含水率和温度对烟丝破碎规律的影响
2023-10-30 03:06:46王瑞珍李春光李全胜田斌强姬会福王欢欢武云杰
湖北畜牧兽医 2023年6期
王瑞珍,李春光,孙 觅,李全胜,田斌强,姬会福,王欢欢,武云杰
(1.河南中烟工业有限责任公司,郑州 450016;2.河南农业大学烟草学院,郑州 450002)
随着卷烟加工工艺的不断发展,烟丝的结构和填充能力得到显著提高,卷烟单支重量和烟支密度明显降低,烟丝结构特征在加工工艺中的重要性得到较大关注[1,2]。烟丝的空间结构包括厚度、长度和宽度3 个层面。研究表明,烟丝的厚度与原烟有直接关系,与烟叶抗破碎指数呈显著正相关[3]。而烟丝的长度尺寸分布,即常说的烟丝结构,更易受到外力的作用而断裂造成破碎[4]。此外,烟丝过窄时易增加造碎率,过宽时则会导致卷烟的香气透发性减弱[5,6]。研究发现,烟丝在加工过程中会受到不同的外力作用而逐渐破碎,一方面烟丝造碎提升,原料利用率降低[7,8],另一方面,烟丝结构改变规律存在差异[9,10],而不同规格卷烟所需的烟丝结构也存在较大差异[11,12]。因此,控制好烟丝的破碎规律,是改善烟丝结构、提高卷烟产品稳定的有效途径[13]。
烟丝含水率和温度与烟丝的耐加工特性密切相关,环境温度越高、湿度越大,吸湿性和保湿性越强,烟叶的破碎程度越低;反之烟叶越容易破碎[14]。在制丝与卷接的不同阶段,为了达到一定的工艺,加强烟丝水分和温度的控制是工艺控制的关键[15-17]。但关于不同尺寸特征的烟丝破碎规律对烟丝含水率和温度的响应尚不明确。本研究通过研究烟丝含水率和温度对不同结构特征和宽度的烟丝破碎规律的影响,为进一步优化烟丝结构、降低烟丝造碎、提升卷烟均质化加工水平提供理论依据。
1 材料与方法
1.1 材料与仪器设备
试验材料为2019 年四川攀枝花C3F 片烟。
仪器设备包括ZD-T 25 型烟丝筛分仪(德国Haver & Boecker 公司)、PL203 电子天平(感量0.001 g,瑞士Mettle Toledo 公司)、YQ-32 碎丝机(郑州烟草研究院)。
1.2 试验设计
