
钢筋预埋件连续驱动摩擦焊接头组织及性能
2023-02-17 02:37章中华曾凡勇肖志威谢利平薛雅旭朱称生
电焊机 2023年1期
章中华,曾凡勇,肖志威,谢利平,薛雅旭,朱称生
中国核工业第二二建设有限公司,湖北 武汉 430051
0 前言
钢筋预埋件在核电建造、民用建筑、水利等工程中应用广泛,其一般为T形焊接结构,根据预埋板厚度及钢筋直径可采用不同方式(穿孔塞焊、压力埋弧焊、角焊等)进行焊接[1]。目前核电钢筋预埋件的生产仍以手工焊接为主,存在焊接效率低、劳动环境较差、工作强度较高等问题。鉴于此,国内一些单位采用机器人代替人工实现穿孔塞焊自动焊接[2-3]。虽然自动焊提升了焊接效率,但对焊前组对工序要求高,且机器人焊接一般采用大电流脉冲电源,焊接时会产生强烈的脉冲弧光和烟尘,易造成电弧灼伤和环境污染,且设备能耗较大。
摩擦焊焊接过程中质量控制良好,可避免裂纹、气孔、未熔透等缺陷,已广泛应用于航空、石油、电力、汽车等领域[4-5]。该技术具备高效、绿色、环保的特点,且容易实现自动化焊接,非常适合用于钢筋预埋件的焊接。20世纪80年代有学者开始研究采用摩擦螺柱焊(Friction Stud Welding,FSW)方法焊接螺柱和钢板,主要用于海底石油管道牺牲阳极的焊接,适用螺柱直径范围在25 mm及以下。狄冰[6]等针对X65钢开展14 mm螺柱的摩擦焊T形接头的微观组织及耐腐性能研究。徐亚国[7]等研究了旋转速度对摩擦螺柱焊接头抗拉强度的影响。Kimura M[8]等针对AA5083铝合金摩擦螺柱焊接头断裂发生在界面处而非母材的问题开展了研究,分析了飞边形貌和接头拉伸的关系,通过参数优化和接头设计获得了良好的接头。
目前有关预埋件T形接头摩擦焊接的研究主要集中在小直径螺柱或轻质材料的焊接,针对大直径(25 mm以上)钢筋的摩擦焊接还鲜有报道。因此,本文针对核电典型规格和材质的钢筋预埋件进行连续驱动摩擦焊,研究分析接头的组织特征和力学性能,以期为钢筋预埋件摩擦焊接技术的推广应用提供参考。
