农业旋耕刀具耐磨降阻减粘技术研究
2023-12-29 03:08孙志鹏张雷朱晨颖盛惠朋李宇佳钱志敏孙华为
电焊机 2023年12期
孙志鹏,张雷,,朱晨颖,盛惠朋,李宇佳,钱志敏,孙华为
1.宁波中机松兰刀具科技有限公司,浙江 宁波 315700
2.中国机械总院集团宁波智能机床研究院有限公司,浙江 宁波 315700
0 引言
农机旋耕刀作为耕地作业的核心零部件,面临两个突出的问题:一是耕作环境复杂,旋耕刀易受磨损导致快速失效;二是耕地作业中土壤对触土部件的粘附严重,导致耕作阻力增大,消耗大量动力和能源,且粘附不均还会打破旋耕机动平衡,加快设备损坏[1-4]。
这两个问题严重制约着农业机械化的升级转型,引起了国内外研究人员的广泛关注。李文虎等人[5]采用氩弧熔覆技术在Q235钢基体表面制备TiC-Ni3Si/Ni基复合涂层,结果表明涂层磨损量约为同等摩擦磨损条件下Q235钢磨损量的11.84%,耐磨性有所提升。马跃进等人[6]利用氧乙炔火焰喷焊技术在鞭式灭茬刀具上制备了Ni-WC喷焊层,结果表明WC能够对镍基合金产生弥散强化、晶界强化和固溶强化的作用,提高喷焊层的耐磨性。Karoonboonyanan等人[7]采用高速氧燃料喷涂方法在旋耕刀表面制备了WC/Co复合涂层,田间试验结果表明,喷涂WC/Co耐磨层的旋耕刀延寿效果明显。目前,国内外通过表面熔覆涂层提升耐磨性的技术已日渐成熟,但提升效果有限。为了大幅提升耐磨性,需要更厚的涂层,然而过厚的表面涂层会导致耕地阻力增大,土壤粘附也会增多。热喷涂技术存在涂层与基体结合强度低、耐磨性提升有限、成本过高、经济性不理想等问题,限制了其推广应用。龙伟民[8-9]等采用感应钎涂技术在旋耕刀表面制备金刚石涂层,具有较好的实际推广应用前景。
此外,为了实现降阻减粘的目标,部分学者通过研究触土部件的表面结构,采用仿生原理,制备具有特殊表面构型的触土部件,以减少表面粘附[10-12]。李建桥等人[13]对蜣螂体表触土部位进行了仿生学研究,并设计了凸包型仿生犁壁,田间试验表明仿生犁具有显著的降阻效果。然而,这些表面构型对触土部件的耐磨性提升几乎没有帮助,且结构复杂不易加工。当触土部件工作时遇到石子、沙砾等冲击,这些表面构型很快会失效。目前,国内外在触土部件领域进行的研究仍未能全面显著地提升其耐磨和降阻减粘性能。如何全面提升触土部件的耐磨和降阻减粘性能仍然是有待研究和解决的难题。
本研究采用金刚石钎涂技术在触土部件旋耕刀表面制备金刚石涂层,研究了其对旋耕刀的耐磨性、土壤粘附和耕作阻力的影响,并与常规电弧堆焊涂层和等离子堆焊涂层进行了性能对比,旨在找到适合旋耕刀作业环境、具备耐磨和降阻减粘作用的涂层方案。
1 试验材料及方法
1.1 涂层制备
1.1.1 金刚石钎涂层
金刚石钎涂层制备所需材料包括60Si2Mn钢基体、Ni-Cr-B-Si系钎料和金刚石微粉。其中,Ni基钎料的粒度为-200目,化学成分如表1所示。金刚石微粉的粒度为140/170目,采用市售的IT245型号旋耕刀,其材质为60Si2Mn钢。

表1 Ni基钎料化学成分(质量分数,%)Table 1 Chemical composition of Ni based solder (wt.%)
以60Si2Mn钢为基体,先将基体预加工成尺寸为25 mm×75 mm×10 mm的试样,然后对基体进行喷砂处理。将Ni基钎料与金刚石按质量比8∶2混合后,加入成膏物质调成膏状,均匀涂覆在基体表面,然后放置于鼓风干燥箱内,在100 ℃下烘干2 h。利用感应焊机进行加热,感应电流60 A,加热时间15 s,完成金刚石钎涂层制备。
1.1.2 电弧熔覆涂层
电弧熔覆涂层制备用材料采用市售耐磨焊丝,焊丝直径为1.2 mm,其成分见表2。采用二氧化碳气体保护焊制备涂层,焊接参数如表3所示。

