基于BP神经网络的烟草制丝工艺参数优化研究
2023-10-18 13:10:44付永民范磊李长进吴庆华
轻工学报 2023年5期
付永民,范磊,李长进,吴庆华
河南中烟工业有限责任公司 许昌卷烟厂, 河南 许昌 461000
0 引言
烟草加工过程主要包括烟草制丝、卷烟制作和成品包装,烟草制丝是直接决定卷烟质量的关键因素[1-2]。烟草制丝生产线由承担不同任务的工段通过贮柜衔接成一个有机整体,每个工段都会直接影响卷烟成品的品质,因此各工段的工艺参数设置都非常重要。目前,已有研究人员采用多种方法对制丝工艺进行优化[3-7],如汪文良等[6]采用帕累托图对制丝工艺进行质量因素分类统计,发现参数调控、料头水分、天气变化等与烟丝质量密切相关,通过优化制丝工艺参数能够提高烟丝质量;张馨予等[7]对混合型膨胀烟丝生产工艺及质量进行分析,研究了切片、松散回潮工序白肋烟和烤烟烟片分组加工技术,并对膨胀工序热风温度进行了优化设置。
目前,国内优化制丝工艺参数大多采用正交试验方法,操作复杂、需要大量的实验数据支撑。BP神经网络(Back Propagation Neural Network,BPNN)全称为多层前馈神经网络,常用于解决非线性问题。近年来,已有利用BPNN对烟叶品质进行预测及对制丝工艺参数进行优化的报道[8-10]。如卓鸣等[9]基于MIV法构建了制丝关键工艺参数和成品烟丝质量的BPNN模拟模型,烟丝的填充值、整丝率和碎丝率的平均相对误差分别为3.16%、0.67%、5.33%。陆玉浩等[10]采用BPNN对工艺参数与烟丝填充值之间的数量关系进行了初步建模,提高了预测烟丝填充值的精确度,相对误差仅为4%。但以上研究仅仅是基于某一两项质量指标,而且对于制丝工艺参数的优化并不全面。鉴于此,本文拟以烟丝物理特性、烟支物理特性和卷烟化学成分为质量控制指标,采用BPNN预测对烟草制丝加工过程的参数进行优化,并与正交试验方法的优化结果进行对比分析,以期对烟草最优制丝参数进行准确预测,提高制丝加工效率。
1 材料与仪器
主要材料:黄金叶(硬帝豪)配方烟叶,采样时间为2021年7—9月。
主要仪器:河南中烟工业有限责任公司许昌卷烟厂的X烟草制丝流水线。烟草制丝工艺包括松散回潮、烟草加料和烟丝干燥,含回风温度1(A)、回风温度2(B)、出口含水率(C)、蒸汽流量(D)、热风温度(E)、筒壁温度(F)和排潮负压(G)7个可控因子,具体参数如表1所示[7,11]。
