烷基化装置分馏系统的模拟与优化
2023-11-16 06:49毛玲娟刘亭亭廖祖维代恩东
炼油与化工 2023年5期
高 伟,毛玲娟,刘亭亭,廖祖维,代恩东
(1.浙江石油化工有限公司,浙江 舟山 316200;2.浙江大学化学工程联合国家重点实验室化学工程与生物工程学系,浙江 杭州 310058)
近年来,化工模拟技术越来越成熟,经常被用于解决实际生产问题。化工模拟技术就是利用计算机技术能够有效地解决和诊断化工过程中所面临的实际问题,通过数学方法把化工实际生产中的现场数据,选择合适的模拟软件,在计算机上得以再现并实现优化的过程[1]。通过化工模拟技术无需小试、中试,模拟结果可直接用于工业装置设计[2],减少时间及成本消耗。
某炼化企业的55×104t/a 烷基化装置反应系统采用CDAlky®低温硫酸烷基化工艺,反应温度为-4 ℃,具有副反应少、酸耗低和辛烷值高的优点,分馏系统采用脱异丁烷塔和脱正丁烷塔进行产品分离,反应产物进入脱异丁烷塔,塔顶异丁烷循环返回反应器参与反应,底部物料进入脱正丁烷塔,塔顶抽出正丁烷产品,底部产出烷基化油。烷基化油又名异辛烷,具有低硫、低烯烃、高辛烷值的特点,是汽油的理想调和组分。
该烷基化装置分馏系统在设计工况条件下正常运行,然而物料性质较原设计有所变化,因此装置不在最佳的操作条件,可能存在能耗高的问题。为了验证,文中基于该炼化企业55×104t/a 烷基化装置生产数据,利用Petro-SIM 流程模拟软件建立了烷基化装置分馏系统的机理模型。通过模拟烷基化装置分馏系统双塔操作,对装置最佳操作参数进行了模拟优化研究,提出了最优操作条件的优化方案,以实现装置降低生产成本的目的[3~5]。