将片烟分别制成1.0 mm 宽度烟丝(S1)和0.8 mm宽度烟丝(S3),再分别将一部分烟丝通过断丝设备制出1.0 mm 宽度断丝的烟丝(S2)和0.8 mm 宽度断丝的烟丝(S4)。将4 个烟丝样品分别置于恒温恒湿箱中平衡48 h,温度(22±1)℃,至烟丝含水率为10%±0.2%、12%±0.2%、14%±0.2%、16%±0.2%和18%±0.2%,制成不同烟丝含水率的样品,将烟丝分成小份,装入密封袋备用。另将4 个烟丝样品分别置于恒温恒湿箱中平衡48 h,温度(22±1)℃,相对湿度60%+3%,平衡后将烟丝分成小份,装入密封袋,调节恒温恒湿箱温度分别设定为25、30、35、40、45 ℃。将平衡后的烟丝分别通过碎丝机,将破碎后的烟丝按照温度(22±1)℃、相对湿度60%+3%条件平衡48 h,用ZD-T 25 型烟丝筛分仪测试烟丝结构,筛网孔径分别为7.10、4.50、3.35、2.00、1.25、1.00 mm。
1.3 数据分析
统计各尺寸筛网上烟丝质量,计算各尺寸区间的烟丝质量分数,参照国家标准YC/T 351—2010《卷制过程烟丝破碎度的测定》中的方法分析烟丝结构分布情况,计算烟丝特征尺寸及破碎度,进而计算各尺寸区间质量分数的变化率。
式中,Fm为特定尺寸区间的烟丝质量分数变化率,dm为破碎后特定尺寸区间的质量分数,d0为破碎前特定尺寸区间的质量分数。
1.4 数据处理
用Microsoft Excel 2016 和SPSS 23.0 软件进行数据分析和制图。
2 结果与分析
2.1 含水率对烟丝结构的影响
由图1 可知,含水率对S1 破碎后烟丝结构影响较大,主要表现为破碎后>7.10 mm 的烟丝质量分数明显降低,10%烟丝含水率的烟丝质量分数由破碎前的46.98%降低到仅有3.93%,随着烟丝含水率的增加,>7.10 mm 的烟丝质量分数逐渐升高,并在烟丝含水率14%以后趋于稳定。以处理前的烟丝结构为基础,计算尺寸区间质量分数变化率,结果表明,10%的烟丝含水率条件>7.10 mm 的质量分数变化率表现为负值,降幅达91.64%。4.50~7.10 mm 和3.35~4.50 mm 的烟丝质量分数随着烟丝含水率的增加而升高,质量分数变化率也有相同的趋势。2.00~3.35 mm、1.25~2.00 mm 和1.00~1.25 mm 的烟丝质量分数与破碎前相比均增加,但质量分数和质量分数变化率均随着烟丝含水率的增加而降低。<1.00 mm的烟丝质量分数和质量分数变化率随着烟丝含水率的增加逐渐下降。
