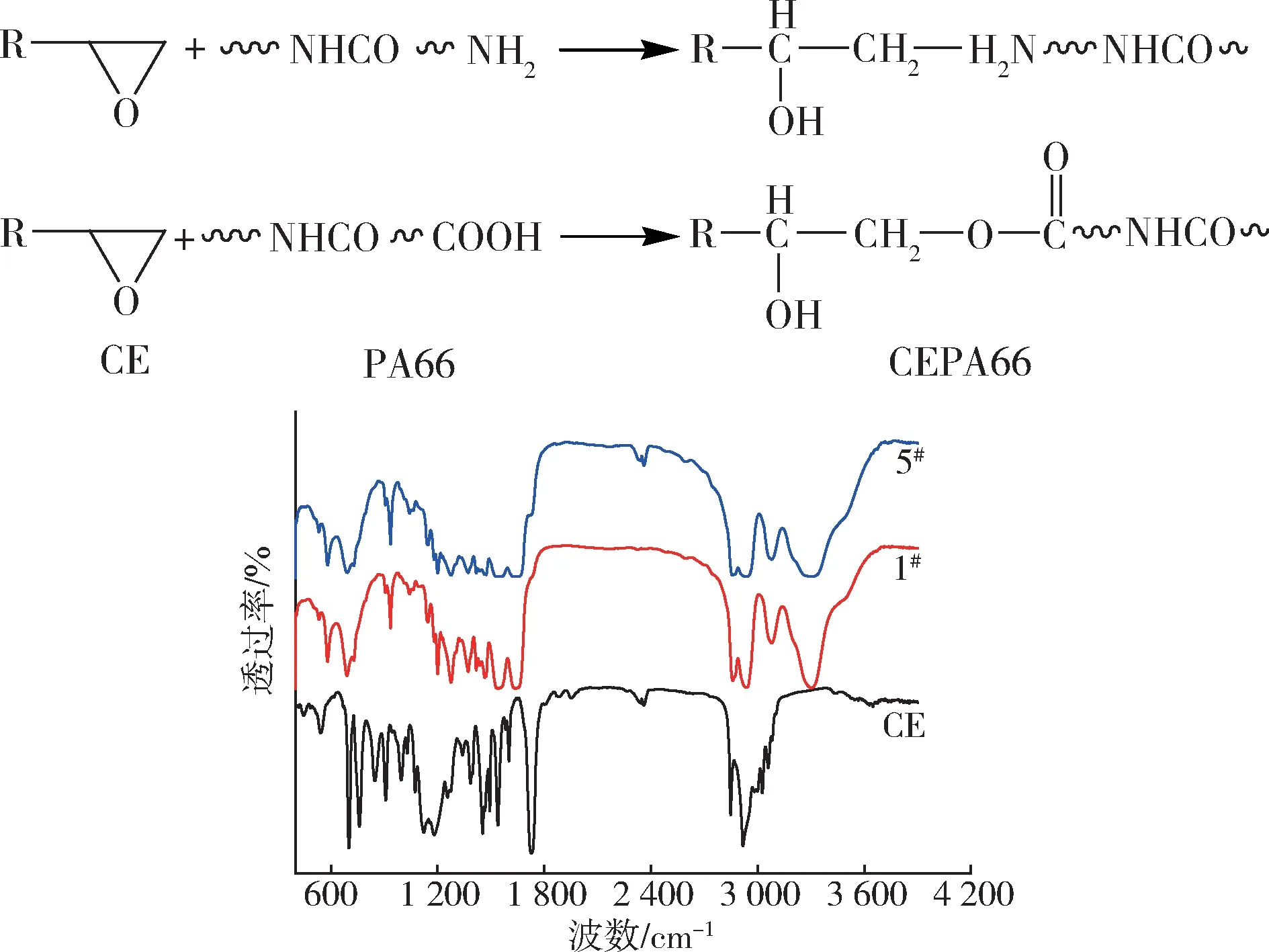
图4 CE、PA66和CEPA66的FTIR谱图和扩链反应式Fig.4 FTIR spectra of CE, PA66 and CEPA66 and chain extension reaction
2.3 流变性能分析
聚合物流变性能是由其分子拓扑结构决定的,聚合物流变性能会显著影响其发泡性能。在0.1~100 rad/s 角频率范围内,试样的η*曲线如图5(a)所示。随着CE 含量的增大,η*在相同ω下增大,这表明CE 的引入使得PA66 形成了支化或交联结构,增强了PA66 分子链移动的阻力,有利于PA66 的η*的提高,从而提高了熔体强度,在发泡过程中会减少气泡破裂的现象发生。

图5 CEPA66样品的动态流变曲线Fig.5 Rheological behavior of various CEPA66 samples
图 5(b)描绘了各组PA66 样品的储能模量G′在角频率为0.1~100 rad/s 的变化情况。在低剪切速率下,CEPA66 的G′随CE 添加量的增加而增加,表明扩链改性提高了相应样品的熔体弹性,限制了聚合物链的弛豫[11]。储能模量的增加改善了PA66熔体弹性和强度,改善泡孔形态,提高 PA66的发泡性能。
交联是线形或支形高分子链以共价键连接成网状或体形高分子的过程,交联点增多,出现凝胶化现象,化学交联形成的凝胶具有不溶不融的特性[12]。扩链剂与聚合物之间发生扩链反应可产生支化结构,但是将扩链剂的添加量达到一定值时会发生交联结构。图6表明了PA66 的凝胶含量随着CE 的添加量增加而增加。在微交联在发泡过程中可以作为气泡成核点,但是大量交联结构的存在会对PA66 的加工和回收产生负面影响。因此,为了避免太多交联,同时保证足够的支化度,扩链剂CE含量选择添加 3.5~4.5份。
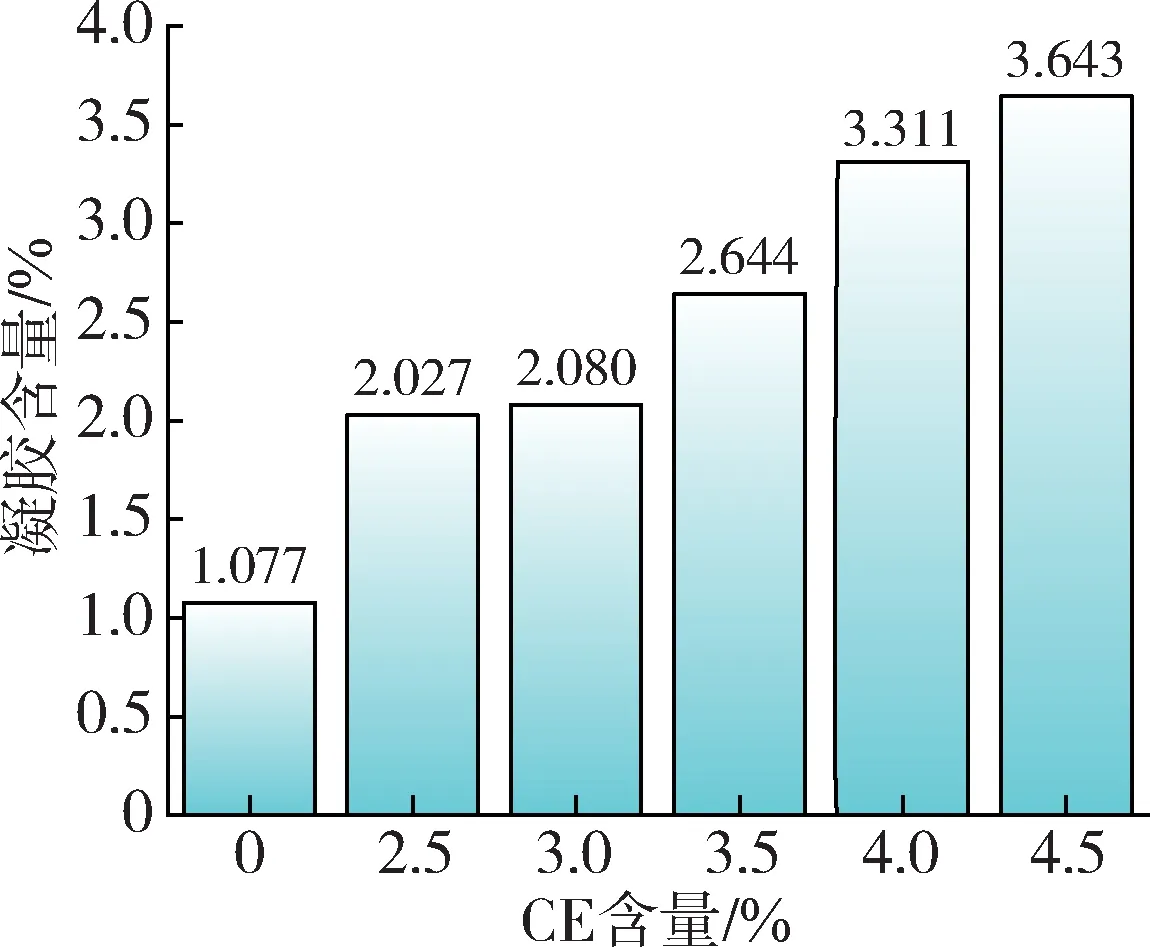
图6 不同PA66样品的凝胶含量Fig.6 Gel content degree of different PA66 samples
2.4 热性能分析