1 模型建立
1.1 工艺流程
分馏系统由脱异丁烷塔和脱正丁烷塔组成,每个塔各设有1台塔底重沸器,利用中压蒸汽作为热源。反应产物经聚结分离后作为脱异丁烷塔进料,进塔前与烷基化油产品进行换热,回收热量并提升进塔温度。脱异丁烷塔顶分离得到异丁烷产品,脱正丁烷塔塔顶分离得到正丁烷产品,塔底得到烷基化油产品。利用Petro-SIM 流程模拟软件对烷基化装置分馏系统进行建模。
1.2 模型参数
脱异丁烷塔的进料性质可通过该烷基化分馏系统各产品的混合得到。异丁烷的产品流量154.76 t/h,正丁烷的产品流量6.79 t/h ,烷基化油产品流量65.48 t/h,反应产物作为脱异丁烷塔的进料是以异丁烷、正丁烷和烷基化油产品通过混合器[6]得到的数据。在Petro-SIM 混合器中输入3 种产品的化验分析组成和流量后,混合得到脱异丁烷塔进料,其族组成见表1。
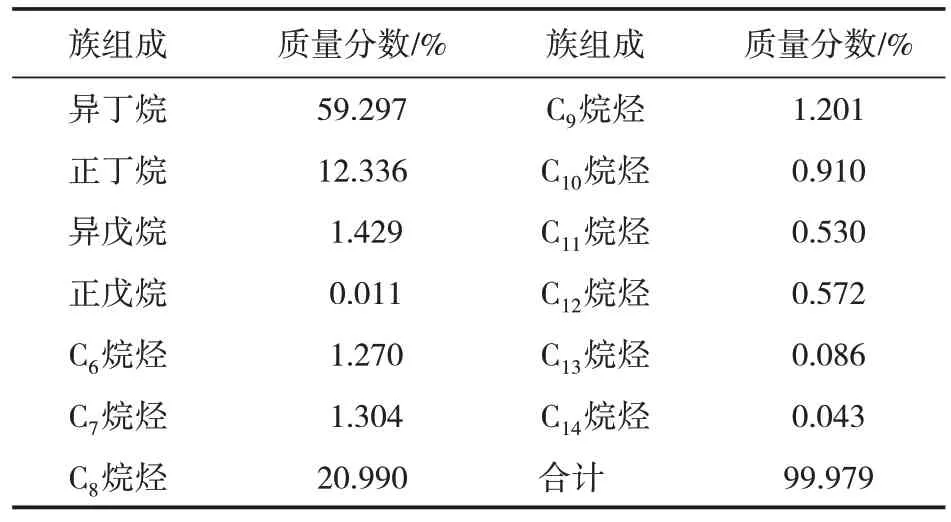
表1 脱异丁烷塔进料族组成
由脱异丁烷塔进料组分与实际操作条件作为Petro-SIM 流程模拟软件的基础数据,建立了烷基化装置分馏系统操作模型。
脱异丁烷塔的产品设计要求:异丁烷,质量分数不低于85%。脱正丁烷塔的产品设计要求:正丁烷,质量分数不低于95%;烷基化油,饱和蒸汽压不大于60 kPa,含硫质量分数不高于5×10-6%,终馏点不高于205 ℃,实际操作条件见表2。
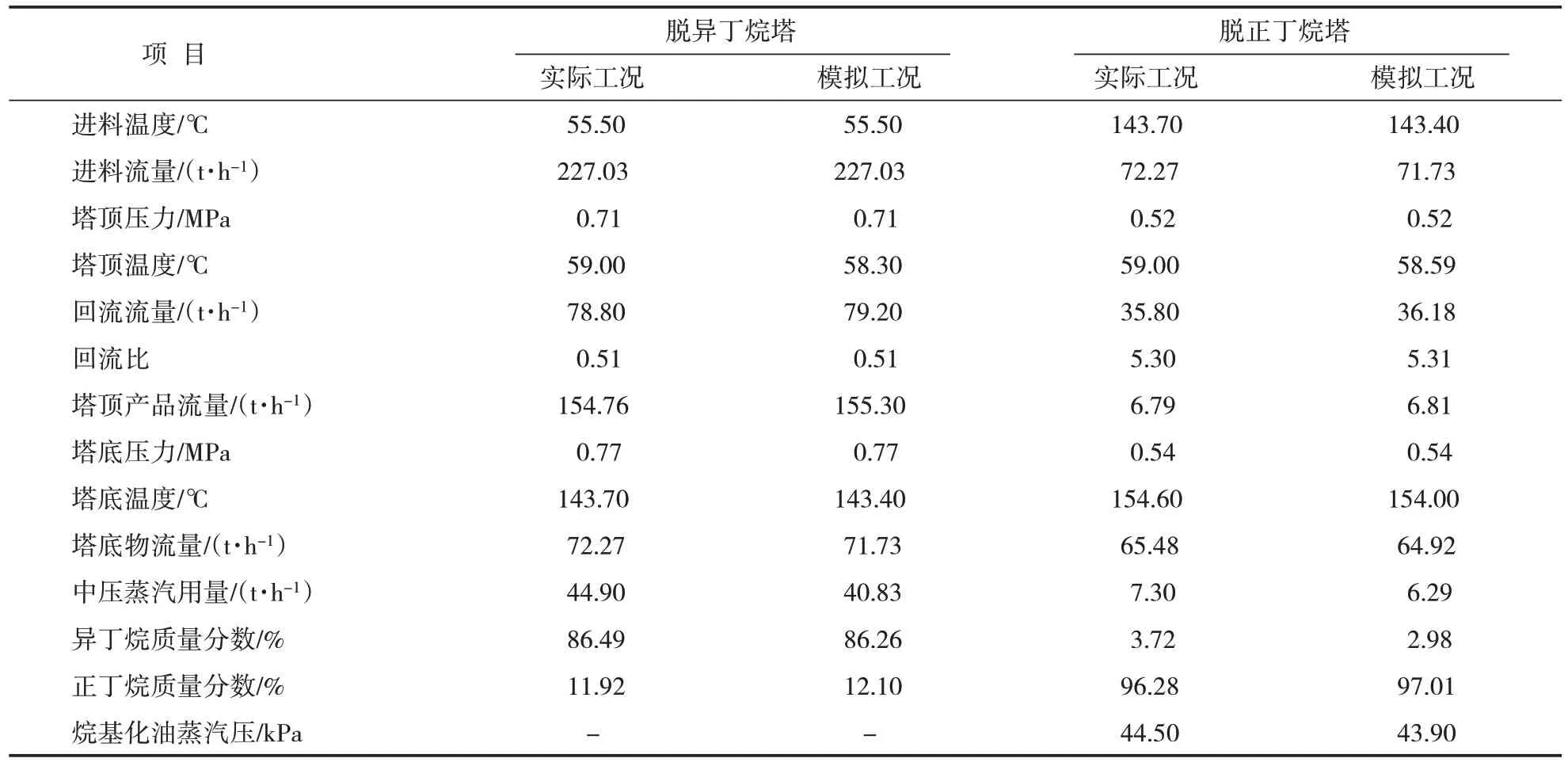
表2 实际工况和模拟工况数据对比
2 模型验证
