
聚乙烯/炭黑复合材料电熔焊接研究
2023-10-25 10:59王振超何安淇程德宝王娅茹赵晓颖项爱民
中国塑料 2023年10期
王 斌,王振超,何安淇,程德宝,王娅茹,赵晓颖*,项爱民**
(1. 北京工商大学化学与材料工程学院,北京 100048;2. 罗森博格(无锡)管道技术有限公司,江苏 无锡 214161;3. 中国消防救援学院,北京 102202;4. 河北宇通特种胶管有限公司,河北 衡水 053500;5. 中国五洲工程设计集团有限公司,北京 100053)
0 前言
聚乙烯(PE)管道耐腐蚀性能优良,天生就耐受各种酸碱介质,在地下潮湿工作环境中不受腐蚀性介质的影响,寿命远远优于碳素钢管材,有着钢质管道无法比拟的优势[1-3]。现今构建输送气、液的管网系统大多都需要PE 管材连接起来,国内外应用实践的经验证明:焊接后的PE 管道寿命与焊接前的寿命基本相同。电熔焊接输送管道,在我国得到了高速发展[4-6]。原始复合材料的性能对电熔焊接后的质量有较大的影响,在PE 树脂基体中加入炭黑共混增强可以有效地提升管道的应用性能[7-10]。此外,电熔焊接的效果受多种参数的影响。比如,电熔焊接时的电流强度、焊接时间、焊接程序都会影响最终的焊接效果。电流强度过高或焊接时间过长都会造成过焊的现象,使焊接接头产生缺陷[11-12]。本文首先研究PE 共混炭黑复合材料的加工工艺流程,通过不同的加工工艺制备出效果不同的复合材料;随后测量不同温度下电阻丝的电阻,并使用热电偶仪测量焊接面熔区温度,进而设计出能使焊区温度保持在稳定区间的多段式焊接程序;对焊接前后的复合材料进行差示扫描量热、拉伸剥离等测试,衡量不同模式焊接程序对最终焊接成果的影响,以期探究出能够良好地应用在实际焊接中电熔焊接工艺。
1 实验部分
1.1 主要原料
高密度聚乙烯(PE-HD),PN049-030-122,中沙石化有限公司;
炭黑,N330,卡博特(中国)投资有限公司。
1.2 主要设备及仪器
电熔焊机,R3500EI,罗森博格管道技术有限公司;
真空干燥箱,DZG-6050,上海森信实验仪器有限公司;
差示扫描量热仪(DSC),Q20,美国TA仪器公司;
电子万能试验机,CMT6104,深圳市新三思计量技术有限公司;
偏光显微镜(PLM),CBX51,奥林巴斯有限公司;
K 型热电偶测温仪,TA612C,苏州特安斯电子实业有限公司;
型材制样机,XXZ-II,承德市金建检测仪器有限公司;
压片机,XH-406A,锡华检测仪器有限公司。
1.3 样品制备
PE/炭黑复合材料的制备:由炭黑母粒与PE-HD共混制成复合材料,将炭黑母粒放入无水乙醇浸泡清洗,洗去其表面的有机杂质,随后放入真空烘箱机中烘干4 h;按照炭黑2.5 %(质量分数,下同)的含量将炭黑与PE 树脂基体混合均匀,随后放入单螺杆挤出机通过2 种不同的加工工艺制备出2 种母粒,具体工艺如表1所示;
制备出的母粒通过压制成型机压制成25 mm 长、3 mm 厚的板材,压制程序流程为将压机加热到180 ℃,放入充满料的模具预热3 min,压制成型3 min,随后水冷8 min 脱模即可,将所得的板材使用切割机切割成150 mm×25 mm×3 mm的实验板材;
焊接样品的制备:先将2 块切割出的150 mm×25 mm×3 mm 的实验板材用刮刀去除表面氧化皮,然后将其中一块放入定制模具固定,并在焊接面上布上间隔为1.4 mm 的电阻铜丝,再将另一块板材压上固定,对两板施加一定的压力,最后将两端的电阻丝与电熔焊机相连,设置好需要的焊接程序即可开始焊接;