在升降温速率为10 ℃/min 时,CEPA66 样品非等温熔融结晶过程的DSC 曲线如图7 所示。CEPA66 的结晶峰Tc和熔融峰Tm向低温方向移动, CE 的引入降低了游离氨基和羧基的含量,降低了氢键密度[13],在一定程度上阻碍了其结晶过程。支链结构的存在会增加分子链运动的阻力,阻碍晶体的生长过程[14]。因此,分子链更难以融入晶格,导致结晶速率降低,形成更不完善的低熔点晶体[15]。由表2 结果可以看出,随着CE 含量的增加,CEPA66的结晶度也在减少。

表2 不同CEPA66样品的热性能参数Tab.2 Thermal properties of the CEPA66 samples

图7 CEPA66样品的DSC曲线Fig.7 DSC curves of CEPA66 composites
2.5 发泡性能研究
不同扩链剂CE 含量的发泡样品在275 ℃饱和温度下的SEM 显微照片如图8 所示。在相同浸泡温度条件下,未扩链改性的PA66 无法形成泡孔结构。当CE 含量小于3.5 份时,可以从SEM 图中观察到CE-PA66 泡沫由于熔体强度低而发生泡孔破裂;当CE 含量为4.0 份时,CEPA66 的泡孔结构变得规则而致密,泡孔壁成为规整六边形;当CE 含量大于4.5 份后,由于之前加工过程中存在分子链断裂情况,促进聚合物发生热降解,导致泡孔尺寸增大,泡孔密度减小[16]。如图9 所示,在CE 含量小于4.0 份时,CEPA66 泡沫的泡孔尺寸和 VER 随着CE 含量的增加而增大。
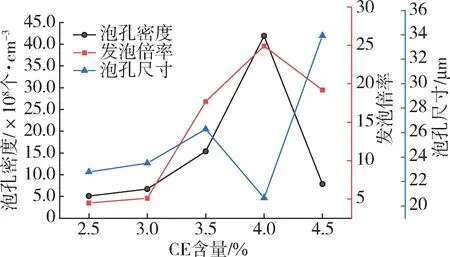
图9 浸泡温度为275 ℃的CEPA66样品的泡孔密度、发泡倍率、泡孔尺寸统计图Fig.9 The cell density, foaming rate and cell size of CEPA66 samples were calculated at 275 ℃
图10 为CE 含量为4.0 份时 PA66 在 20 MPa 的CO2压力下,调整不同浸泡饱和温度下的SEM 照片。从图10 和表3 可以看到,随着温度的升高,样品的发泡倍率在增加。浸泡温度在275 ℃时,CEPA66可以得到比较完美的泡孔,并且发泡倍率、泡孔密度和泡孔尺寸都最佳。在浸泡温度大于277.5 ℃后,泡孔壁发生褶皱,泡孔密度减小,尺寸增大,泡孔发生合并现象。这是因为随着饱和温度升高,高温高压下热降解加快,导致气泡壁塌陷甚至破裂[17]。