由表2可以看出,通过模型得到的运行数据参数和产品质量指标与实际相近,表明模型可真实反映运行工况。由于模型计算采用的数据均为理想状态,没有计算损失量,所以模型计算时蒸汽耗量较实际耗量低,属于正常情况。
3 模型优化及分析
3.1 脱正丁烷塔优化模拟
脱正丁烷塔顶部产品正丁烷,底部产品烷基化油,研究降低塔顶压力时需考虑产品泵的汽蚀压力,塔顶产品泵汽蚀压力为0.5 MPa,通过计算塔顶压力应不低于0.45 MPa,为确保泵正常运行,脱正丁烷塔顶部压力由0.52 MPa 降至0.48 MPa。优化时将回流比由5.31 降低至3.0,产品质量满足设计要求,优化前后操作条件和产品质量见表3。
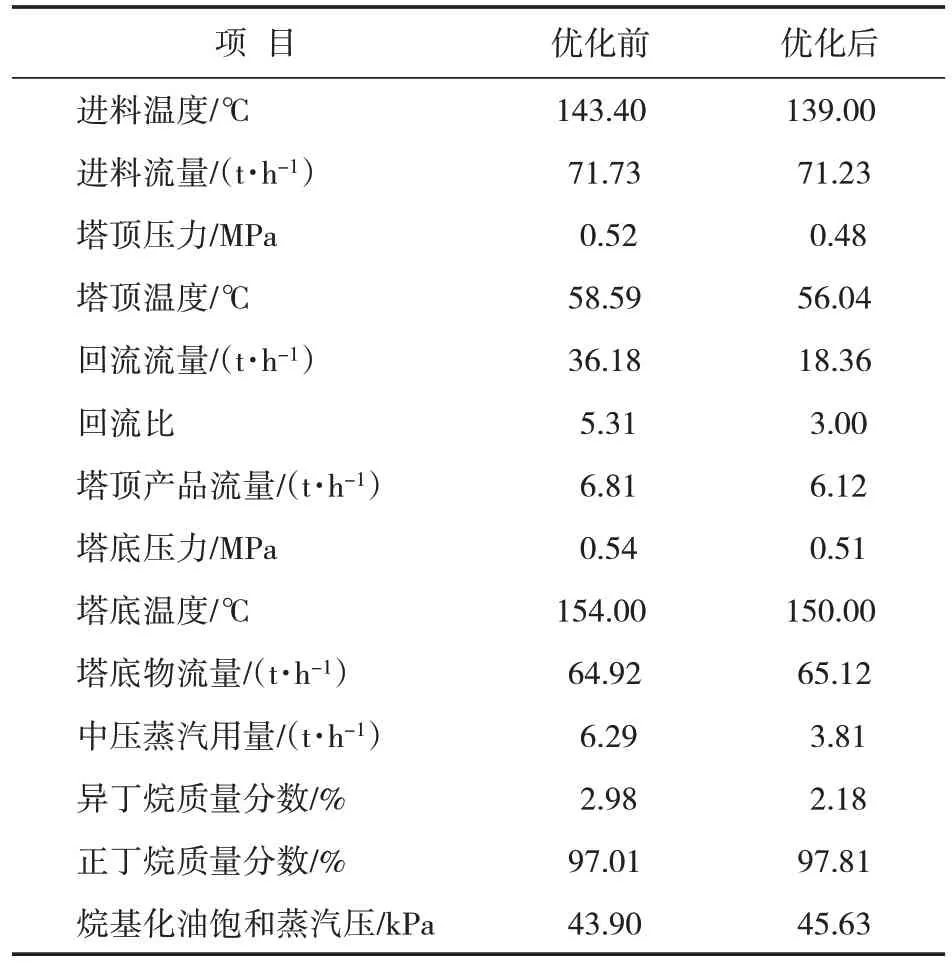
表3 脱正丁烷塔模拟优化前后数据对比
由表3可以看出,在保证产品质量满足设计要求的前提下,降低塔顶压力和回流比后,塔顶温度和塔底温度分别降低了2.55 ℃和4.00 ℃,节约中压蒸汽2.48 t/h,表明降低塔顶压力和回流比可以有效降低能耗。
3.2 脱异丁烷塔优化模拟
脱异丁烷塔进料与脱正丁烷塔底部出料换热,脱正丁烷塔优化后塔底出料温度降低,模拟得到脱异丁烷塔进料温度由原来的55.5 ℃降至54.7 ℃。脱异丁烷塔底部物流通过自身压力进入脱正丁烷塔中部,经测算,2 塔压差不应该低于0.13 MPa,优化时使2塔压差为0.15 MPa,脱异丁烷塔顶压力由0.71 MPa降压为0.63 MPa,优化前后操作条件和产品质量对比见表4。

表4 脱异丁烷塔模拟优化前后数据对比
由表4可以看出,在保证产品质量满足设计要求的前提下,降低塔顶压力和回流比后,塔顶温度和塔底温度分别降低了4.84 ℃和4.4 ℃,节约中压蒸汽5.02 t/h。
