两种润滑剂对金刚石串珠冷压坯质量、尺寸和成型性的影响
2023-10-07 02:00:34莫睿
超硬材料工程 2023年4期
莫 睿
(1.桂林特邦新材料有限公司,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司 广西超硬材料重点实验室,国家特种矿物材料工程技术研究中心,广西特种矿物材料技术创新中心,广西 桂林 541004)
0 引言
金刚石串珠绳锯是一种典型的柔性金刚石切割工具,在石材加工行业得到广泛应用,因其同时具备金刚石超强的刚性和绳索的柔韧特性,非常适合于石材矿山开采、异形石板加工等,随着社会进步与人民生活水平提高,金刚石绳锯应用范围与使用量不断扩大与增长[1]。
在金刚石串珠绳锯生产中,串珠的冷压工序是非常重要的环节。串珠冷压是指将金属粉末与金刚石颗粒混合组成的粉末,在常温下压制为串珠冷压坯的过程[2]。串珠冷压生产过程对串珠的质量和金刚石分布有比较大的影响。其中串珠压坯的外观尺寸和质量稳定性影响后续烧结金刚石分布,也决定着最终产品的切割质量[3-4]。
由于金刚石串珠中需要串珠基体一体压制,金刚石串珠结构复杂,全自动冷压机在装料环节使用不造粒的粉料进行金刚石串珠冷压时,添加不同的添加剂对粉料的流动性有较大影响,进而对压坯质量稳定性和压坯成型性具有较大影响[5-6]。
本次实验通过使用两种润滑剂对金刚石串珠冷压坯质量稳定性、高度尺寸和成型性的影响,进一步探索全自动冷压串珠质量的影响因素。
1 实验
1.1 实验原料
采用未经造粒的W60金刚石串珠结合剂配方粉料2份各5 kg,分别加入润滑剂P与Y,质量分数均为0.8%,各采用18 L三维混料机混大料4 h,然后添加金刚石混合50 min。
1.2 串珠规格
实验串珠规格:胎体外径为Φ5.8 mm,基体外径为Φ4 mm,胎体高为7.00 mm;
实验串珠质量:0.70 g;
1.3 实验方式
加入P与Y的结合剂粉料,使用同一台设备同样的压制参数,分别连续压制1000粒串珠,记录串珠的连续压制质量波动,并抽检其冷压坯的冷压高度尺寸,并对这些数据进行特性对比。
2 结果与讨论
2.1 串珠质量波动
测试在连续压制时,P与Y的结合剂粉料冷压的质量波动特性,分别连续记录1000次,结果见图1和图2。图1和图2对比,可以看到使用P润滑剂的串珠压坯质量分散度显著低于Y润滑剂,质量波动振幅比Y润滑剂小。

图1 P润滑剂冷压质量波动图波动曲线压制次数

图2 Y润滑剂冷压质量波动图波动曲线
2.2 质量分布区间统计
统计P润滑剂与Y润滑剂的胎体质量分布特性,结果见图3、表1和表2。通过表1和表2可以明显看出,使用P润滑剂的串珠胎体质量分布比使用Y润滑剂方式集中,而且从两种润滑剂的质量方差看,使用P润滑剂的串珠胎体质量与目标质量偏差显著小于使用Y润滑剂。
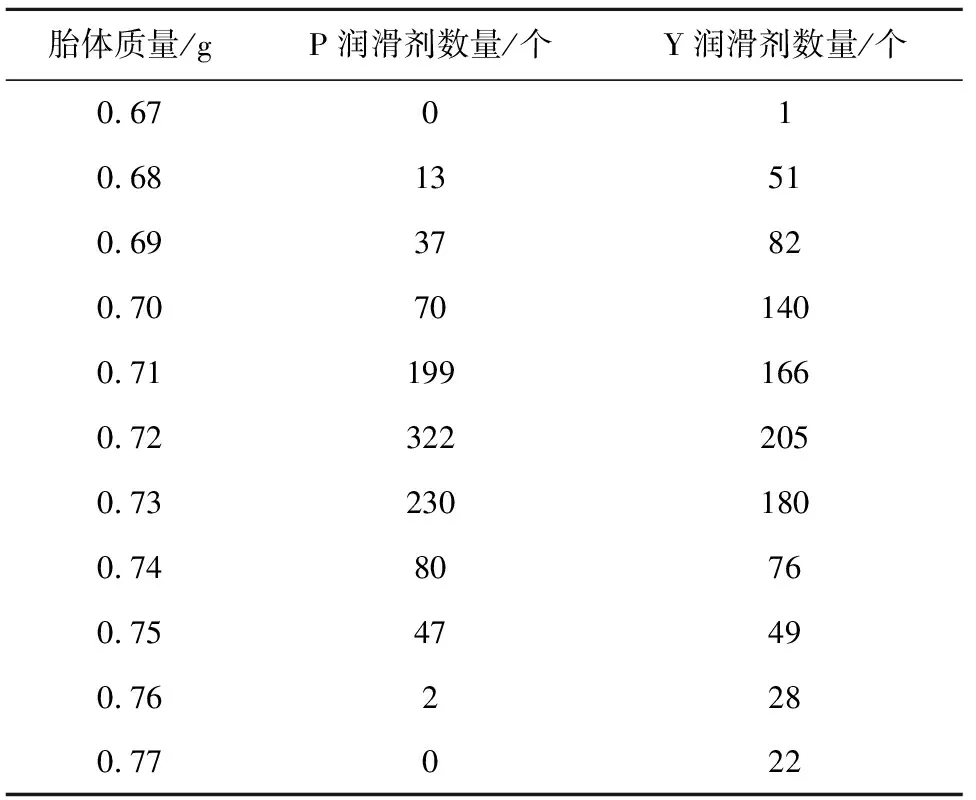
表1 两种润滑剂胎体质量区间数量分布数据