测试样品的制备:电熔焊接的拉伸剥离试样按GBT 19808—2005 标准制备,试样宽度为25 mm,试样宽度不允许负偏差,最大正偏差为5 mm;同时,为保证拉伸剥离试验过程中夹持完好及受力均匀,试样板材部分超出管件承口以外的长度不应小于125 mm;
拉伸测试试样按GBT 8804.3—2003 标准用机械加工对焊接样品制备,试样标线间距离为(50±0.5) mm,平行部分宽度为(10±0.2) mm,试样厚度为6 mm。
1.4 性能测试与结构表征
拉伸性能按GBT 8804.1—2003测试,设定拉伸速率为50 mm/min,载荷为10 kN,拉伸5 个以上样条,断裂伸长率和拉伸强度分别取其平均值;
拉伸剥离性能按电熔接头拉伸剥离试验的方法GB/T 19808—2005 测试,拉伸剥离试样应该在电熔焊接完成 6 h 后进行制样,所制试样宽度为 25 mm,设定拉伸速率为50 mm/min,通过测量得到的电熔接头的脆性剥离百分比(Cc),见式(1),得到接头的焊接性能(Hc),见式(2):
式中d——脆性剥离长度,mm
s——金属丝线的长度,mm
炭黑分散度观察:用手术刀切割出质量为(0.2±0.1)mg 的薄片放于两载玻片间,放于热台上压制成20 μm的薄片,在50 ℃/min的加热速率下加热到200 ℃,保温 10 min,自然冷却至室温,随后使用PLM观察其炭黑分散度;
焊接温度测试:将2个热电偶极插入两焊接板材的空隙中,随着电熔焊接的开始从测温软件中观察焊接温度的变化;
电阻测试:测试电阻铜丝的电阻随温度的变化,每个温度下进行5 组实验,每组实验将铜丝均分为5 段50 cm长的小段,测试其特定温度下的电阻,取平均值;
结晶度测试:取5~10 mg焊区样品放入坩埚,快速升温至210 ℃,保持3 min以消除热历史后以20 ℃/ min的冷却速率冷却至50 ℃,保温3 min;以10 ℃/ min的加热速率加热至200 ℃,复合材料的结晶度由式(3)计算[13]:
式中Xc——结晶度,%
ΔHm——熔融晶体时所需的热焓,J/g
w——共混物中PE的百分含量,%
ΔH100%PE——PE 完全结晶或熔融时的热焓,取值为287.3 J/g
2 结果与讨论
2.1 炭黑分散对PE/炭黑复合材料力学性能的影响
使用2 种不同的加工工艺制备复合材料研究不同加工温度及螺杆转速对复合材料性能的影响,工艺1和工艺2 条件下PE/炭黑复合材料的力学性能如表2 所示。可以看出,相对于纯PE树脂基体,在工艺1条件下制备的复合材料的力学性能在加入炭黑后显著降低,其拉伸强度下降了39.92 %,断裂伸长率下降了96.15 %,所得复合材料的性能不足以满足实际应用需要。对复合材料进行微观观察[图1(a)]后发现由于混合不均匀,炭黑在PE 基体树脂中分散不均匀,出现炭黑聚集、气泡等现象。

表2 PE/炭黑复合材料的力学性能Tab.2 Mechanical properties of PE/ carbon black composites

图1 PE/炭黑复合材料的PLM照片Fig.1 Polarization diagram of PE/ carbon black composites