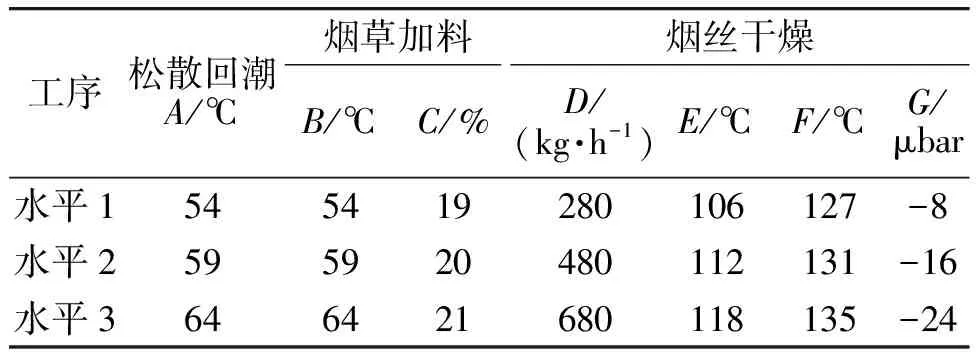
表1 烟草制丝工艺参数Table 1 Tobacco silk processing parameters
2 BPNN模型构建及预测结果
2.1 模型构建
本文将烟草制丝过程中的工艺参数、烟丝的各项质量指标分别作为BPNN的输入变量和输出变量,以此实现对工艺参数的最优配置和验证[12]。其中,BPNN的输入变量为A、B、C、D、E、F和G共7项,以此构成神经网络的输入层;加入一个S型隐含层;最后将烟丝物理特性、烟支物理特性和卷烟化学成分作为神经网络的输出层,包括整丝率、碎丝率、填充值、单支重量标准差、烟支吸阻标准差、CO释放量、焦油释放量和烟碱释放量共8项输出变量。基于质量控制的BPNN结构如图1所示。
2.2 数据预处理
实验采集了2021年7—9月河南中烟工业有限责任公司许昌卷烟厂黄金叶(硬帝豪)制丝车间的生产数据,训练集的数据来源为2021年7月1日—9月15日实验数据,测试集的数据来源为2021年9月16日—9月30日的实验数据。由于S型函数受输入变量的影响,其输出参数的数据值会影响神经网络的计算速度和收敛速度,因此本文对输入变量的数值进行归一化处理,将数值大小稳定在[0, 1]之内,以降低计算量[13]。
式中,不同输入变量均以X表示,并且用下角标max和min来表示变量的最大值或者最小值,最终计算得到归一化后的无量纲数值X′。
2.3 模型参数设置
通常情况下,烟草制丝工艺质量控制指标的精度在1%左右。为兼顾时间成本和计算精度,本文将迭代精度设置为1/10 000,迭代步数为2000。
由前文可知,输入变量为7个,输出变量为8个,因此输入层和输出层的节点分别为7个和8个。在输入层和隐含层之间、隐含层和输出层之间分别设置tansig函数和purelin函数,并且使用trainbfg函数作为网格的训练函数。
2.4 模型验证与预测结果
设置好BPNN的参数之后,需要对网络模型的准确性和有效性进行验证[16-18],随机抽取2组实验数据对烟草质量控制指标的检测值和预测值进行对比分析,结果如表2所示。从表2可知,BPNN的预测值与实际制丝过程得出的检测值之间的平均回归误差很小,均在2.66%以内,说明本文所设计的模型具有较高的可靠性和准确性,因此能够将本文模型计算结果作为实验的预测结果。