表2 焊丝化学成分(质量分数,%)Table 2 Chemical composition of welding wire (wt.%)

表3 电弧熔覆工艺参数Table 3 Arc cladding process parameters
1.1.3 等离子熔覆涂层
等离子熔覆涂层制备采用市售铁基粉末材料,混合加入50%碳化钨(WC)颗粒,其中铁基粉末材料的成分见表4,等离子堆焊参数见表5。

表4 铁基材料化学成分(质量分数,%)Table 4 Chemical composition of iron based materials (wt.%)
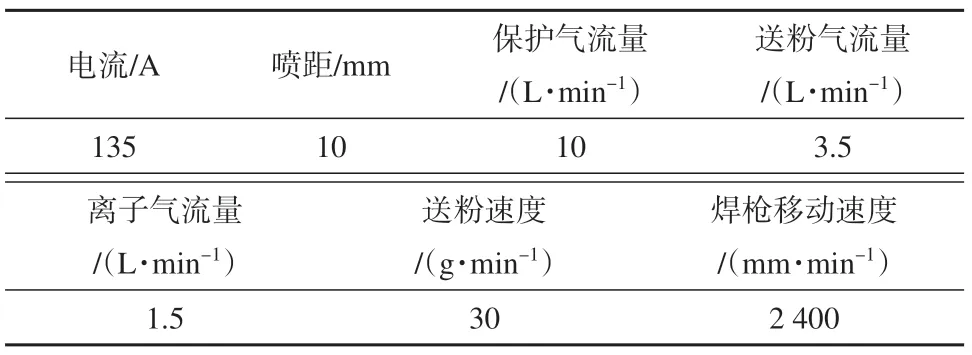
表5 等离子堆焊参数Table 5 Plasma surfacing parameters
1.2 涂层性能测试及表征方法
采用德国Ziess扫描电子显微镜对涂层进行显微组织观察,使用MML-1G干砂半自由磨料磨损试验机对涂层试样进行耐磨性测试。根据JB/T 7705—1995《松散磨粒磨料磨损试验方法 橡胶轮法》进行试验,试验负载为45 N,转速为195 r/min,磨粒选用平均粒径为60目的刚玉砂。使用日本三丰SV-3200H4表面粗糙度测量仪测试涂层表面粗糙度,并生成涂层表面轮廓。
1.3 旋耕阻力测试方法
将扭矩传感器安装在拖拉机后输出轴上,并与旋耕机相连。将扭矩-转速-功率显示仪与扭矩传感器相连,并连接至电脑。通过数据线将扭矩和功率信号传递给电脑并实时记录。
1.4 粘附性测试方法
采用田间试验来测试和对比各种旋耕刀对土壤的粘附性。将带有涂层的旋耕刀安装在旋耕机上,旋耕机转速为300 r/min,前进速度为1.1 m/min。选择河南许昌某地区的测试地块,在实验前测试土壤的平均含水率为11%~15%。安装计亩器,在旋耕10亩地后停止旋耕作业,并取下旋耕刀,然后按照以下方法计算粘附率η:
式中m1为旋耕作业后粘附有泥土的旋耕刀质量;m0为旋耕作业后旋耕刀的金属刀体质量,即粘附的土壤采用清水冲洗干净,将旋耕刀烘干,称取此时旋耕刀的质量。
2 试验结果与分析讨论
2.1 涂层显微组织形貌
三种方法制备的涂层微观组织形貌如图1所示。由图1a、1b可以看出,金刚石钎涂层中金刚石均匀分布,没有分层或聚集,颗粒完整,钎料紧密包裹,具有较好的把持能力[14]。这是因为其中的活性元素Cr与金刚石表面发生活性反应,生成碳化物[15-16]。由图1c、1d可以看出,电弧熔覆涂层中均匀分布了极细的强化相。由图1e可以看出,球型WC集中分布在涂层下方,这是由于等离子弧温度过高,焊料过分熔融,WC密度较大,导致WC下沉。温度过高还会导致WC颗粒烧损和过度溶解[17-20],如图1f所示。WC的碎裂和溶解将对涂层的硬度和耐磨性产生不利影响。
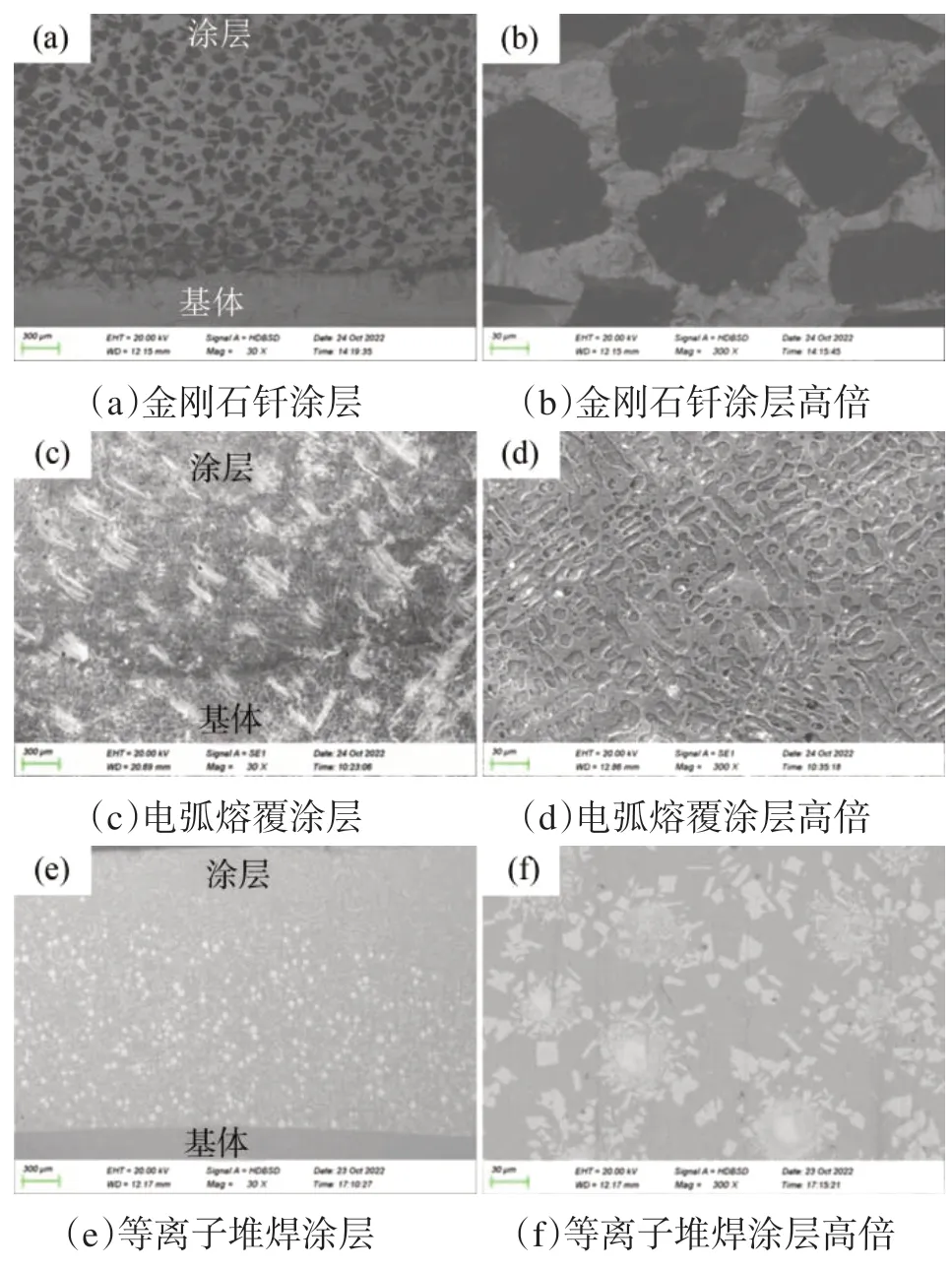
图1 不同涂层的微观组织形貌Fig.1 Microstructure and morphology of different coatings
2.2 涂层耐磨性
不同涂层制备方式的磨损失重对比结果如图2所示。测试10 min后,金刚石涂层的磨损失重最小,为0.056 2 g,仅为电弧熔覆涂层和等离子堆焊WC涂层磨损失重的6.24%和9.24%。可见金刚石涂层的耐磨性与其他涂层相比差异巨大。另外,田间旋耕试验表明,金刚石钎涂旋耕刀的寿命可达2 500亩以上,电弧熔覆旋耕刀使用寿命仅为600亩,等离子堆焊旋耕刀为800亩,不同涂层导致最终产品的使用寿命差异巨大。
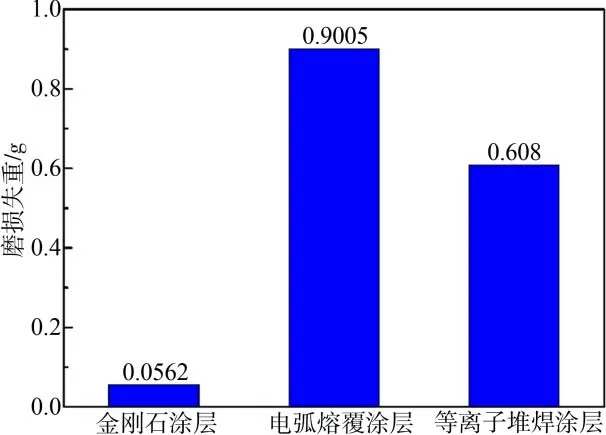
图2 不同涂层的磨损失重Fig.2 Weight loss due to wear of different coatings