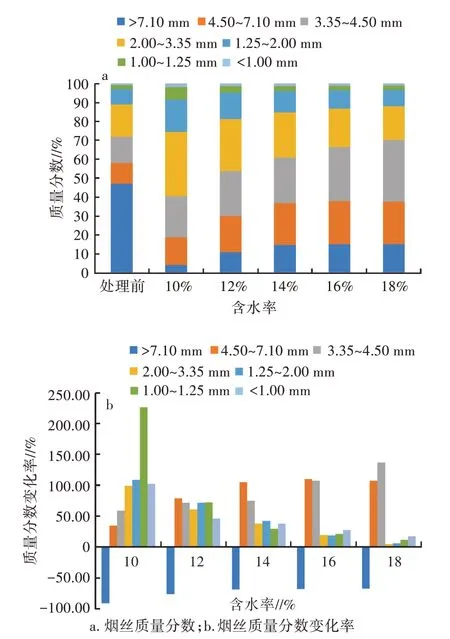
图1 含水率对S1 规格烟丝结构的影响
由图2 可知,S2 的烟丝结构与S1 相比,主要是烟丝尺寸整体降低,烟丝含水率对破碎后S2 的烟丝结构影响较大,主要表现为>7.10 mm 的烟丝质量分数均明显下降,其中10%烟丝含水率的质量分数仅为1.43%,随着烟丝含水率的增加,>7.10 mm 的烟丝质量分数逐渐增加。4.50~7.10 mm 和3.35~4.50 mm 的烟丝质量分数也随着烟丝含水率的增加而增加。2.00~3.35 mm、1.25~2.00 mm 和<1.00 mm的烟丝质量分数随着烟丝含水率的升高而降低,其中<1.00mm 的烟丝质量分数在10%和12%烟丝含水率条件下与破碎前相比分别增加了105.84%和104.18%。

图2 含水率对S2 规格烟丝结构的影响
由图3 可知,含水率对S3 的烟丝结构影响为10%烟丝含水率>7.10 mm 的质量分数与破碎前相比降低了29.46 个百分点。4.50~7.10 mm 的烟丝质量分数表现为随着烟丝含水率的升高而上升。3.35~4.50 mm 和2.00~3.35 mm 的烟丝质量分数表现为随着烟丝含水率的升高先升高后降低,1.25~2.00 mm、1.00~1.25 mm 和<1.00 mm 的烟丝质量分数随着烟丝含水率的升高表现为先降低后升高,拐点在烟丝含水率16%。说明烟丝含水率升高后烟丝的造碎降低,但达到一定水平后,烟叶的抗破碎能力逐渐降低,造碎升高。
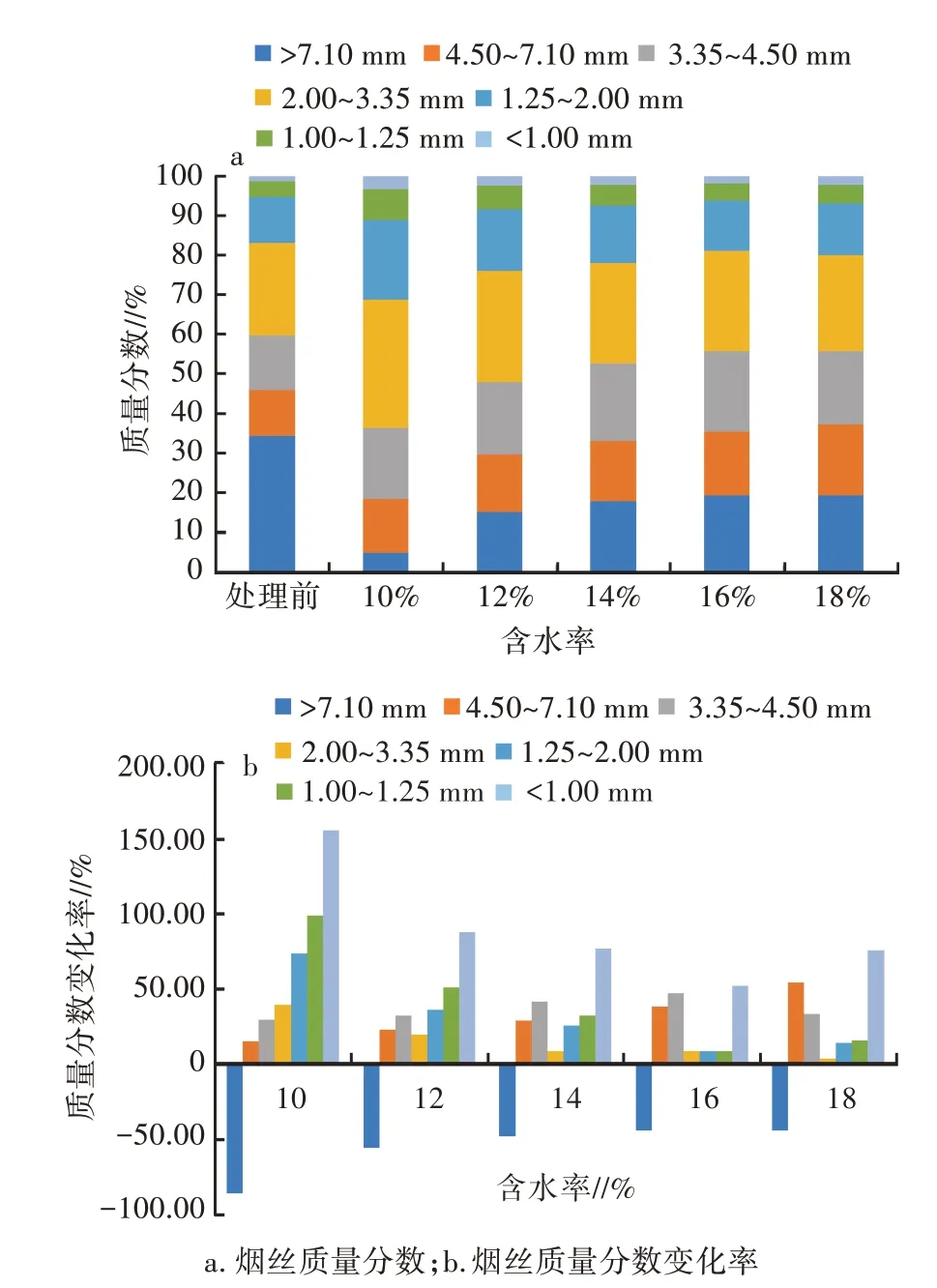
图3 含水率对S3 规格烟丝结构的影响