1 试验材料和方法

表1 Q235B化学成分及力学性能Table 1 Chemical composition and mechanical properties of Q235B

表2 HRB400E化学成分及力学性能Table 2 Chemical composition and mechanical properties of HRB400E
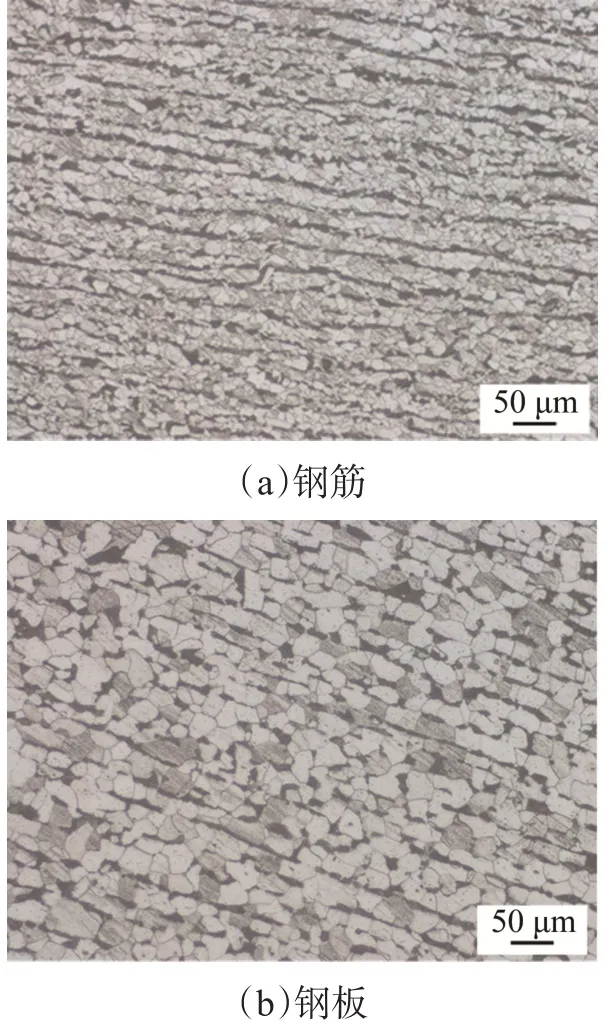
图1 母材微观组织Fig.1 Microstructure of base metal
试验采用自行研制的多工位预埋件连续驱动摩擦焊机(见图2),最大顶锻力200 kN,最高转速2 000 r/min。其中钢板固定侧增加了x轴和y轴伺服驱动,可实现一块钢板上焊接多根钢筋。焊前对钢筋端面和钢板待焊处附近进行打磨以去除铁锈。典型的钢筋-板T接摩擦焊接头见图3。

图2 多工位预埋件摩擦焊机Fig.2 Multi-station embedded parts friction welding equipment

图3 预埋件摩擦焊接头Fig.3 Friction welded joint of embedded parts
焊后采用锯切的方式通过钢筋轴线截取接头截面并制作金相试样,采用徕卡DMI5000M型光学显微镜进行微观组织的观察分析,采用蔡司EVO 10扫描电镜对接头截面进行高倍扫描和化学分析。拉伸性能检测时,采用火焰切割方式将接头切成单根钢筋试样,其中钢筋长度大于250 mm,钢板尺寸为100 mm×100 mm,拉伸试验按照JGJ/T27—2014《钢筋焊接接头拉伸试验方法》,拉伸试验设备为WE-300B液压式拉伸压缩试验机。另外,为了确定焊缝的实际力学性能,参照GB/T 6397—86截取小尺寸拉伸试样,如图4所示,试样厚度为2 mm,平行段中间部位为摩擦焊缝界面,拉伸试验设备为WDW-50D万能试验机。采用莱金HVS-30维氏硬度计进行硬度试验,压力10 kg,保压时间10 s。