在降低加工温度及螺杆转速的工艺2 所制备的复合材料性能研究中可以发现,相比于工艺1 的加工条件,工艺2 制备的复合材料的拉伸强度上升了47.83 %,断裂伸长率上升了2 073.03 %。将工艺2所制的复合材料母粒在PLM 下观察[图1(b)]其炭黑分散均匀,并且没有气泡等缺陷存在。因此,在PE/炭黑复合材料中炭黑分散对PE 复合材料的力学性能起到关键作用,我国的压力给水及燃气管道国家标准中都要求使用混配料即此原因[14]。
2.2 焊接过程中电阻丝电阻随温度的变化关系
在电熔焊接过程中电阻丝接触的焊区的温度会不断上升,因此电阻铜丝的温度并不是恒定不变的。对不同温度下的电阻铜丝进行电阻测试,发现电熔焊接所用铜丝电阻会随着加热温度的变化而变化。图2(a)为每50 cm长的电阻丝电阻随温度的变化曲线,由图2(a)可知电阻丝电阻与温度呈线性关系,对所测数据进行线性回归分析,发现电阻丝电阻与温度的关系符合线性方程式,见式(4),结合电流热公式,见式(5)

图2 电阻-温度变化和单段式焊接温度-时间的变化曲线Fig.2 Relationship between resistance and temperature and temperature-time relationship of electricfusion welding
式中X——温度,℃
Y——电阻值,mΩ
Q——热量,J
I——电流强度,A
R——电阻值,Ω
t——时间,min
结合式(4)、(5)可知,恒定电流强度条件下的电熔焊接单位时间下产生的热量并非恒定不变的,而是随通电时间增加 ,电阻丝阻值也在随着温度的上升而继续增大,导致焊接的PE/炭黑复合材料熔区温度加速上升,这个过程中,因此电熔焊接面温度会产生一个快速的升温,实际的表现则是在电熔焊接的过程中,伴随着时间的增加,在焊接末期熔区的温度将会急剧上升。
使用K 型热电偶测温仪对焊接面熔区的温度进行测试,图2(b)是单一电流(I=11 A、150 s )焊接程序下复合材料焊区温度随时间的变化曲线,可知电熔焊接过程中焊接区域的温度随时间的变化呈非线性关系,其升温速率呈现先降低后增大的趋势,究其原因,PE树脂基体的比热容较高,虽然与炭黑复合后增加了导热性,但其导热性依旧以PE 树脂基体为主,因此在焊接初期焊区升温速率降低是PE 树脂基体吸热较多导致的,而后期由于电阻丝放出的热量急剧上升,焊区的温度也会迅速上升,如图2(b)所示,且这个升温速率趋势会随着时间的流逝不断增大,通电时间25 s 时,其升温速率为10 ℃/s。 通电时间150 s 时其升温速率达到了20 ℃/s; 若不加以控制过高的温度会让PE 分子链发生断裂,易产生过焊、空洞等缺陷,使焊接后的材料力学性能大幅降低。
2.3 多段式焊接程序熔区温度变化分析
为了避免单程序焊接导致的过焊缺陷,本研究设计了多段式电流强度焊接程序。表3 为本实验的焊接参数表,图3为多段式电流强度焊接程序的复合材料焊区的时间-温度曲线,图3 中曲线a 为单段式电流(I=11 A、150 s )焊接程序,曲线b 为两段式焊接,即初始120 s 焊接时电流强度为11 A,之后将电流强度降为9 A后继续焊接200 s(11 A、120 s;9 A、200 s)。
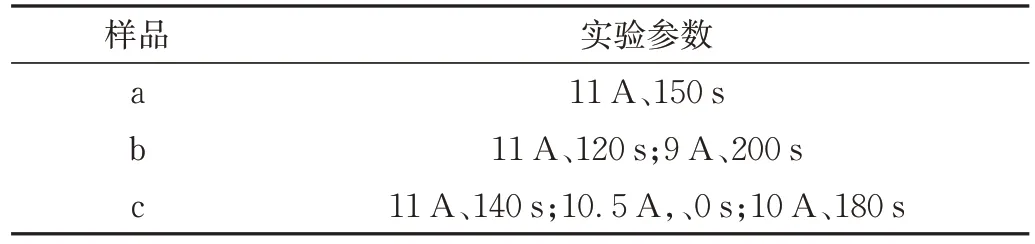
表3 焊接参数表Tab.3 Welding parameter table
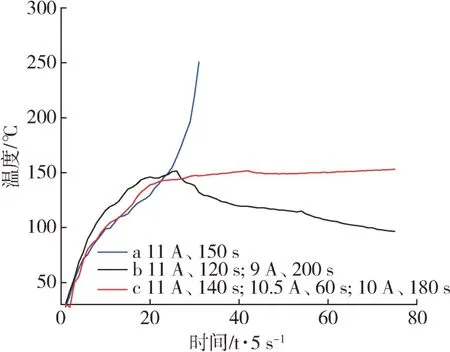