图3 两种润滑剂胎体质量区间分布比较
2.3 冷压胎体高度和致密度对比
通过表3可以看出,使用P润滑剂的串珠高度7.07 mm明显小于使用Y润滑剂的7.19 mm,说明P润滑剂可以显著降低冷压时的摩擦阻力,同样,使用P润滑剂的串珠致密度89.38%高于Y润滑剂的串珠致密度87.47%,更有利于冷压胎体的均匀性,以及长期使用后冷压模具的寿命。

表3 两种润滑剂胎体高度与致密度对比数据
2.4 冷压胎体外观比较
通过图4和图5可以明显看出,使用P润滑剂的串珠胎体外表面比较光滑,部分Y润滑剂的串珠胎体外表面折射率不同,这是冷压胎体产生了轻微裂纹使得外表面不平滑所致,证明使用P润滑剂的冷压串珠压坯压制后不易破坏,成型性优于使用Y润滑剂。

图4 P润滑剂冷压胎体外观

图5 Y润滑剂冷压胎体外观
3 结论
(1)使用P润滑剂较使用Y润滑剂在全自动压制工艺中冷压坯质量偏差小,整体质量波动范围小。
(2)使用P润滑剂压制的串珠,其串珠质量集中度分布明显优于使用Y润滑剂,更有利于提高串珠自动化生产合格率。
(3)使用P润滑剂的冷压串珠压坯成型性优于使用Y润滑剂。
4 展望
近年来随着制造业互联网+的程度不断提高,冷压工艺的自动化、智能化生产是大势所趋,今后金刚石串珠产品生产将会越来越多采用全自动冷压方式,具有广阔的发展空间和应用前景。研究其冷压过程中冷压参数对冷压坯各种质量因子的影响,提高产品质量稳定、可控性,对金刚石串珠绳锯工作性能稳定性提高具有积极意义。
当前全自动冷压方式尚存在改进空间,需要摸索不同的工艺参数并进行人工微调保证产品稳定性,全自动冷压金刚石串珠工艺中值得研究的课题很多,需要进一步探索影响全自动冷压金刚石串珠性能的因素。
猜你喜欢
石材(2020年10期)2021-01-08 09:19:54
农机使用与维修(2020年4期)2020-05-09 09:58:52
超硬材料工程(2019年4期)2019-10-29 03:33:52
超硬材料工程(2018年2期)2018-05-24 08:59:49
创新作文(1-2年级)(2017年10期)2018-04-16 10:17:36
时代农机(2017年8期)2017-10-18 04:58:48
材料与冶金学报(2017年3期)2017-09-21 01:53:27
数学小灵通(1-2年级)(2017年5期)2017-06-05 09:12:14
创新作文(小学版)(2017年28期)2017-03-21 02:54:25
超硬材料工程(2016年1期)2016-02-28 22:20:01