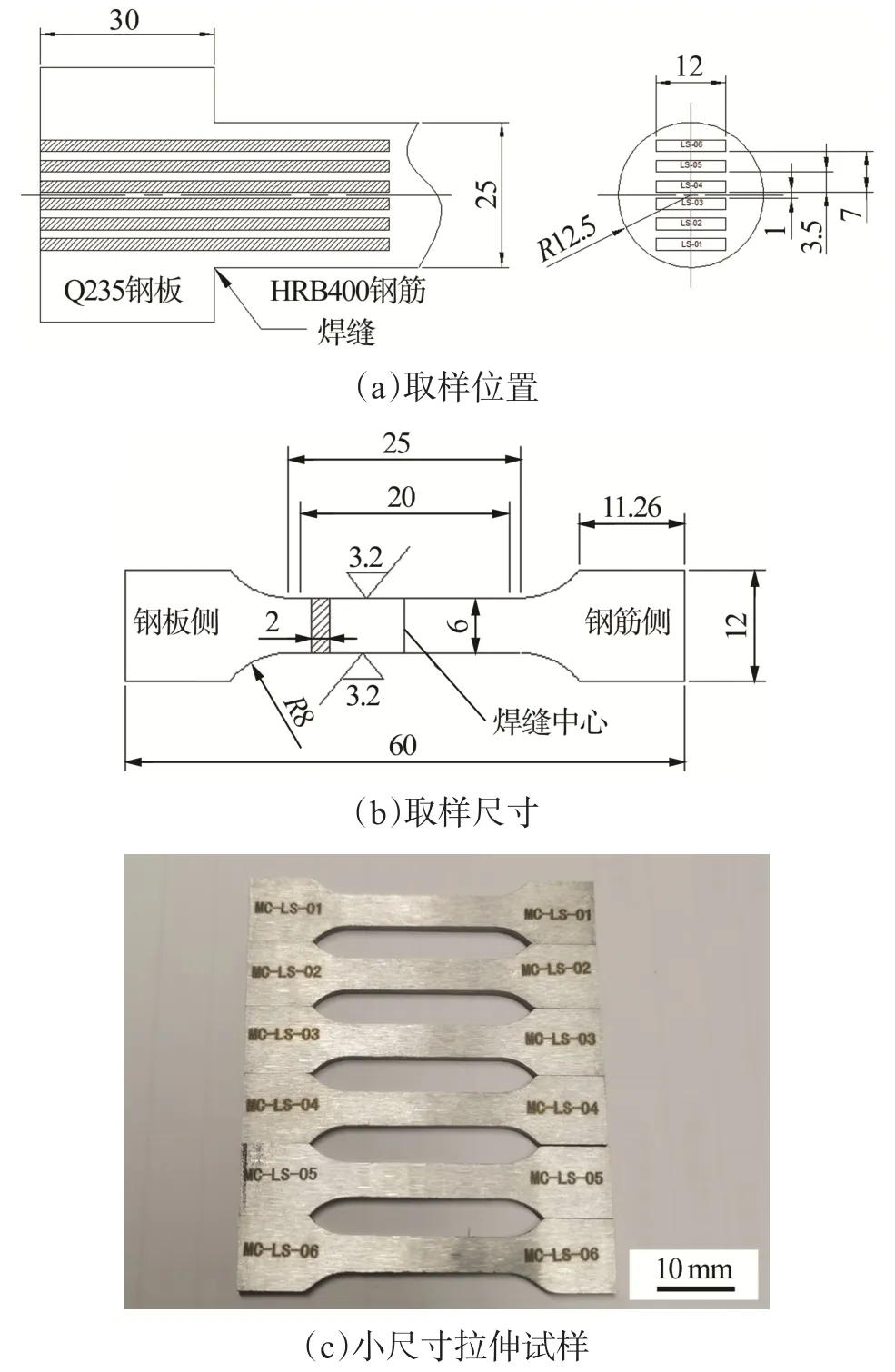
图4 小尺寸拉伸试样Fig.4 Small size tensile specimen
2 试验结果及分析
2.1 宏观形貌
预埋件摩擦焊T形接头宏观形貌如图5所示。焊后飞边形貌异常明显,其中钢筋上部飞边呈圆弧状包络于钢筋四周,下部飞边则体积相对很小,仅部分被挤出于上部飞边与钢板之间。对于传统棒-棒结构的摩擦焊接头而言,形成的飞边一般呈对称分布,但对于预埋件这种摩擦焊T形接头,钢板侧与钢筋侧散热的不对称性造成了飞边的不对称性。飞边的具体形成过程为:摩擦焊接刚开始时,钢筋和钢板在顶锻力和热作用下排出初始金属(部分钢筋+部分钢板)形成下部飞边,此时下部飞边厚度较薄,且与钢板形成了有效连接,不再随着钢筋旋转;随着摩擦焊接的进行,由于钢筋侧热传导较慢,钢板侧热传导较快,钢筋受热发生塑化,并作为主要耗材被不断挤出焊接界面,在顶锻力和旋转力的作用下形成了体积较大的包络状飞边。上部飞边流线如图6所示,界面附近的钢筋金属有明显的应变流线,说明了其在焊接过程中的顶锻作用下发生了剧烈的径向流动。
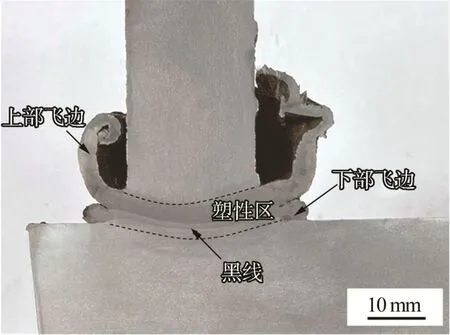
图5 T形接头宏观形貌Fig.5 Macro morphology of T-joint
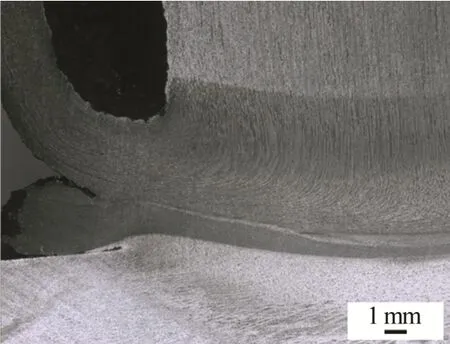
图6 上部飞边流线Fig.6 Upper flash streamline
摩擦焊界面经10%硝酸酒精溶液腐蚀后,可以看出下部飞边层较为明显,呈带状组织,位于钢筋侧和钢板侧之间,成为了摩擦焊界面的一部分。目视观察发现,部分接头钢筋中心处界面呈现“黑线”特征,这在后文会进一步分析。另外,摩擦焊缝界面两侧的焊核区(塑性区)较为明显,且钢筋侧的塑性区较宽。