BPNN对不同制丝工艺参数所得卷烟的烟丝物理特性、烟支物理特性和卷烟化学成分进行预测后,得出最优制丝工艺参数为回风温度1(松散回潮)59 ℃、回风温度2(烟草加料)54 ℃、出口含水率20.0%、蒸汽流量680 kg/h、热风温度112 ℃、筒壁温度131 ℃和排潮负压-8 μbar,最优制丝工艺参数配置为A2B1C2D3E2F2G1。
3 正交试验制丝参数优化
3.1 正交试验设计
为了能够得到最佳烟草制丝工艺参数,并与BPNN预测结果进行全面分析对比,设计正交试验以优化烟草制丝工艺参数,参数设计表如表3所示。对各个试验的质量指标进行测定,评估不同制丝工艺参数对烟丝物理特性、烟支物理特性和卷烟化学成分的影响。
3.2 正交试验结果分析
3.2.1 制丝工艺参数对烟丝物理特性的影响分析不同工艺参数下的烟丝物理特性变化如图2所示,制丝工艺参数对烟丝物理特性的影响的直观分析如表4所示,其中K1、K2和K3分别代表实验中水平1、2、3的质量指标均值,R为极差,P为方差[19-20]。由图2和表4可知,不同工艺参数对烟丝整丝率的影响程度依次为G>A>F>E>D>C>B,影响程度较大的是排潮负压和回风温度1,极差分别为1.51、1.37,方差分别为0.041 4、0.048 9。不同工艺参数对烟丝碎丝率的影响程度依次为A>E=F>D>G>B>C,影响程度较大是回风温度1、筒壁温度和热风温度,极差分别为0.18、0.17、0.17,方差分别为0.022 7、0.040 7、0.041 0。不同工艺参数对烟丝填充值的影响程度依次为A>D>F>G>E>B>C,影响程度较大是回风温度1和蒸汽流量,极差分别为0.39、0.36,方差分别为0.003 3、0.010 1。

表2 烟草质量控制指标检测值和预测值对比分析结果Table 2 Results of comparative analysis of detected and predicted values of tobacco quality control indicators
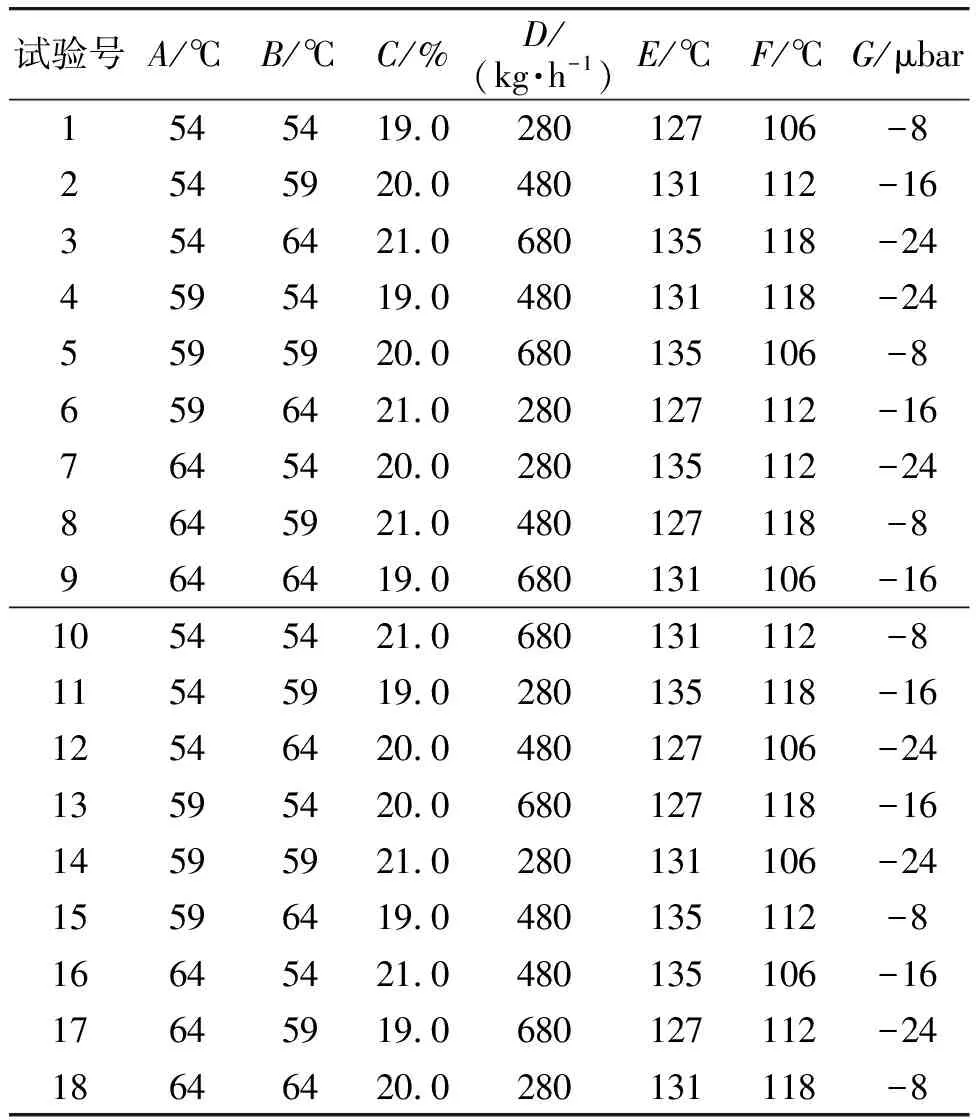
表3 正交试验参数设计表Table 3 Design table of orthogonal test parameters
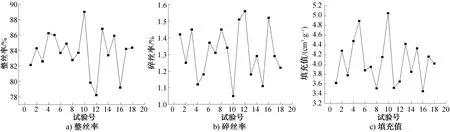
图2 不同工艺参数下烟丝物理特性的变化Fig.2 Changes in physical properties of tobacco silk under different processing parameters