由图4 可知,含水率对S4 的烟丝结构影响为10%烟丝含水率>7.10 mm 的质量分数与破碎前相比降低了21.50 个百分点,4 个处理的平均降幅为75.03%。4.50~7.10 mm 的烟丝质量分数表现为随着烟丝含水率的升高而上升,但质量分数变化率在烟丝含水率10%、12%和18%表现为下降,说明较低的烟丝含水率对>4.50 mm 的烟丝影响明显。随着烟丝含水率的升高,3.35~4.50 mm 的烟丝质量分数不断升高,2.00~3.35 mm 的烟丝质量分数不断下降。1.25~2.00 mm、1.00~1.25 mm 和<1.00 mm 的烟丝质量分数先降低后升高,均在烟丝含水率16%时最低。
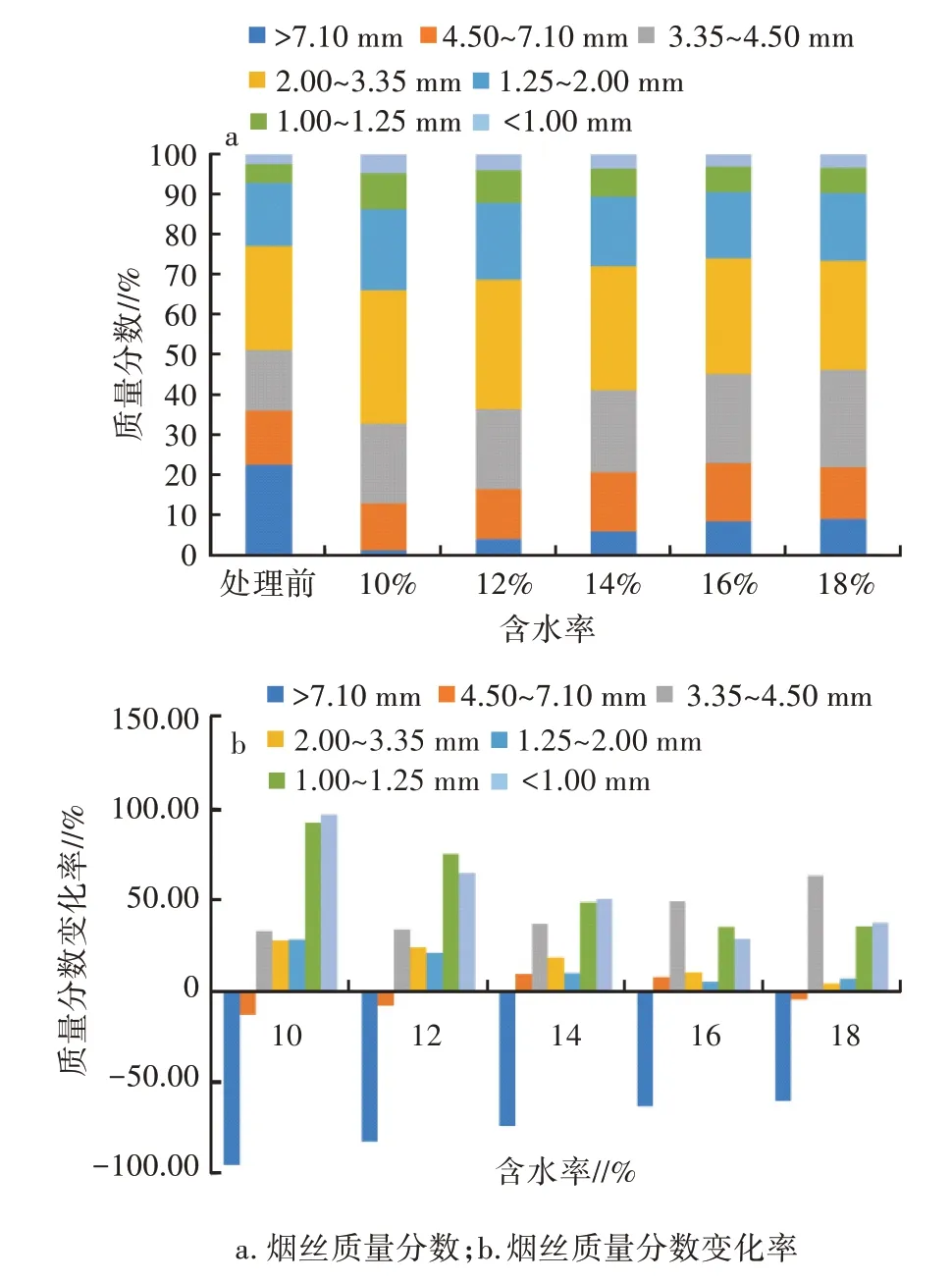
图4 含水率对S4 规格烟丝结构的影响
2.2 含水率对烟丝特征尺寸和破碎度的影响
参照国家标准YC/T 351—2010《卷制过程烟丝破碎度的测定》中的方法,用烟丝破碎过程的特性方程计算得到特征尺寸和破碎度。由图5 可知,破碎后烟丝的特征尺寸明显下降,均在10%烟丝含水率条件下最低,此时S1 至S4 的特征尺寸分别为3.28、2.79、3.11、2.80 mm。随着烟丝含水率的升高,S1 和S2 的烟丝特征尺寸逐渐升高,S3 和S4 的烟丝特征尺寸则在16%烟丝含水率时最高,18%烟丝含水率时略有下降,此时S1 至S4 的特征尺寸分别为4.30、3.64、4.00、3.37 mm。与此对应的烟丝破碎度随着烟丝含水率的升高不断下降,与特征尺寸的规律相反,整体表现为S1 最高,18%的烟丝含水率条件与10%相比,S1 至S4 的破碎度分别降低了18.87、20.47、19.67、14.56 个百分点。
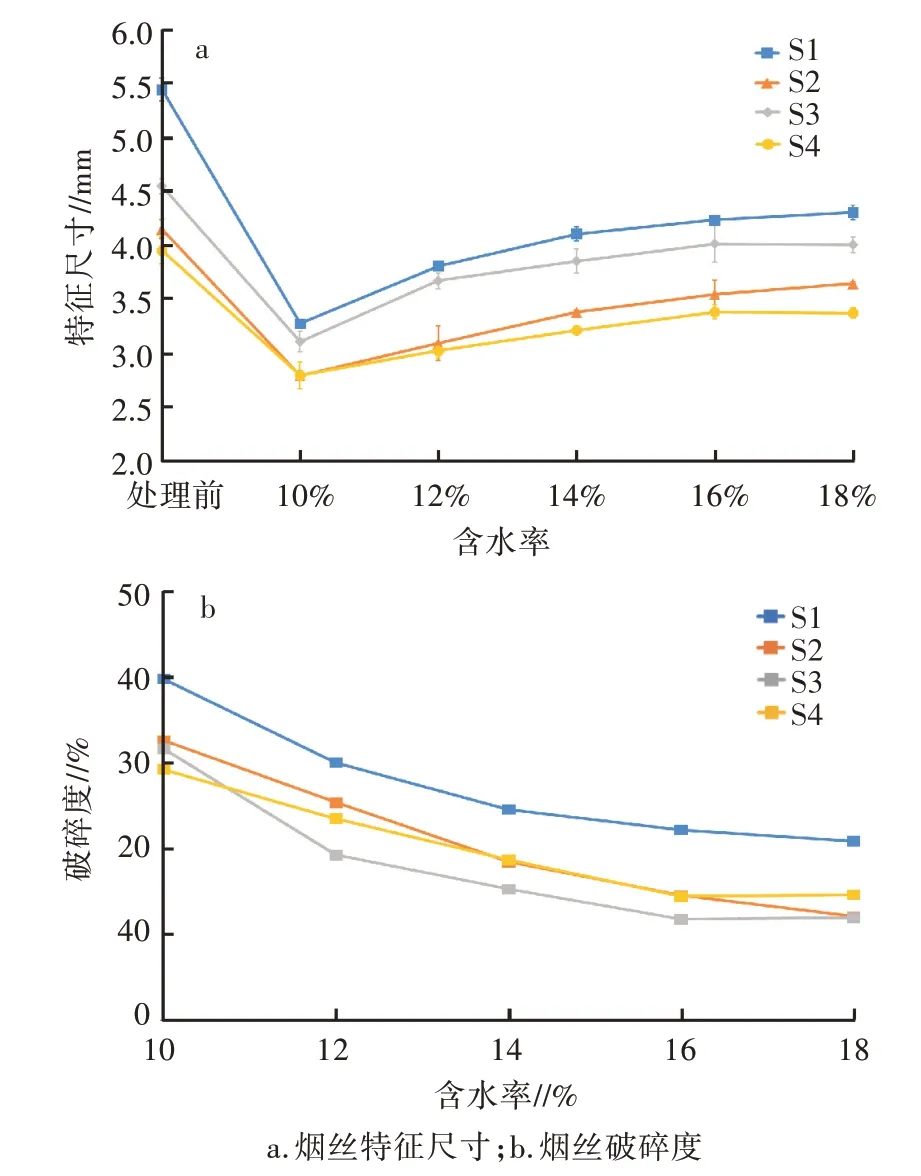
图5 含水率对烟丝特征尺寸和破碎度的影响
2.3 温度对烟丝结构的影响
由图6 可知,温度对S1 的烟丝结构影响为,随着烟丝温度的升高质量分数不断升高,25 ℃时>7.10 mm的质量分数与破碎前相比降低了36.10 个百分点。4.50~7.10 mm 的烟丝质量分数随着烟丝温度的升高而升高,3.35~4.50 mm 的烟丝质量分数随着烟丝温度的升高呈先升后降的趋势,质量分数变化率相对稳定。2.00~3.35 mm、1.25~2.00 mm、1.00~1.25 mm和<1.00 mm 的烟丝质量分数均随着烟丝温度的升高而降低。