经分析,下部飞边一方面受到摩擦热作用,一方面在钢板的热传导作用下快速冷却,综合作用下,下部飞边层在二级摩擦焊接过程中最终保留着红热状态和相对稳定的形态。在钢筋的不断旋转摩擦作用下,钢筋前端的界面层逐渐排出氧化物及杂质,并漏出“新鲜”的表面。在此状态下,钢筋与钢板处于瞬间“焊接-旋转破坏”的反复状态。直到摩擦阶段结束,顶锻开始,上下飞边被进一步挤出和冷却定形,钢筋与钢板形成了可靠的冶金结合,焊接过程结束。
2.2 微观组织
摩擦焊缝界面处的微观组织主要为铁素体+珠光体+贝氏体,如图7所示。钢筋侧焊核区组织(见图8a)为细小的铁素体和珠光体组织,该区域微观组织因为摩擦焊接过程的高速旋转和顶锻作用,晶粒被不断破碎,原始的轧制形态被完全消除,同时该区域组织发生了动态再结晶。而远离界面处的钢筋热影响区(见图8b)仅受到了焊接过程的热作用,部分碳化物开始析出,并充满整个晶界。
图7 焊缝界面处微观组织Fig.7 Microstructure of weld interface
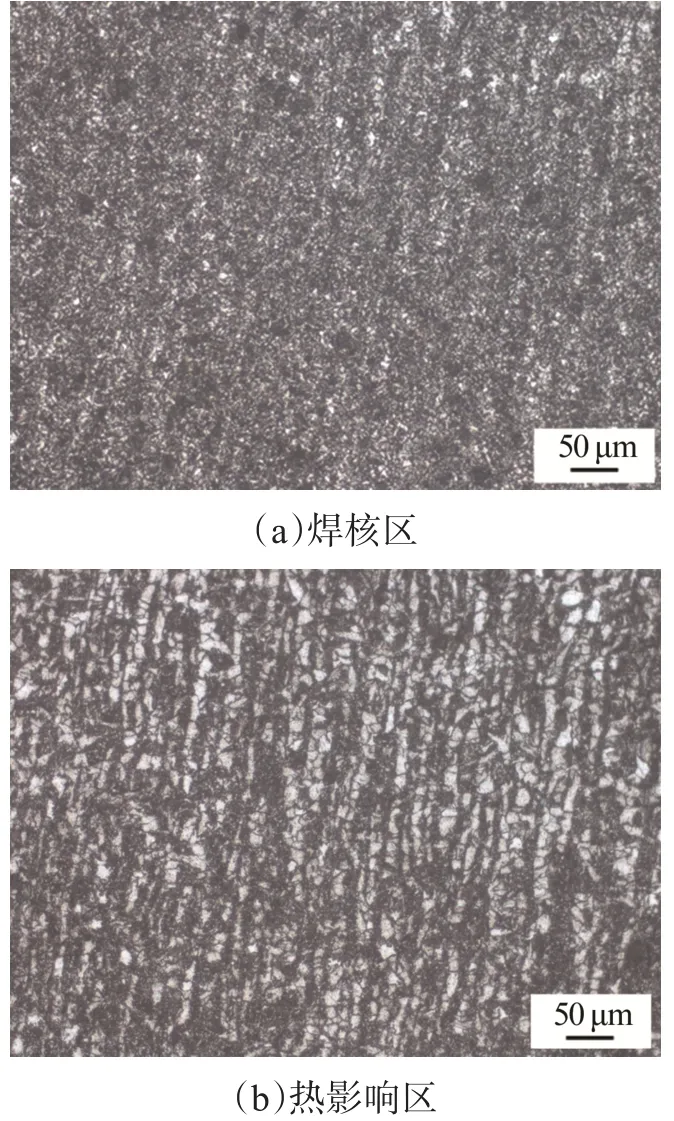
图8 钢筋侧接头微观组织Fig.8 Microstructure of reinforcement side joint
钢板侧焊核区(见图9a)的微观组织为铁素体+贝氏体,距离摩擦焊缝界面较近的区域在焊接开始阶段同样也受到了旋转摩擦的作用,因此该区域的晶粒也发生了破碎,相对于母材的晶粒尺寸异常细小;该区域的旋转破碎程度相比钢筋侧较轻,因此还可以看出部分碳化物的原始痕迹。同样远离界面处的热影响区(见图9b)组织仅受到了焊接热作用,部分碳化物在晶界处析出。
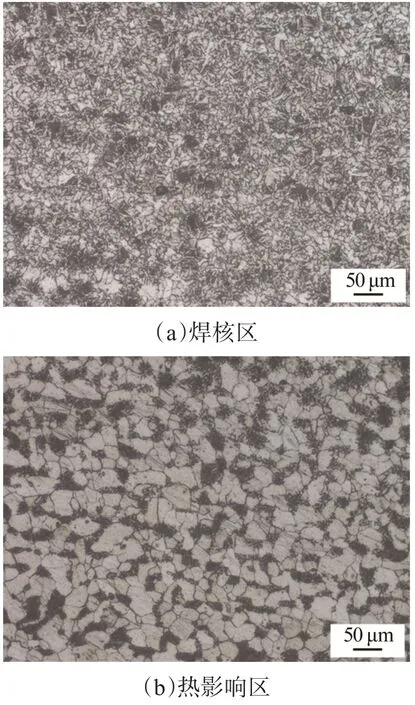
图9 钢板侧接头微观组织Fig.9 Microstructure of steel plate side joint