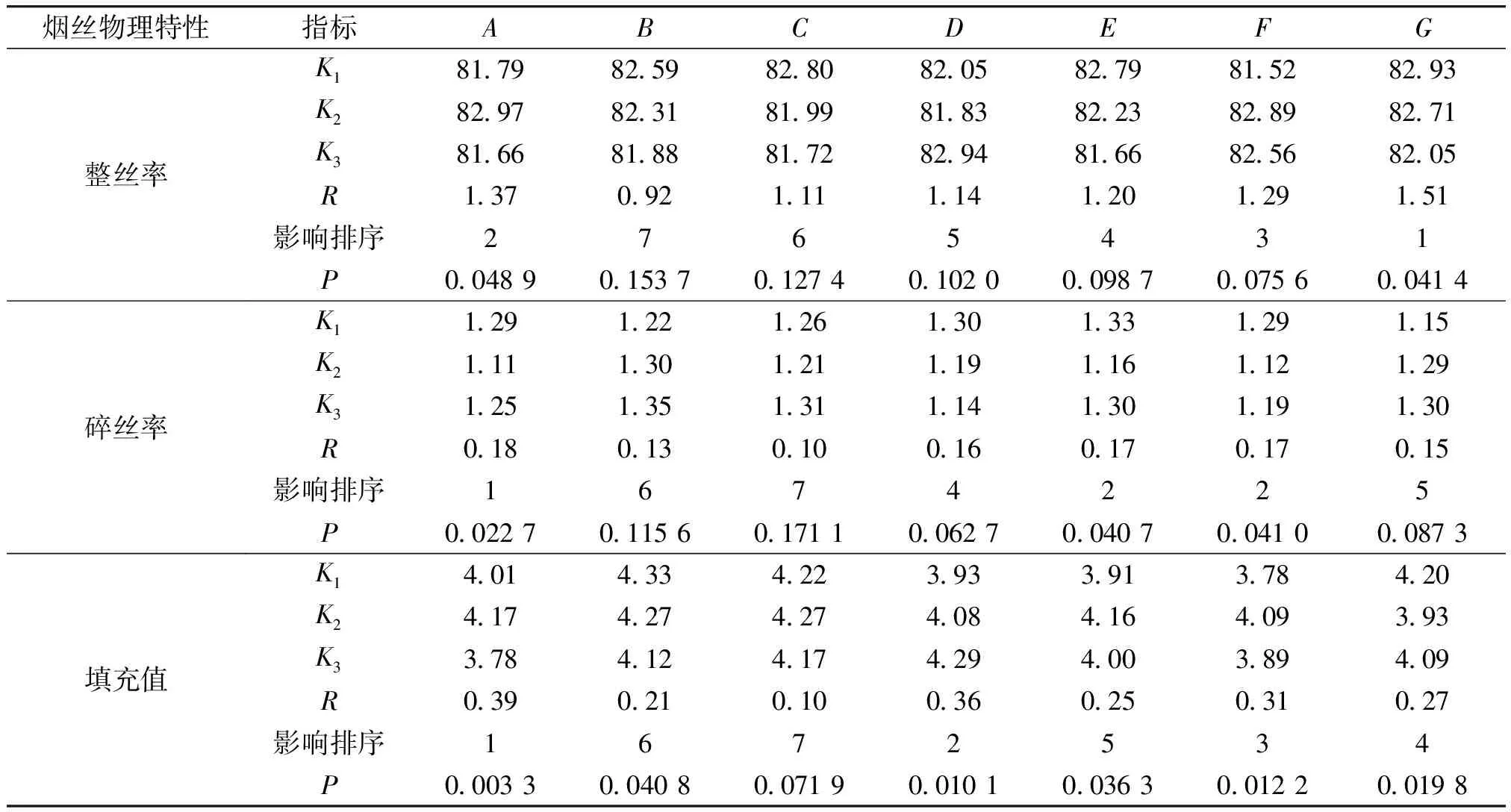
表4 制丝工艺参数对烟丝物理特性的影响的直观分析Table 4 Intuitive analysis of the effect of silk-making processing parameters on the physical properties of tobacco silk
表4中Kn的数值越大代表烟丝整丝率、碎丝率、填充值越大,从表4可进一步看出,回风温度2和出口含水率对整丝率、碎丝率的影响效果不明显,因此在考虑烟丝整丝率、碎丝率时得到的最优工艺参数配置为A2BxCxD3E2F2G1,与BPNN预测结果相符;在考虑填充值时,最优制丝工艺参数配置为A2B1C2D3E2F2G1,与BPNN预测结果相同。
3.2.2 制丝工艺参数对烟支物理特性的影响分析不同工艺参数下的烟支物理特性变化如图3所示,制丝工艺参数对烟支物理特性的影响的直观分析如表5所示。由图3和表5可知,不同工艺参数对卷烟单支质量标准差的影响程度依次为A>F>E>B>D>G>C,影响程度较大的是回风温度1和热风温度,极差分别为8.4、6.7,方差分别为0.020 2、0.039 7。不同工艺参数对卷烟烟支吸阻标准差的影响程度依次为A>F>E>D>B>G>C,影响程度较大的是回风温度1、筒壁温度和热风温度,三者极差分别为9.5、7.7、7.0,方差分别为0.017 6、0.049 4、0.052 3。
表5中Kn的数值越小则代表越不容易影响单支质量标准差和卷烟烟支吸阻标准差,从表5可进一步看出,在考虑卷烟单支质量标准差时的最佳工艺参数配置为A2B1C2D3E2F2G1,与BPNN预测结果相同;在考虑卷烟烟支吸阻标准差时的最佳工艺参数配置为A2B1C2D2E2F2G1,与BPNN预测结果在参数D上有所区别。
3.2.3 制丝工艺参数对卷烟化学成分的影响分析不同工艺参数下卷烟化学成分变化如图4所示,制丝工艺参数对卷烟化学成分影响的直观分析如表6所示。由图4和表6可知,不同工艺参数对卷烟CO释放量的影响程度依次为A>F>E>D>B>
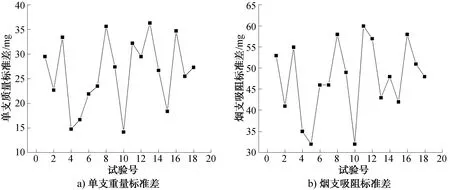
图3 不同处理下烟支物理特性的变化Fig.3 Changes in physical properties of cigarettes under different treatments