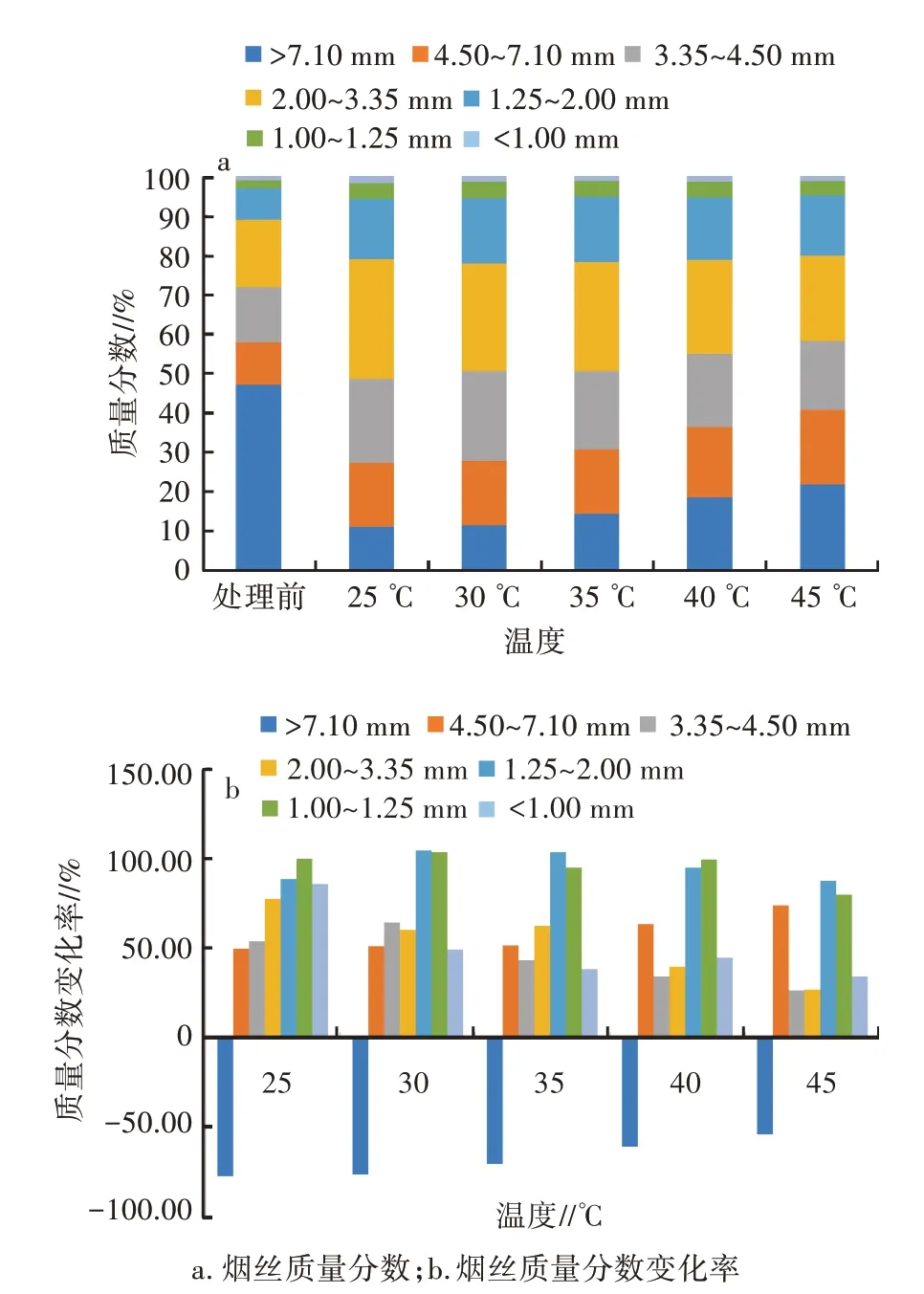
图6 温度对S1 规格烟丝结构的影响
由图7 可知,温度对S2 破碎后的影响为随着烟丝温度的升高,>7.10 mm、4.50~7.10 mm 的烟丝质量分数不断升高,3.35~4.50 mm 的烟丝质量分数缓慢下降,其中25 ℃时,>7.10 mm 的质量分数与处理前相比降低最多,降低了22.31个百分点,4.50~7.10 mm的质量分数变化率表现在25 ℃和30 ℃为负值。随着烟丝温度的升高,2.00~3.35 mm 和1.25~2.00 mm的烟丝质量分数表现为先升高后降低,1.00~1.25 mm 和<1.00 mm 的烟丝质量分数表现为逐渐降低,质量分数变化率也呈降低趋势。

图7 温度对S2 规格烟丝结构的影响
由图8可知,温度对S3破碎后的影响为>7.10 mm的质量分数在25 ℃时降低最多,降低了21.80 个百分点,与4.50~7.10 mm 和3.35~4.50 mm 的烟丝质量分数变化规律一致,均随着烟丝温度的升高而不断升高。2.00~3.35 mm、1.25~2.00 mm 和<1.00 mm 的烟丝质量分数随着烟丝温度的升高而不断降低,而1.00~1.25 mm 的质量分数随着烟丝温度的升高整体呈下降趋势,30、35、40 ℃相差不大。

图8 温度对S3 规格烟丝结构的影响
由图9 可知,温度对S4 破碎后的影响为破碎后>7.10 mm 和4.50~7.10 mm 的烟丝质量分数随着烟丝温度的升高而不断升高。与破碎前相比,25 ℃时>7.10 mm 的烟丝质量分数降低了19.35 个百分点,4.50~7.10 mm 的 质 量 分 数 变 化 率 表 现 在25、30、35 ℃为负值,表现为下降。随着烟丝温度的升高,3.35~4.50 mm 的烟丝质量分数表现为先升高后降低,2.00~3.35 mm表现为先降低后升高,1.25~2.00 mm、1.00~1.25 mm 和<1.00 mm 的烟丝质量分数和质量分数变化率均表现为逐渐降低,但1.00~1.25 mm 和<1.00 mm 的烟丝质量分数变化率整体较高,说明烟丝温度增加时<1.25 mm 尺寸的烟丝质量分数大幅减少。