针对部分摩擦焊接头焊缝界面经腐蚀后存在的“黑线”特征(见图10),考虑到摩擦焊接过程中,理论上钢筋轴线处的线速度趋于零,因此该区域的热输入几乎全部来源于附近区域的热传导,该区域可能存在因热输入不足导致产生缺陷的情况,如产生虚接或界面中的氧化膜或杂质未及时排出等,需对其进行进一步分析。
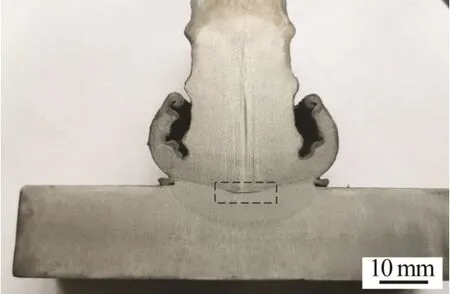
图10 T形摩擦焊接头界面“黑线”Fig.10 "Black Line" at T-shaped friction welded joint interface
首先对宏观接头截面进行打磨和渗透检验,结果并无缺陷显示,确认了“黑线”及周边区域并非裂纹、凹坑之类的缺陷。对该区域进行放大观察,如图11所示,呈连续的金属组织,厚度为0.1~0.2 mm,未见缺陷。对特征区域(图11的A、B区域)进行扫描电镜观察,结果如图12所示,深色区域(A区域)的组织为铁素体、索氏体和屈氏体的混合组织,明显可见晶粒内部呈片状分布的渗碳体;浅色区域(B区域)为铁素体、珠光体和少量的魏氏体组织。A区域与B区域之间除了组织状态不同外,未见其他异常。A区域的片状组织结构较B区优先发生腐蚀,且厚度较薄,因此在目视和低倍显微镜下观察呈现“黑线”特征。
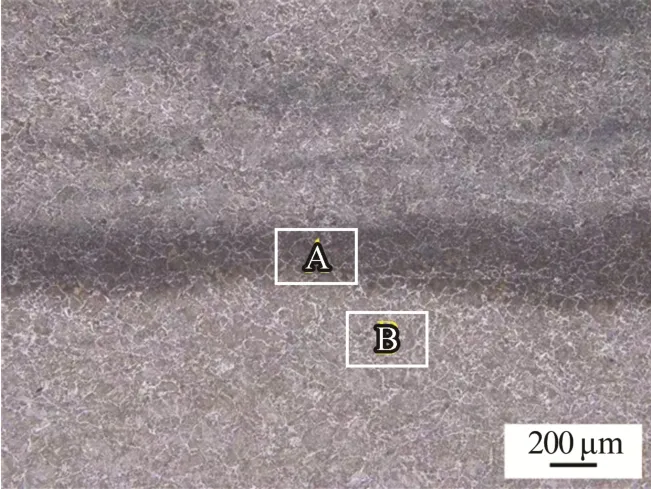
图11 “黑线”处放大Fig.11 Enlarged at "Black Line"

图12 SEM扫描组织Fig.12 SEM scanning microstructure
采用能谱分析进行线扫描分析,扫描线跨越黑线层及两侧区域,如图13所示。结果显示,整条扫描线上主要元素分布均匀,各区域未见明显的成分差异和突变,进一步证明了“黑线”成分的连续性。

图13 能谱扫描结果Fig.13 Energy spectrum scanning results
2.3 拉伸性能
参考JGJ18—2012《钢筋焊接及验收规程》中关于预埋件T形接头拉伸试验的规定,对于预埋件摩擦焊接头主要考究的是纵向拉伸性能。采用如图14所示的夹具对单根钢筋接头进行拉伸。