金刚石涂层具有高耐磨性的本质原因是涂层中的超高硬度耐磨金刚石微粒承载了极大的抗磨损作用。不同涂层磨损后的微观组织形貌如图3所示,由图3a可知,金刚石微粒之间形成了明显的犁沟。经过较长时间的磨损后,耐磨金刚石微粒之间的粘结材料逐渐被磨损,金刚石微粒的露出高度增大,且边缘变得圆润。总体来看,金刚石涂层中的金刚石微粒保存完整,没有脱落且损伤较小,能够长时间地保护基体。
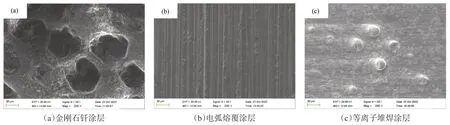
图3 不同涂层磨损后的微观组织形貌Fig.3 Microstructure and morphology of different coatings after wear
相比之下,电弧熔覆涂层较为软,磨损后会出现明显的平行规则划痕,如图3b所示。在磨损测试过程中,测试砂子对涂层产生了明显的犁削作用,导致涂层快速磨损,失重达到了0.900 5克,对基体的保护作用较差。
而等离子堆焊涂层上层的WC分布较少,经过一定时间的磨损后,涂层磨损到中下层,随着WC颗粒比例的提高,耐磨性也会有所提高。此外,WC颗粒逐渐露出基体,部分WC颗粒的边缘会受到磨损并破裂。总体来看,由于部分WC颗粒烧损和分解,其强化作用远远不及预期,磨损质量损失达到了0.608克,且WC本身的硬度不及金刚石,因此涂层的整体耐磨性与金刚石涂层存在巨大差异。
2.3 涂层降阻性能
不同涂层的表面粗糙度如表6所示,金刚石涂层的表面粗糙度为Ra9.616 5,属于较小水平。而电弧熔覆的涂层表面粗糙度达Ra13.638 9,这样高的粗糙度会明显增加耕地阻力,对后续实地作业产生不利影响。等离子堆焊的涂层粗糙度为Ra4.177 5,这主要是因为涂层制备过程中金属熔化充分,涂层凝固后比较平整。三种涂层表面的轮廓线如图4所示,可以直观地观察其形状特性。
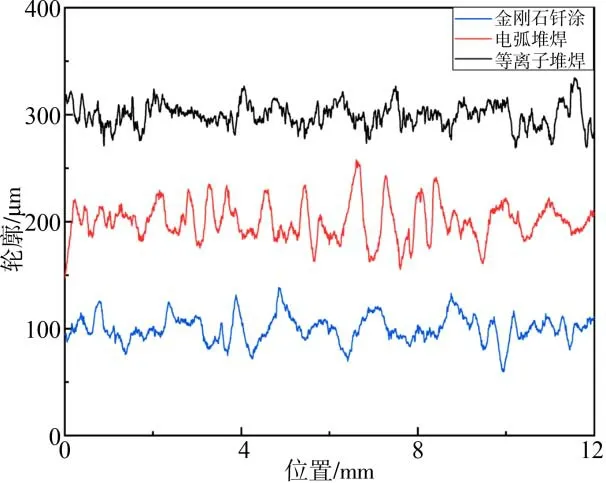
图4 不同涂层的表面轮廓测量曲线Fig.4 Surface profile measurement curves for different coatings