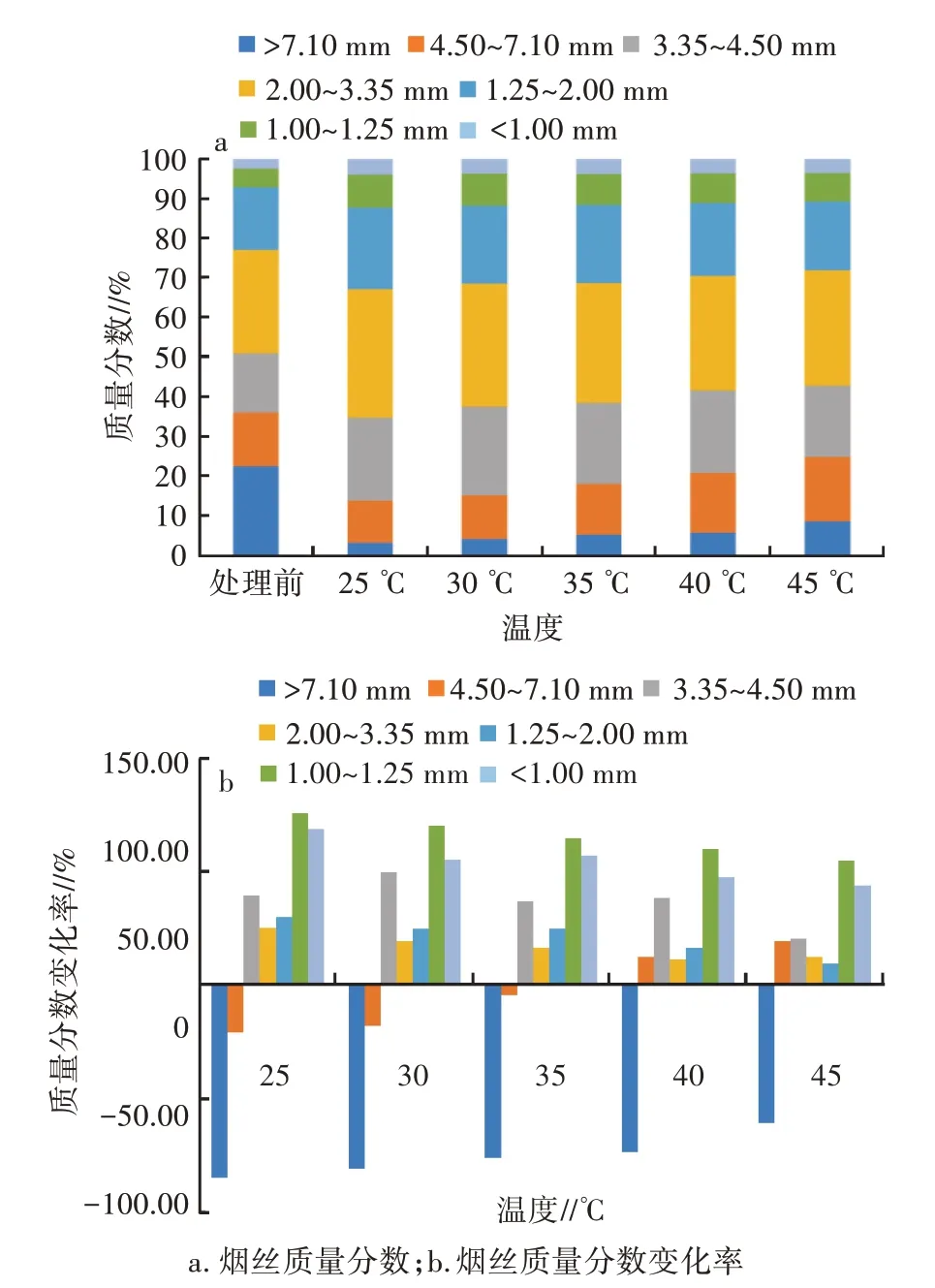
图9 温度对S4 规格烟丝结构的影响
2.4 温度对烟丝特征尺寸和破碎度的影响
由图10 可知,破碎后烟丝的特征尺寸明显下降,均在25 ℃条件下最低,此时S1 至S4 的特征尺寸分别为3.67、3.02、3.55、2.95 mm。随着烟丝温度的升高,所有样品的烟丝特征尺寸均逐渐升高,45 ℃时S1 至S4 的 特 征 尺 寸 分 别 为4.16、3.35、3.88、3.33 mm。烟丝的破碎度随着烟丝温度的升高不断下降,与特征尺寸的规律相反,45 ℃与25 ℃相比,S1至S4 的破碎度分别降低了9.10、8.20、7.93、9.66 个百分点。

图10 温度对烟丝特征尺寸和破碎度的影响
2.5 含水率和温度与烟丝特征尺寸和破碎度的关系
分别以烟丝含水率和温度为自变量,特征尺寸和破碎度为因变量进行拟合(表1、表2),根据该方程的特点,说明在本研究的烟丝含水率和温度范围内,特征尺寸均随着烟丝含水率或温度的升高表现为上升趋势,破碎度表现为逐渐降低趋势,基本呈线性分布,但在不同烟丝含水率或温度条件下曲线的斜率不同,也说明不同规格的烟丝破碎规律对烟丝含水率和温度的响应存在差异。

表1 烟丝含水率与烟丝特征尺寸和破碎度的关系
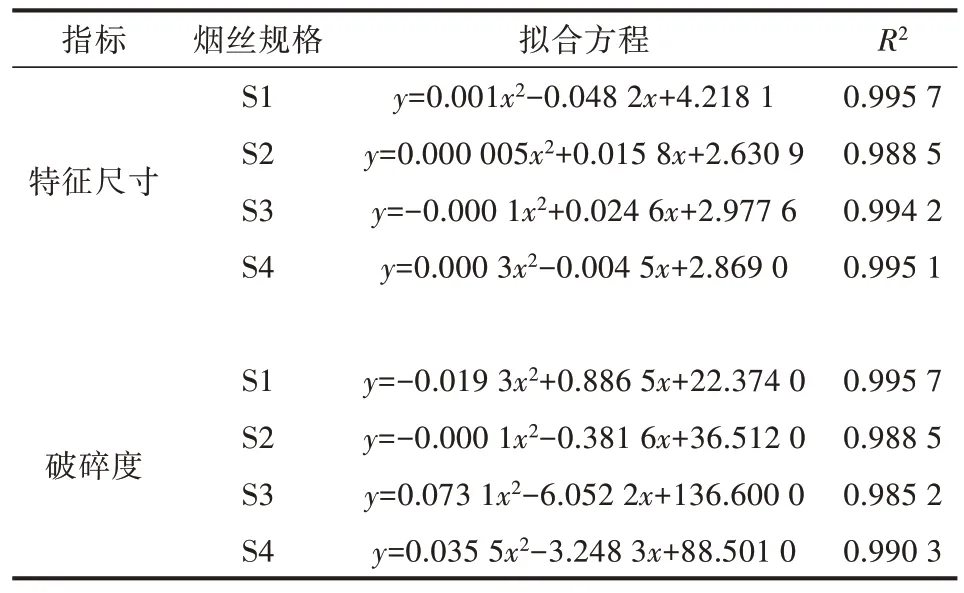
表2 烟丝温度与烟丝特征尺寸和破碎度的关系
3 讨论
研究表明烟丝含水率和温度对烟丝结构的影响显著。10%烟丝含水率的烟丝在破碎后>4.50 mm的尺寸较长的烟丝质量分数明显降低,特别是>7.10 mm 的烟丝质量分数变化率均为负值,4 个规格的烟丝质量分数平均降低了30.20 个百分点,说明>4.50 mm 等较长尺寸的烟丝最易破碎而引起结构改变[18]。在10%和12%烟丝含水率条件下,4 个处理1.00~1.25 mm 和<1.00 mm 的烟丝质量分数均较高,随着烟丝含水率的升高,烟丝的特征尺寸整体呈上升趋势,破碎度下降,说明烟丝含水率过低时烟丝造碎严重,增加烟丝含水率可以减少烟丝的造碎[17]。