图14 摩擦焊接头拉伸试验Fig.14 Tensile test of friction welded joint
对于不同摩擦焊接参数接头(焊接参数见表3),每次拉伸5个试样,拉伸合格率为满足拉伸要求的数量与拉伸总数量之比,参照JGJ18—2012,当T形接头拉伸强度不小于540 MPa时即可认为拉伸合格。拉伸合格率与顶锻量的关系如图15所示[9]。可以看出,随着钢筋顶锻量(钢筋焊前、焊后的长度差)的增加,接头拉伸合格率呈上升趋势,当顶锻量大于19 mm后,拉伸合格率可达到100%。选择顶锻量作为考察因素主要在于顶锻量是其他工艺参数(摩擦时间、摩擦压力、顶锻压力、顶锻时间等)的宏观综合体现[9],便于测量和分析。
表3 摩擦焊接参数Table 3 Friction welding parameters
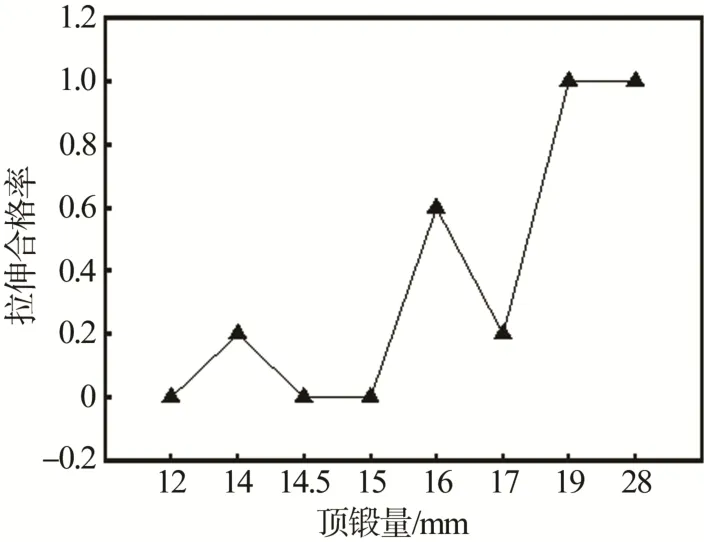
图15 拉伸合格率与顶锻量的关系Fig.15 Relationship between tensile qualification rate and upset forging amount
为了进一步分析摩擦焊接头焊缝区实际力学性能,采用小尺寸试样进行了拉伸测试(见图16),试验结果如图17、图18所示。试验结果表明:拉伸试样全部断裂在钢板侧,且全部偏向母材一侧(远离塑性区),接头平均屈服强度为322.5 MPa,平均抗拉强度为425.8 MPa,接头屈服强度和抗拉强度与钢板母材的力学性能相近。经分析,拉伸试样平行段包括钢筋、钢板和摩擦焊界面,发生断裂的位置理论上应为接头最为脆弱的位置,远离界面处的钢板母材屈服强度最低,是承载力最低的部位,钢筋、钢板摩擦焊界面处的晶粒组织较细,经历了强烈的塑性变形,焊接界面形成了牢固的冶金结合。因此摩擦焊接头界面的连接强度优于母材。
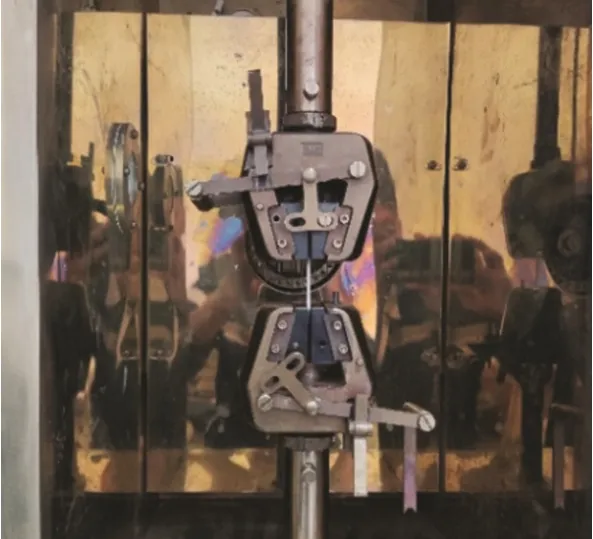
