
加热即食再造笋米制备工艺优化
2023-11-27 14:43:18李妍霖郝罗金紫阳
中国食品 2023年22期
李妍霖 郝罗 金紫阳


随着生活水平的提升,自热型的方便食品市场迅速发展壮大。本试验以竹笋和糙米为主加工生产出再造竹笋米,通过单因素试验和正交试验优化了再造笋米的最佳配方和工艺条件,以期提高糙米的利用率和附加值,解决资源浪费问题,且为竹笋资源的加工应用开辟新的方向。
一、材料与方法
1.材料与仪器。(1)材料。糙米、大米,黑龙江五常金禾米业有限责任公司;笋干、保鲜笋,四川丰泰食品科技有限公司;单甘脂、柠檬酸钠、聚赖氨酸盐、R多糖、D-异抗坏血酸、EDTA-2钠,四川华堂聚瑞生物科技有限公司。(2)仪器。Rapid TA质构仪,上海腾拔仪器科技有限公司;九段式双螺杆挤压机,济南真诺机械有限公司;FW-200万能粉碎机,北京中兴伟业仪器有限公司;破壁机,苏州索尼克超声科技有限公司。
2.制备工艺流程。原料→粉碎→过筛→添加笋酱→混匀→挤压、熟化→切粒→干燥→笋米成品。
3.试验方法。(1)原料干粉的制备。笋干、糙米碎、大米碎分别去除杂质后粉碎,笋粉100目筛网过筛,糙米粉、大米粉20目过筛。
(2)原料笋酱的制备。取清水保鲜竹笋笋头,配制无硫化保鲜液:取1L纯水于烧杯中,加入柠檬酸钠1g、聚赖氨酸盐0.3g、R多糖2g、D-异抗坏血酸1.5g、EDTA-2钠0.8g。保鲜竹笋笋头与保鲜液按7:3比例过胶体磨破碎至无明显纤维状,制成均质笋酱。
(3)再造笋米的制备。将过筛后的各原料按一定比例称重,搅拌混匀成松散湿润粉状,把混合物投入九段式双螺杆挤压机,将物料逐级挤压、熟化。开启并调整旋切刀速度,将模孔中挤压熟化的物料切米粒状。过振动筛进行再造竹笋米粒的初次冷却分散,使其表面快速干燥、无粘结。进入五层低温干燥线,干燥温度为60℃-70℃。
(4)原料配方单因素对再造笋米的品质影响。在挤压温度100℃、补水量30%、螺杆转速180r/min的条件下,以原料糙米粉、大米粉、笋粉混合干粉总量为100%计算配比(质量分数),以糙米粉50%、笋粉10%,其余干粉由大米粉补足,再添加笋酱30%、单甘脂0.5%,分别改变各因素的水平进行单因素试验。根据建立的再造笋米评价体系,分析各组再造笋米的综合得分情况以得到较为适宜的配方比例。
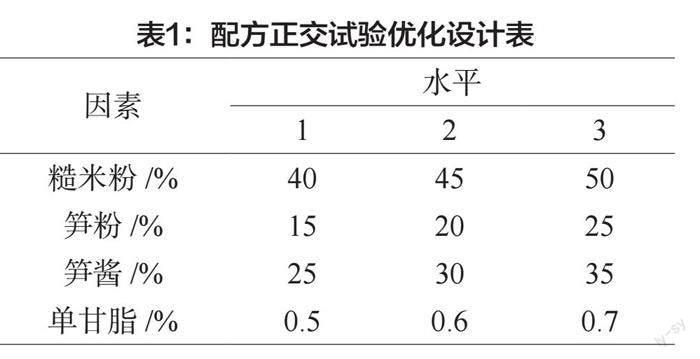
(5)配方优化正交试验。根据单因素试验的结果,对糙米粉、笋粉、笋酱、单甘脂四个因素分别选取三个水平进行正交试验,如表1所示。
(6)挤压工艺单因素对再造笋米的品质影响。在配方优化试验结果中得到的最佳配方的条件下,以挤压温度100℃、补水量30%、螺杆转速180r/min为基础,分别改变各因素的水平进行单因素试验。根据建立的再造笋米评价体系,分析各组再造笋米的综合得分情况,以得到较为适宜的挤压工艺参数。
(7)挤压工艺优化正交试验。根据单因素试验的结果,对挤压温度、补水量、螺杆转速三个因素分别选取三个水平进行正交试验,正交试验设计如表2所示。
4.数据处理与分析。采用Microsoft Office Excel 2010進行数据处理与分析。
二、结果与分析
1.原料配方单因素试验结果。(1)糙米粉添加比例对再造笋米综合评分的影响。由图1可知,在保持其他因素不变的情况下,随着糙米粉比例的增加,笋米的综合评分先上升后下降,当糙米粉添加量为40%时,笋米综合评分最高。
图1:糙米粉添加比例对再造笋米综合评分的影响
(2)笋粉对再造笋米综合评分的影响。添加笋粉能为笋米提供竹笋特有风味,同时竹笋自带的黄酮在赋予笋米黄色光泽的同时也能加强健康功能。由图2可知,添加一定量的笋粉能提高笋米的综合评分,但笋粉添加过多时笋米综合评分会下降,可能是由于笋粉富含膳食纤维,添加过多使笋米成型难度加大。当笋粉添加量为15%时,笋米的综合评分最高。
(3)笋酱对再造笋米综合评分的影响。 笋酱由保鲜笋制成,能提供鲜笋风味,且具有较好的持水性,添加一定量的笋酱,对笋米成型有一定的促进作用,从而提高笋米的综合评分。根据图3可知,笋酱添加量为30%时,笋米的综合评分最高。