图3 电熔焊接温度-时间变化曲线Fig.3 Temperature-time relationship of electricfusion welding
由图3 可见,在将电流强度从11 A 切换为9 A 后,熔区温度呈现缓慢下降的趋势。因此可以改变焊接过程中的电流强度,设计多段式焊接方式,以使熔区温度达到动态平衡,实现平稳的焊接温度,避免出现过焊。图3 中的曲线c 为设计的三段式焊接程序(11 A、160 s;10.5 A、60 s;10 A、180 s),与曲线b 相比曲线c 代表的焊区达到了更为稳定的温度平衡,有效促进PE 融化防止过高温度下分解,达到更好的焊接效果。
2.4 不同电熔焊接程序下PE/炭黑复合材料的力学性能分析
在初始电流强度为13 A的条件下进行单段式焊接程序焊接的力学实验,首先进行拉伸实验(断裂结果如图4),如图5 所示,单段式焊接程序电熔焊接复合材料的拉伸强度随着焊接时间增加而逐渐下降,在焊接时间t=140 s 时,其拉伸强度下降到21.81 MPa;随后对其进行拉伸剥离实验可得其焊接性能仅为65.51 %。由此可见,单段式焊接由于温度过高的过焊而使得拉伸强度和焊接性能下降。

图4 相同焊接电流不同焊接时间条件下的焊接断裂图Fig.4 Welding fracture diagram under the same welding current and different welding time
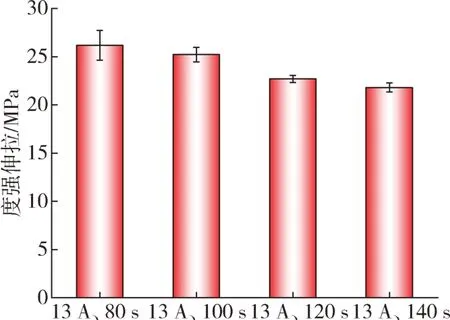
图5 相同焊接电流不同焊接时间条件下的焊接面材料拉伸强度Fig.5 Mechanical properties of welding surface with welding time under single-stage welding
此基础上,在焊接时间为140 s 的条件下进行多段式焊接程序改良,具体焊接参数见表4。对4 组多段式焊接程序焊接后的试样进行拉伸剥离实验(剥离面如图6),实验结果如表5 所示。由表5 可知,随着焊接程序的增加,试样的焊接性能逐渐提升,在D 焊接条件下,经过4 段程序的不断控温,即(13 A、80 s;12.5 A、20 s;12 A、20 s;11.5 A、20 s),焊接后试样的焊接性能已经达到95.60 %,相比于最初的65.51 %已有明显提升。以上实验说明在相同焊接时间下,多段式焊接程序能够有效地避免焊接过程中出现过热现象,有利于材料力学性能的保持。
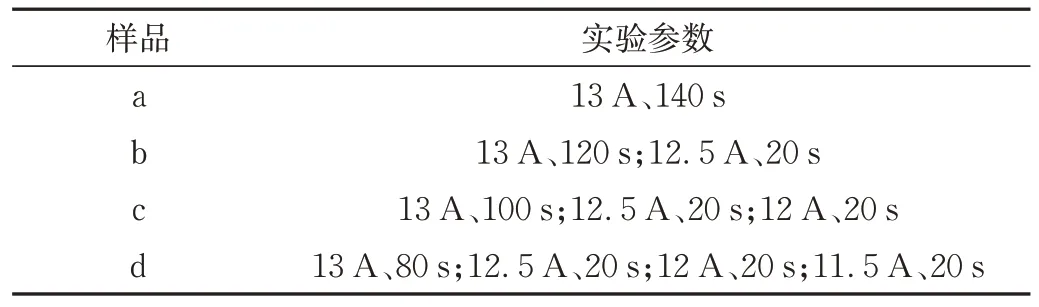
表4 多段式焊接程序实验参数表Tab.4 Experimental parameters of multi-stage welding procedure

图6 多段式程序拉伸剥离实验实物图Fig.6 Multi-stage program tensile stripping experiment
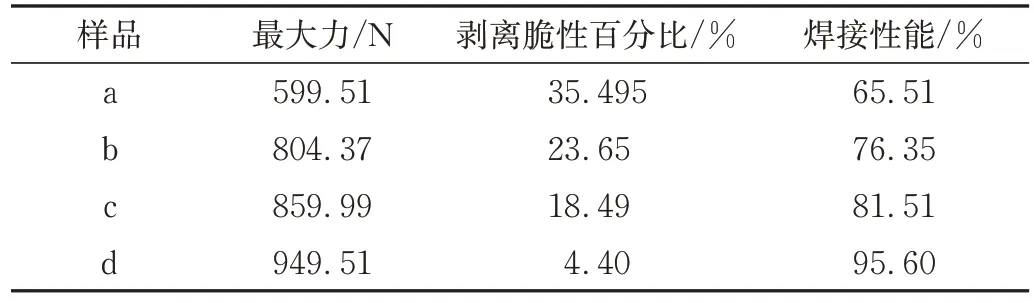
表5 多段式程序拉伸剥离实验的焊接性能Tab.5 Welding properties of multi-stage welding
2.5 电熔焊接后的复合材料的结晶性能分析