图16 小尺寸拉伸试验Fig.16 Small size tensile test

图17 小尺寸拉伸后试样(左侧为钢板侧)Fig.17 Specimen after small size tension (the left side is the steel plate side)
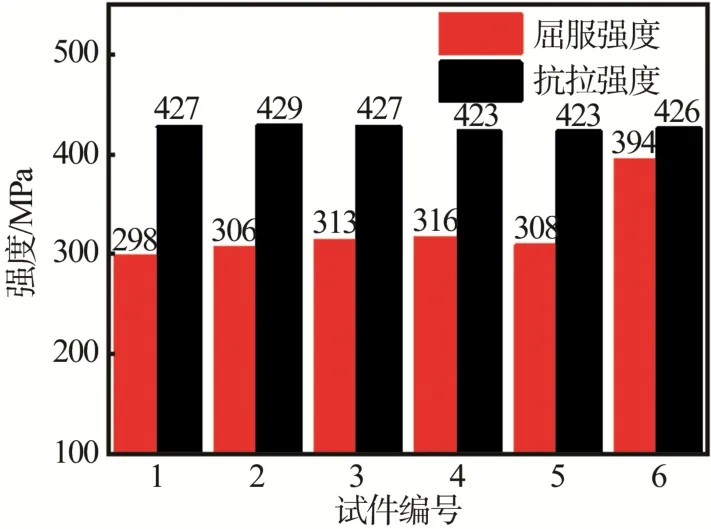
图18 小尺寸拉伸试验结果Fig.18 Small size tensile test results
对于钢筋-钢板摩擦焊接接头,理论上钢筋母材的抗拉强度大于钢板母材的抗拉强度,力学性能差异较大。根据预埋件T形接头的纵向承载分析,若接头断裂位置发生在屈服强度较高的钢筋母材,则接头处的承载面积定然大于钢筋横截面积,这从经拉伸合格的预埋件T形摩擦焊接头宏观形貌即可证实。顶锻量的增加,实际上就是增加了摩擦压力或摩擦时间,使得焊接过程钢筋与钢板的接触面积增加,使得焊接区域焊合率[9]增加。
对于拉伸断裂发生在焊缝处的接头,一般形式均为钢筋母材直接从钢板上拔出。从拉伸断口(见图19)可以看出,断口区域分为三部分,连接区内的金属形成了有效的冶金结合(焊合),拉伸时因为承载力不足被强制拔出,断口呈一定的延性特征;弱连接区域漏出表面为焊缝界面,断口平整,为断裂发生的起始区域,一般该区域面积较少,界面平滑,呈脆性断裂特征,也称之为“灰斑”;未连接区域为钢筋外侧区域,焊接时轴向压力几乎为零,因此与钢板没有形成任何机械连接或有效的冶金结合。
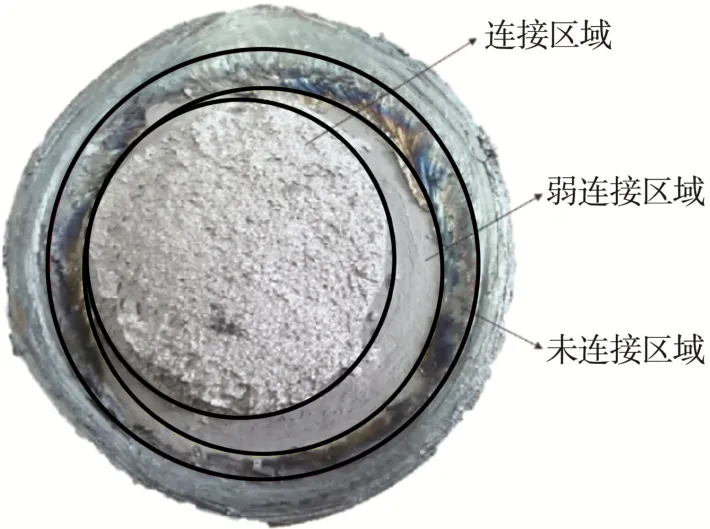
图19 钢筋侧拉伸断口Fig.19 Tensile fracture of reinforcement side
2.4 硬度分布