表5 制丝工艺参数对烟支物理特性的影响的直观分析Table 5 Intuitive analysis of the effect of silk-making processing parameters on the physical properties of cigarettes
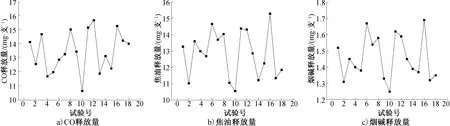
图4 不同工艺参数下卷烟化学成分的变化Fig.4 Changes of chemical components of cigarettes under different processing parameters
G>C,影响程度较大的是回风温度1、热风温度和筒壁温度,三者极差分别为1.69、1.52、1.35,方差分别为0.014 6、0.030 4、0.042 9。不同工艺参数对卷烟焦油释放量的影响程度依次为E>D>F>G>B>A>C,影响较大的是蒸汽流量、筒壁温度和热风温度,三者极差分别为1.37、1.96、0.83,方差分别为0.107 8、0.029 3、0.198 7。不同工艺参数对卷烟烟碱释放量的影响程度依次为E>D>G>F>C>B>A,影响较大的是蒸汽流量、排潮负压和热风温度,三者极差分别为0.14、0.19、0.09,方差分别为0.097 7、0.037 9 、0.396 7。
表6中Kn的数值越小则代表产生CO、焦油、烟碱的释放量越小,从表6中可进一步看出,在考虑卷烟CO释放量时最佳工艺参数配置为A2B1C2D3E2F2G1,与BPNN预测结果相同;在考虑卷烟焦油释放量时的最佳工艺参数配置为A2B1C2D3E2F2G1,与BPNN预测结果相同;在考虑卷烟烟碱释放量时的最佳工艺参数配置为A2B1C2D3E2F3G1,与BPNN预测结果仅在参数F上有所区别。
由上述研究可知,通过正交试验设计方法得出的最优组合并不是唯一的,共有3种较优组合,分别为A2B1C2D2E2F2G1、A2B1C2D3E2F3G1和A2B1C2D3E2F2G1,在热风温度和筒壁温度的设置上存在争议。
4 烟丝制丝参数优化结果验证