预计优化方案实施后,装置加工负荷不变的情况下,预计可节约中压蒸汽7.5 t/h,塔顶空冷风机节约电耗45.6 kW·h,装置设计运行时间为8 400 h/a。中压蒸汽和电价分别按照143 元/t 和0.57 元/kW·h 计,则预计节约费用922.7×104元/a,实现了节能降耗,降低了装置的生产成本。
4 结论
(1)通过建立烷基化装置分馏系统模型,模拟计算得到的运行数据参数和产品质量指标与实际相近,表明所建立的模型能够真实反映实际运行工况,可用于优化和指导实际生产。
(2)在模型中,对塔顶压力、塔底温度、回流比、塔顶温度等操作条件进行调整,优化脱正丁烷塔塔顶压力由0.52 MPa 降至0.48MPa、回流比降至3.0,优化脱异丁烷塔塔顶压力降至0.63 MPa、回流比降至0.42,在此优化方案下异丁烷、正丁烷和烷基化油质量均能满足要求。
(3)预计优化方案实施后,装置可节约中压蒸汽7.5 t/h,可节约费用922.7万元/a。
猜你喜欢
炼油与化工(2021年3期)2021-07-06
化工管理(2020年19期)2020-07-28
石油石化绿色低碳(2019年6期)2019-01-14
石油石化绿色低碳(2018年5期)2018-03-20
石油炼制与化工(2016年6期)2016-04-06
合成化学(2015年2期)2016-01-17
合成化学(2015年10期)2016-01-17
化学反应工程与工艺(2015年3期)2015-04-16
化学工业与工程(2015年1期)2015-02-10
应用化工(2014年1期)2014-08-16