采用维氏硬度计对接头各区的硬度进行了测试,测试结果如图20所示。可以看出,Q235钢板母材硬度值约为126 HV10,HRB400E钢筋母材硬度值约为200 HV10。图20a中硬度点位分别位于钢筋侧和钢板侧距离焊缝界面1 mm内的区域,处于钢板和钢筋的焊核区或热机影响区。可以看出,钢筋焊核区的硬度最大值为280 HV10,钢板焊核区硬度最大值为265 HV10,钢筋侧硬度明显高于钢板侧,这与材质本身相关。钢筋侧和钢板侧硬度分布都呈现中间高两边稍低的趋势,这与摩擦焊接头的形貌呈月牙状有关,且焊核区的晶粒更加细小,因此硬度更高,两侧热机影响区和热影响区的硬度值更低。由图20b可以看出,钢筋2/3半径处和中心处的硬度值基本无差别,均显示出焊核区硬度较高,往热机影响区、热影响区依次降低。也从侧面证明了为何小尺寸拉伸试验断裂在钢板侧母材位置。
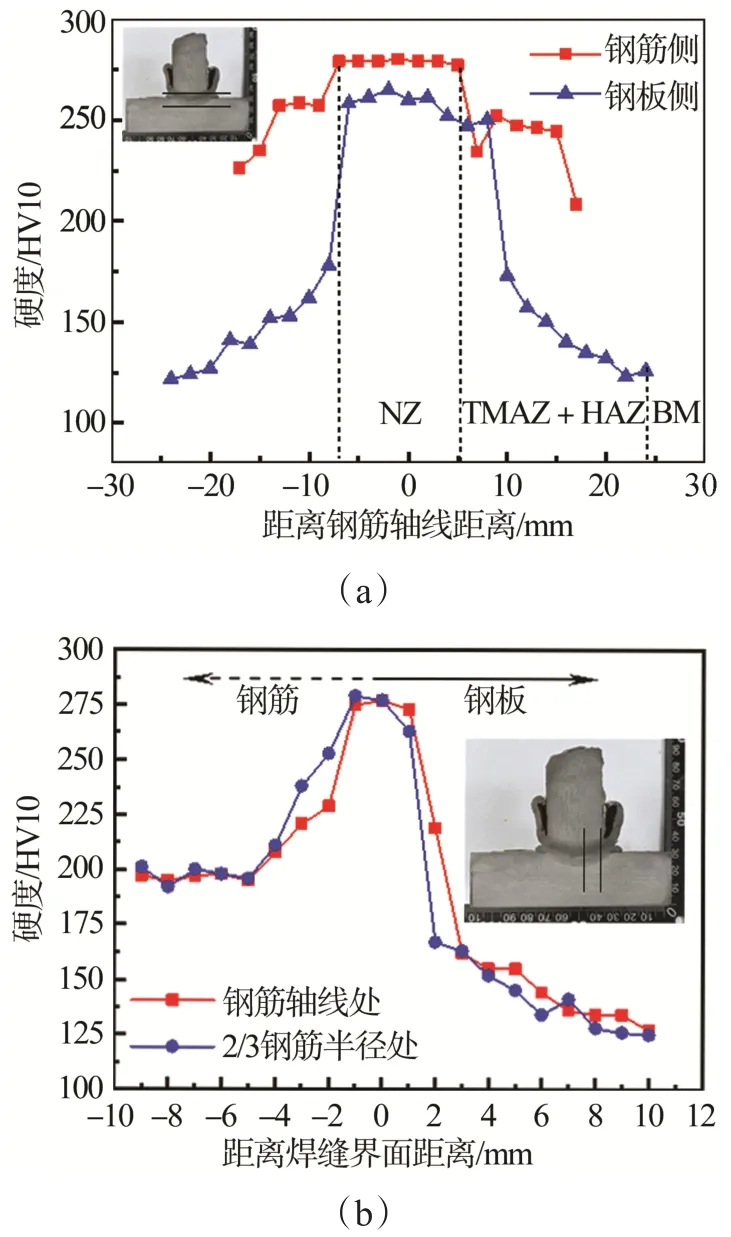
图20 摩擦焊接头硬度分布Fig.20 Hardness distribution of friction welded joint
3 结论
摩擦焊接参数对于预埋件摩擦焊接头成形及性能具有重要影响,本研究有助于预埋件摩擦焊技术的推广,得出以下结论:
(2)摩擦焊接头焊核区组织为细小的铁素体+贝氏体,热影响区组织中的碳化物开始析出。通过高倍显微镜和扫描电镜证实了摩擦焊缝界面处的“黑线”特征为正常组织而非缺陷。
(3)当顶锻量超过一定数值(19 mm)后,拉伸合格率可达100%,通过小尺寸拉伸和硬度测试证明了摩擦焊接头最薄弱的部位位于钢板母材。通过分析,针对T形摩擦焊接头,焊合率是决定接头断裂位置的重要指标。
猜你喜欢
建材发展导向(2022年2期)2022-03-08
轻合金加工技术(2021年12期)2021-06-08
科学与技术(2019年17期)2019-04-16
中国工程咨询(2017年4期)2017-01-31
中华建设(2017年10期)2017-01-19
中华建设(2017年10期)2017-01-19
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
科学中国人(2016年15期)2016-08-31