随着烟丝温度的升高特征尺寸逐渐增大,S1 和S2 的特征尺寸在烟丝含水率18%时最高,分别为4.30 mm 和3.64 mm,S3 和S4 的特征尺寸在16%烟丝含水率时最高,分别为4.01 mm 和3.38 mm,在烟丝含水率为18%时略有降低。有研究表明,烟丝含水率过大时,烟叶的抗破碎性反而降低[18],不同等级烟叶达到最适宜的耐加工性能,所需的烟丝含水率存在差异[19],这可能是烟丝含水率达18%时,烟丝特征尺寸不再升高甚至下降的原因。此外,S3、S4分别与S1、S2 相比,烟丝宽度变窄了,其破碎后表现为>7.10 mm的烟丝质量分数明显降低,而<3.35 mm的烟丝比例均升高,说明较窄的烟丝加工时容易破碎[20,21]。因此,对于宽度较窄的烟丝,加工时更应注重烟丝含水率的控制,不能过低也不能过高。
本研究表明,与其他温度处理相比,25 ℃的烟丝破碎后烟丝特征尺寸最低,其中S1 至S4 比破碎前分别降低了1.76、1.12、1.02、1.00 mm。烟丝的破碎度随着烟丝温度的升高而降低,这与赵亮等[22]的研究规律一致。从烟丝质量分数及其变化率来看,>7.10 mm 和4.50~7.10 mm 的烟丝质量分数变化率降低,特别是在25 ℃和30 ℃下为负值,说明烟丝温度较低时促进了4.50 mm 以上较长尺寸的烟丝破碎,这与较低烟丝含水率下烟丝的破碎表现一致。因此,较低的烟丝含水率和温度,容易引起长丝的破碎和烟丝的造碎[17]。不同处理之间,烟丝特征尺寸整体表现为S1>S3>S2>S4,但破碎度表现为S1>S2>S4>S3,并没有表现为较窄的烟丝破碎率较高,这是因为破碎度是基于破碎前的烟丝结构计算所得,说明加工前的烟丝结构特点对烟丝的破碎规律也有较大影响。
申晓锋[23]研究表明,适当增加3.35~4.00 mm 的中长丝和1.00~2.50 mm 的短丝比例,短支卷烟的物理质量明显提升。张小宏等[24]研究表明,为了保证卷烟质量的稳定性,烟丝长度一般在2.50~4.90 mm。本研究表明,随着烟丝含水率的增加,破碎后S1、S2和S4 的3.35~4.50 mm 的烟丝质量分数升高,S3 呈先升高后降低的趋势;随着烟丝温度升高,S3 的3.35~4.50 mm 的烟丝质量分数升高,S1 和S4 为先升高后降低,S2 缓慢降低。