表6 不同涂层的表面粗糙度Table 6 Surface roughness of different coatings
采用不同工艺制备的旋耕刀外观如图5所示。经测量,涂层的平均宽度和厚度分别如表7所示。由于焊接材料及制备方法的差异,三种方法制备涂层的外形尺寸存在较大区别。金刚石钎涂工艺制备的涂层较薄且光滑,而另外两种工艺制备的涂层都较厚,其中电弧熔覆涂层表面较为粗糙。

图5 不同工艺制备的旋耕刀Fig.5 Rotary tillage knives prepared by different processes

表7 不同涂层的宽度和厚度Table 7 Width and thickness of different coatings
针对制备的三种涂层旋耕刀进行了田间试验,并采集了旋耕作业时的扭矩数据,如图6所示。在耕地作业时,旋耕刀刃部接触土壤,将土块切碎并抛洒。金刚石钎涂旋耕刀平均扭矩为584.66 N·m,电弧熔覆旋耕刀的平均扭矩为739.4 N·m,等离子堆焊旋耕刀的平均扭矩为650.32 N·m。金刚石钎涂旋耕刀在作业过程中的平均扭矩比电弧熔覆和等离子堆焊旋耕刀分别低20.93%和10.97%。进一步验证了金刚石钎涂旋耕刀降阻节能的实用性。
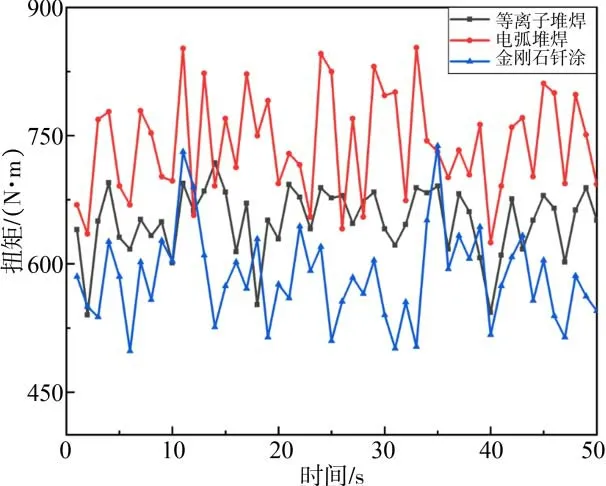
图6 三种涂层旋耕刀旋耕作业扭矩Fig.6 Torque of three types of coated rotary blades for rotary tillage
2.4 涂层减粘性能
不同涂层旋耕刀在田间测试后的形貌如图7所示,所测得的粘附率如表8所示。可见土壤的粘附区主要集中在刀刃及刀身区域。对于金刚石旋耕刀来说,由于涂层较薄且表面粗糙度小,其在耕地过程中涂层部位并没有明显的粘附土壤。而电弧熔覆旋耕刀则有较大不同,其刃部由于表面多了一层约3~4 mm的熔覆层,且表面粗糙度极大。因此,在旋耕过程中,更容易粘附较多的土壤。等离子熔覆旋耕刀对土壤的粘附情况则居于前述两种刀具中间。由于旋耕刀的刀刃主要承担切土和碎土功能,若粘附土壤过多,将大大影响切土和碎土的效果。此外,过多的土壤粘附也会导致拖拉机油耗上升,旋耕作业效率降低。

图7 不同涂层旋耕刀田间测试后形貌Fig.7 Morphology of rotary tiller blades with different coatings after field test

表8 不同涂层旋耕刀土壤粘附率Table 8 Soil adhesion rates of rotary tillers with different coatings
由图7可见,金刚石涂层旋耕刀的涂层较薄,涂层上部区域粘附的土壤层薄,且区域小,而电弧堆焊和等离子堆焊旋耕刀涂层偏厚,其粘附土壤的厚度更大且面积也更大。从粘附率上来看,金刚石钎涂旋耕刀的粘附率仅有0.8%,远低于另两种旋耕刀,电弧堆焊旋耕刀的粘附率最高,达到1.5%。
3 结论
(1)金刚石涂层磨损失重仅0.056 2 g,为电弧熔覆涂层及等离子堆焊WC涂层磨损失重的6.24%、9.24%,耐磨性极佳。田间试验表明,金刚石钎涂旋耕刀的寿命可达2 500亩以上,远高于电弧熔覆旋耕刀和等离子堆焊旋耕刀。
(2)金刚石涂层表面平整光滑,且厚度极薄,旋耕作业扭矩较电弧熔覆旋耕刀和等离子堆焊旋耕刀分别低20.93%和10.97%,降阻效果显著。
(3)金刚石钎涂旋耕刀的粘附率仅为0.8%,明显低于电弧熔覆旋耕刀和等离子堆焊旋耕刀,减粘效果显著。
猜你喜欢
陶瓷学报(2021年4期)2021-10-14
石材(2020年10期)2021-01-08
山东冶金(2019年3期)2019-07-10
上海金属(2016年1期)2016-11-23
新世纪水泥导报(2016年1期)2016-07-01
超硬材料工程(2016年1期)2016-02-28
超硬材料工程(2016年1期)2016-02-28
安徽地质(2016年4期)2016-02-27
橡胶工业(2015年8期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03