图3:笋酱对再造笋米综合评分的影响
(4)单甘脂对再造笋米综合评分的影响。单甘脂作为乳化剂,在挤压过程中能使物料混合更均匀,受到的机械力减小,使成品笋米表面更光滑。若单甘脂添加量过高则会使物料受到的摩擦力降低,在挤压系统中停留的时间减少导致物料糊化不完全,降低成品笋米的品质。根据图4可知,单甘脂添加量在0.6%时笋米的综合评分最高。
图4:单甘酯对再造笋米综合评分的影响
2.原料配方正交试验结果。由正交方差R值分析可知,各个因素对再造笋米综合评分的影响程度依次为笋酱>笋粉>单甘脂>糙米粉,分析正交极差K值得到笋米原料最佳配比为:A2B1C3D1,即干粉混合粉中糙米粉占45%、笋粉占15%,其余由大米粉补足,笋酱添加量为35%、单甘脂0.5%。由于A2B1C3D1未在正交表中出现,因此进行验证试验,试验测得综合评分为76.36,高于正交表中最高的A2B2C3D1,表明通过正交试验优化得到的配方为最佳配方。
3.加工工艺单因素试验结果。(1)挤压温度对再造笋米综合评分的影响。根据最佳配方对挤压工艺进行单因素试验,根据图5可知,挤压温度在100℃-120℃时笋米综合评分维持在较高水平,温度高于120℃时笋米综合评分降低。原因可能是淀粉在低于100℃时糊化不完全,导致挤出的笋米粘度低、咀嚼性较差,而过高的温度会使笋米膨化,表面粗糙,感官较差。
图5:挤压温度对再造笋米综合评分的影响
(2)补水量对再造笋米综合评分的影响。笋米在挤出成形时受到水分的影响,若补水量过低,会使物料之间摩擦增大,在挤出时表面粗糙,形态和口感不佳;若补水量过多,则物料流动性较大,在挤出时不易成形,成品品质不佳且干燥更长,成本较高。由图6可以看出,笋米综合评分随补水量的增加先增后减,在补水量为25%时综合评分最高。
图6:补水量对再造笋米综合评分的影响
(3)螺杆转速对再造笋米综合评分的影响。由图7可知,随着螺杆转速增加,笋米综合评分呈先增后减的趋势,在螺杆转速为210rpm时笋米综合评分达到最高。
图7:螺杆转速对再造笋米综合评分的影响
4.加工工艺正交试验结果。在单因素试验的基础上设计正交试验。由极差R值分析可知,各个因素对再造笋米综合评分的影响程度依次为挤压温度>补水量>螺杆转速,分析极差K值得到笋米原料最佳配比为A3B3C1,即双螺杆挤压机的挤压温度为120℃,进料时补水量为干粉质量的30%,螺杆转速为200rpm。由于A3B3C1未在正交表中出现,因此进行验证试验,试验测得综合评分为78.71,高于正交表中最高的A3B3C2,表明通过正交试验优化得到的工艺条件为最佳工艺条件。
三、结论
本研究以大米粉、糙米粉、笋粉、笋酱、单甘脂为原辅料,通过九段式双螺杆挤压机进行挤压膨化,最后制得开水冲泡加热即食的再造笋米。通过单因素试验和正交试验得到笋米的最佳配方为:40%大米粉、15%笋粉、45%糙米粉、35%笋酱和0.5%单甘脂;最佳加工工艺为:挤压温度120℃、补水量30%、螺杆转速为200rpm。在该条件下生产的再造笋米综合评分最高,为78.71,表明本试验条件优化较为合理。
作者简介:李妍霖(1994-),女,汉族,四川广汉人,高级食品研发工程师,大学本科,研究方向为生物工程。
猜你喜欢
岭南音乐(2022年4期)2022-09-15 14:03:10
河北理科教学研究(2020年3期)2021-01-04 01:49:52
小学科学(学生版)(2020年2期)2020-03-03 13:40:18
小学科学(学生版)(2020年1期)2020-01-19 06:02:10
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
学生天地(2016年6期)2016-04-16 05:14:27
小说月刊(2014年9期)2014-04-20 08:58:08
机电信息(2014年29期)2014-02-27 15:54:16
机电信息(2014年26期)2014-02-27 15:53:38