对于2.00~3.35 mm 的烟丝,随着烟丝含水率的升高均整体表现为降低,S2 随着烟丝温度的升高表现为先升高后降低。说明不同尺寸和宽度的烟丝破碎规律对烟丝含水率和温度的响应不同,在明确影响规律的基础上,有针对性的调控是改善烟丝结构和卷烟卷制质量的有效途径。如40 mm定长切丝工艺[25]、烟丝结构柔性调控技术等[26],都是在特定的温湿度条件下实施的。在烟丝加工过程中其结构及破碎程度是不断变化的,而且对于不同的加工环节其温湿度条件差异较大,应根据工艺需求和设备加工特点,充分结合烟丝宽度、结构、耐加工特性等因素,在明确烟丝含水率和温度对烟丝破碎规律的基础上进行相应的调控。
4 小结
含水率和温度对烟丝结构的影响显著,与烟丝特征尺寸和破碎度呈线性关系。较低的烟丝含水率或温度均促进了>7.10 mm 和部分处理>4.50 mm等较长丝的破碎,造成了<1.25 mm 等较短尺寸烟丝的积累。一定范围内,随着烟丝水分和温度的升高,烟丝的特征尺寸增大、破碎度降低,但过高的烟丝含水率使较窄宽度烟丝破碎度提高、特征尺寸减小。不同规格的烟丝破碎规律对含水率和温度变化的响应存在差异,主要表现在2.00~3.35 mm 和3.35~4.50 mm 的烟丝质量分数上,这与烟丝的长度结构和宽度有关,需要在明确烟丝含水率和温度对烟丝破碎规律的基础上开展烟丝结构的优化。
猜你喜欢
河南农业科学(2024年2期)2024-03-25 09:27:28
林业机械与木工设备(2022年5期)2022-05-27 09:28:56
湖南电力(2021年4期)2021-11-05 06:44:42
中国粉体技术(2021年1期)2021-01-04 02:19:18
初中生世界·九年级(2020年9期)2020-09-21 08:43:33
长江科学院院报(2018年12期)2018-12-19 09:52:02
消费导刊(2018年8期)2018-05-25 13:19:42
电子制作(2016年1期)2016-11-07 08:42:56
电测与仪表(2016年14期)2016-04-11 12:32:40
地震地质(2015年3期)2015-12-25 03:29:53