表3 不同CEPA66样品的泡孔统计参数Tab.3 Foam cell statistical parameters of different CEPA66 samples
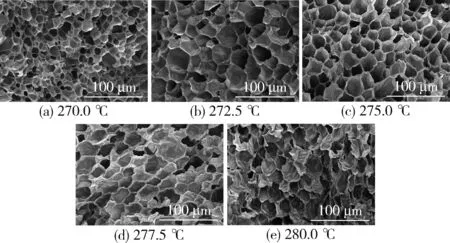
图10 CE含量为4份的PA66样品在不同浸泡温度下的SEM照片Fig.10 SEM images of PA66 samples with 4 phr CE content at different soaking temperature
综上所述,通过实验研究发现,在扩链剂CE含量为4.0份、饱和温度为275 °C 时泡沫性能最佳,其泡孔尺寸约为23 μm、发泡倍率为25、泡孔密度为3.5×109个/cm3。
3 结论
(1)引入扩链剂CE显著提高了PA66的熔融强度,增强了PA66的可发性,并通过超临界CO2釜压发泡成功制备了微孔PA66泡沫。
(2)随着CE 含量增加,PA66 泡沫的泡孔密度增加。当扩链剂CE 含量为4 份、饱和温度为275 °C 时,泡孔尺寸约为23 μm、发泡倍率为25、泡孔密度为3.5×109个/cm3。
(3)随着浸泡饱和温度的提高,CEPA66 的泡孔尺寸增加,发泡倍率升高,发泡温度在275 ℃左右时可以制备出发泡倍率高、泡孔尺寸小、泡孔结构较好的PA66微孔泡沫。
猜你喜欢
起重运输机械(2023年22期)2023-12-12 09:55:52
包装工程(2022年1期)2022-01-26 09:03:10
科教导刊·电子版(2021年6期)2021-05-06 05:05:14
工程塑料应用(2020年11期)2020-11-28 01:57:50
安徽电子信息职业技术学院学报(2019年2期)2019-04-26 06:38:28
制造业自动化(2017年2期)2017-03-20 14:26:08
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
中国塑料(2015年6期)2015-11-13 03:03:05
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13