图7(a)显示了PE 树脂基体、PE/炭黑复合材料、焊接后复合材料的结晶度。其中a 为PE 树脂基体,b为PE/炭黑复合材料,c 为焊接条件(I=13 A、140 s)条件下的焊接后复合材料。由式(3)可计算出a、b、c的结晶度,由图7(b)可知,PE 树脂基体的结晶度最好,其次是PE/炭黑复合材料的结晶性能,最差的则是电熔焊接后复合材料。PE/炭黑的二次加热焊接结晶度下降,这是因为PE 树脂基体本身的分子结构规整性最好,最容易结晶,因此其结晶度最高;加入炭黑后复合材料的结构规整性降低,炭黑的加入相当于引入杂质,结晶时耗费的能量更高,结晶性能有所下降;焊接后,由于电阻丝不均匀的加热,使得PE 分子链发生不规则降解,同时由于炭黑继续作为结晶阻碍的存在,PE 分子链规整排列所耗费的能量更大,使得其结晶性能进一步下降。由图7(c)可见,PE/炭黑复合材料及焊接后复合材料的结晶起始温度和结晶峰明显向低温方向移动,同时结晶峰面积增大。这意味着PE/炭黑复合材料和焊接后复合材料的结晶难度增加。这是因为聚合物分子链没有足够的能量克服成核位垒,形成晶核,聚合物的分子链没有足够的时间运动形成有序生长进行结晶进而导致结晶在更低的温度下进行。同时结晶性能的下降也导致了其力学性能的降低,因此焊接后复合材料的拉伸强度最低,如图7(d)所示。

图7 PE、PE/炭黑复合材料、电熔焊接后复合材料的热性能及拉伸强度曲线Fig.7 Thermal properties and tensile strength of PE,PE/carbon black composites and composites after electrofusion welding
3 结论
(1)复合材料的制备工艺流程中挤出机的加工温度应避免超过240 ℃以上,过高的温度易造成PE 分子链发生断裂,同时螺杆转速不宜过快,当螺杆转速为40 r/min时,可避免复合材料出现炭黑分散不均匀和气泡等缺陷,分子链断裂以及炭黑分散不均匀的情况都会导致复合材料的力学性能出现显著下降,不满足焊接的前置需求,因此复合材料的制备工艺应选择合适的加工温度和螺杆转速,不宜过高和过快,还要考虑环境因素和电阻变化率以及电阻制造公差等影响因素;
(2)通过探究电阻丝阻值与温度之间的关系规律以及对焊接面熔区温度进行实时观测,本研究设计了多段式焊接程序,相比于单段式程序焊接过程中会出现实验末期温度急剧上升的情况,多段式焊接程序能够使熔区温度保持在一个相对稳定的温度区间,能够有效地避免出现过热、过焊的现象;对焊接试样进行拉伸剥离实验可知,多段式焊接程序的焊接性能要优于单段式焊接程序,因此实际焊接中使用多段式焊接程序能有效避免出现过焊缺陷,有利于焊接后力学性能的平稳过渡;
(3)本研究为管道制备工艺给出了可靠的加工范围参数,发现了电熔焊接单程序焊接程序应用中末期熔区温度急剧上升的现象,启发设计了可有效避免过焊的多程序焊接模式,为实际应用中PE 管道电熔焊接提供了具体的、可操作的方法。
猜你喜欢
红蜻蜓·中年级(2021年2期)2021-09-10
煤气与热力(2021年3期)2021-06-09
陶瓷学报(2020年2期)2020-10-27
自动化学报(2018年7期)2018-08-20
橡胶科技(2018年4期)2018-02-17
物理通报(2016年9期)2016-09-20
奥秘(2016年7期)2016-07-30
橡胶科技(2015年3期)2015-02-26
橡胶科技(2015年5期)2015-02-24
物理教师(2014年7期)2014-10-21