本文参照BPNN优化组合(A2B1C2D3E2F2G1),对优化前后的工艺参数组合分别在制丝线上进行实验并测定其卷烟质量,并与BPNN卷烟质量预测结果进行对比,结果如表7所示。由表7可知,通过参数优化,烟丝整丝率、填充值得到提升,碎丝率、单支质量标准差、烟支吸阻标准差、CO释放量、焦油释放量、烟碱释放量均得到降低,整体优化效果明显。同时,BPNN的预测结果与实际实验结果接近,且极大地降低了时间成本和资源浪费。此外,由于正交试验设计存在误差,容易在最佳工艺参数配置中出现误差波动,造成参数选择出错,而BPNN则很好地排除了这类误差,具有较高的可靠性。
5 结论
本文以烟丝物理特性、烟支物理特性和卷烟化学成分为质量控制指标,采用BPNN构建预测模型对烟草制丝工艺过程的参数进行优化,并与传统的正交试验方法分析结果进行对比。结果表明,所建BPNN模型预测结果具有较高的可靠性和准确性,通过BPNN预测的最优烟草制丝工艺配置为A2B1C2D3E2F2G1;通过正交试验设计方法得出的最优组合并不是唯一的,共有3种组合(A2B1C2D2E2F2G1、A2B1C2D3E2F3G1和A2B1C2D3E2F2G1),参数D和F均存在差异。通过实验验证得出,BPNN预测结果为最佳参数组合,参数优化后烟丝整丝率、填充值提升,碎丝率、单支质量标准差、烟支吸阻标准差、CO释放量、焦油释放量、烟碱释放量均降低,整体优化效果明显。
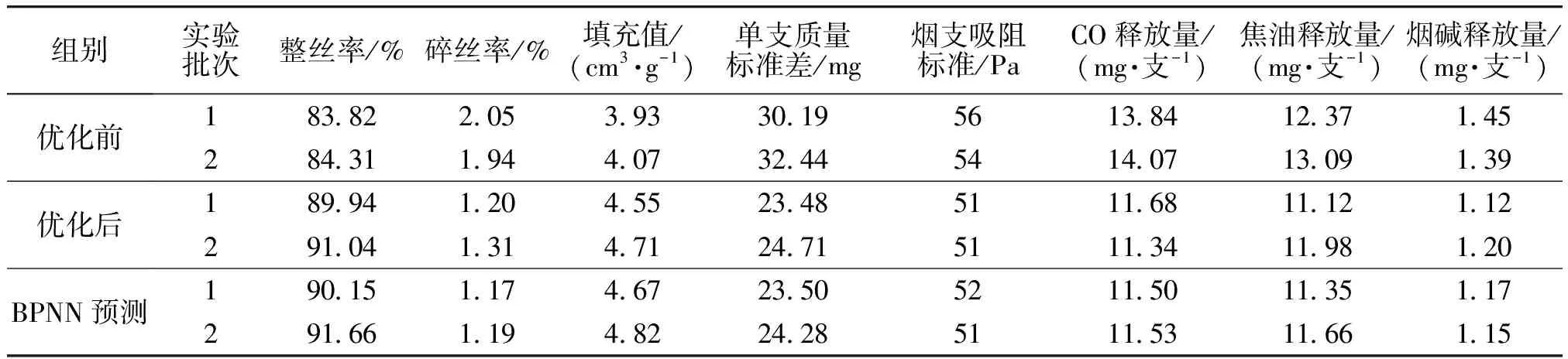
表7 优化前后卷烟质量对比结果Table 7 Comparison results of cigarette quality before and after optimization
基于质量控制的BPNN的预测模型能够避免卷烟企业广泛应用的正交试验设计方法所产生误差的出现,不仅可提高加工效率,同时可降低时间成本和资源浪费,该研究结果可对提高烟草质量和加工工艺提供技术参考。
猜你喜欢
湖北畜牧兽医(2023年6期)2023-10-30 03:06:46
设备管理与维修(2022年21期)2022-12-28 07:33:26
中国新技术新产品(2022年24期)2022-03-24 03:07:32
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
经济技术协作信息(2018年22期)2019-01-19 03:00:22
消费导刊(2018年8期)2018-05-25 13:19:42
西南农业学报(2016年4期)2016-05-17 05:42:15
工业设计(2016年1期)2016-05-04 03:59:30
丝绸(2015年7期)2015-02-28 14:56:27