FGH98合金惯性摩擦焊接头显微组织与力学性能
2023-01-04 09:01:00郑守峰赵强黄文彬王树锋刘佳涛祝文卉
焊接 2022年10期
郑守峰,赵强,黄文彬,王树锋,刘佳涛,祝文卉
(1.海军装备部驻沈阳地区某军事代表室,沈阳 110043; 2.中国航发沈阳黎明航空发动机有限责任公司,沈阳 110043; 3.空军装备部驻沈阳地区第四军事代表室,沈阳 110043)
0 前言
镍基粉末高温合金具有热加工性能强、力学性能好、成分均匀、组织均匀等特点[1-4],其组织为细晶,主要通过金属间化合物γ′相析出来强化,为满足先进航空发动机日益提高的性能需求,国内已经历了二代镍基粉末高温合金的研制[5-6],使用温度在750 ℃以上的新型第三代镍基高温粉末合金也在研制过程中。FGH98合金是新型第三代镍基高温合金,具有更长的疲劳寿命和抗裂纹扩展能力,在航空发动机的应用上具有广泛的前景[7-10]。
惯性摩擦焊是一种固相焊接技术,已被广泛应用到航空发动机核心转子部件的制造中[11-13]。惯性摩擦焊焊缝组织为锻造细晶组织,因此焊接高体积百分比γ′相的粉末高温合金时,可避免焊缝形成裂纹等缺陷。何胜春等人[14]结合FGH96惯性摩擦焊接头的组织特征和强化相γ′相数量分析接头的显微硬度和常温拉伸性能,表明FGH96惯性摩擦焊接头具有良好的力学性能;赵桐等人[15]研究了不同电子束焊接工艺条件下GH4065A合金的焊缝质量,发现采用常规电子束焊接方法GH4065A易开裂,电子束焊接头的焊缝区以树枝晶为主,且存在Nb和Ti元素的偏析,γ′强化相从焊缝向近缝母材逐渐粗化,焊缝区与母材的组织差异是导致焊缝高温下拉伸塑性降低的主要原因;信纪军等人[16]研究了激光焊焊接IC10单晶高温合金,表明焊缝主要由细晶区和胞状晶以及柱状晶组成,不同焊接速度的焊缝中均存在沿晶界扩展的焊接裂纹,接头中晶粒生长方向趋于一致,从而增大了接头裂纹的敏感性。惯性摩擦焊相比电子束焊、激光焊等焊接方法在控制焊接缺陷等方面具有明显优势,因此适合于焊接高体积分数γ′相的高温合金,目前国内外针对镍基高温合金FGH98合金惯性摩擦焊研究还较少,对FGH98合金焊接接头缺乏较为全面和深入的研究。采用惯性摩擦焊连接FGH98合金,分析了焊态和热处理后焊接接头的显微组织以及力学性能,为FGH98合金的惯性摩擦焊研究提供理论依据和技术支持。
1 试验方法
试验材料为FGH98镍基粉末高温合金,表1列出了FGH98合金的主要化学成分。

表1 镍基粉末高温合金FGH98的化学成分(质量分数,%)
母材晶粒为等轴晶,晶粒尺寸约为5~20 μm,母材组织主要由γ和γ′两相组成,大尺寸块状初次γ′相分布在晶界上,尺寸1~2 μm,晶内分布着近方形的二次γ′相,如图1所示。试验用材料由钢铁研究总院提供。

图1 FGH98合金母材金相组织
试件为外径φ150 mm,内径φ110 mm的环形件,焊接试验在YL-200吨惯性摩擦焊焊机上完成。为了研究热处理前后FGH98合金焊接接头的显微组织、显微硬度以及力学性能,对原始态焊接接头进行760 ℃/2 h/AC(空冷)热处理。
采用OLYMPUS GX71金相显微镜(OM)、FEI Quanta 600扫描电子显微镜(SEM)观察焊接接头的微观组织形貌,腐蚀液的成分为5 g CuCl2,100 mL C2H5OH和100 mL HCl。
利用Wilson Wdpert 401MVD显微硬度仪检测焊接接头的显微硬度分布,压痕中心间距125 μm,每排检测41个点,试验力为1.96 N,保压时间为10 s。对经过热处理的焊接接头分别进行室温和750 ℃高温拉伸,拉伸试验在MTS 810材料试验机上进行。
2 结果与讨论
2.1 焊接接头的宏观组织形貌
采用惯性摩擦焊可获得焊缝质量良好、无缺陷的FGH98合金焊接接头,图2为去除飞边的FGH98合金惯性摩擦焊焊接接头宏观形貌,由图可见,焊缝区域在0.5~2 mm,焊缝的中间区域最窄,两端侧相对中间部位较宽。接头宏观组织由4部分组成,即母材区(base material, BM),热影响区(heat affected zone, HAZ),热力影响区(thermo-mechanically affected zone, TMAZ),焊合区(weld zone,WZ),热力影响区和热影响区之间没有明显的界限。

图2 FGH98合金焊接接头宏观形貌(OM)
2.2 焊接接头热处理前后各区域微观组织形貌
2.2.1焊接接头焊合区微观组织形貌
原始态的焊接接头焊合区主要由γ和γ′两相组成,如图3所示。其中图3a为原始态组织形貌,晶粒为等轴晶粒,尺寸约为5~20 μm,部分γ′相发生了溶解。粉末合金在惯性摩擦焊过程中,焊合区的峰值温度可达到1 200 ℃以上[17],超过γ′相的溶解温度,γ′相发生了回溶。由于焊接时间仅有几秒左右,峰值温度超过γ′相溶解温度的时间不足,因此晶界的大尺寸块状初次γ′相未完全溶解,但晶内尺寸较小的二次γ′相大部分溶解。在粉末合金的过固溶处理冷却过程中脱溶析出的γ′相的形貌、尺寸和数量变化与冷却速度密切相关[18-19],随冷却速度增加,γ′相的尺寸和数量明显变小,FGH98合金焊接过程是短暂的非充分固溶处理,冷却速度超过50 ℃/s,由于冷却速度过大,焊合区γ′相形核密度高,平均尺寸极为细小。
热处理态的焊接接头焊合区主要由γ和γ′两相组成,由图3b可见,焊合区经过热处理后,晶粒尺寸未发生明显变化,残余γ′相的尺寸未长大,数量也未增多,是由于热处理温度未达到γ′相可大量析出的温度。
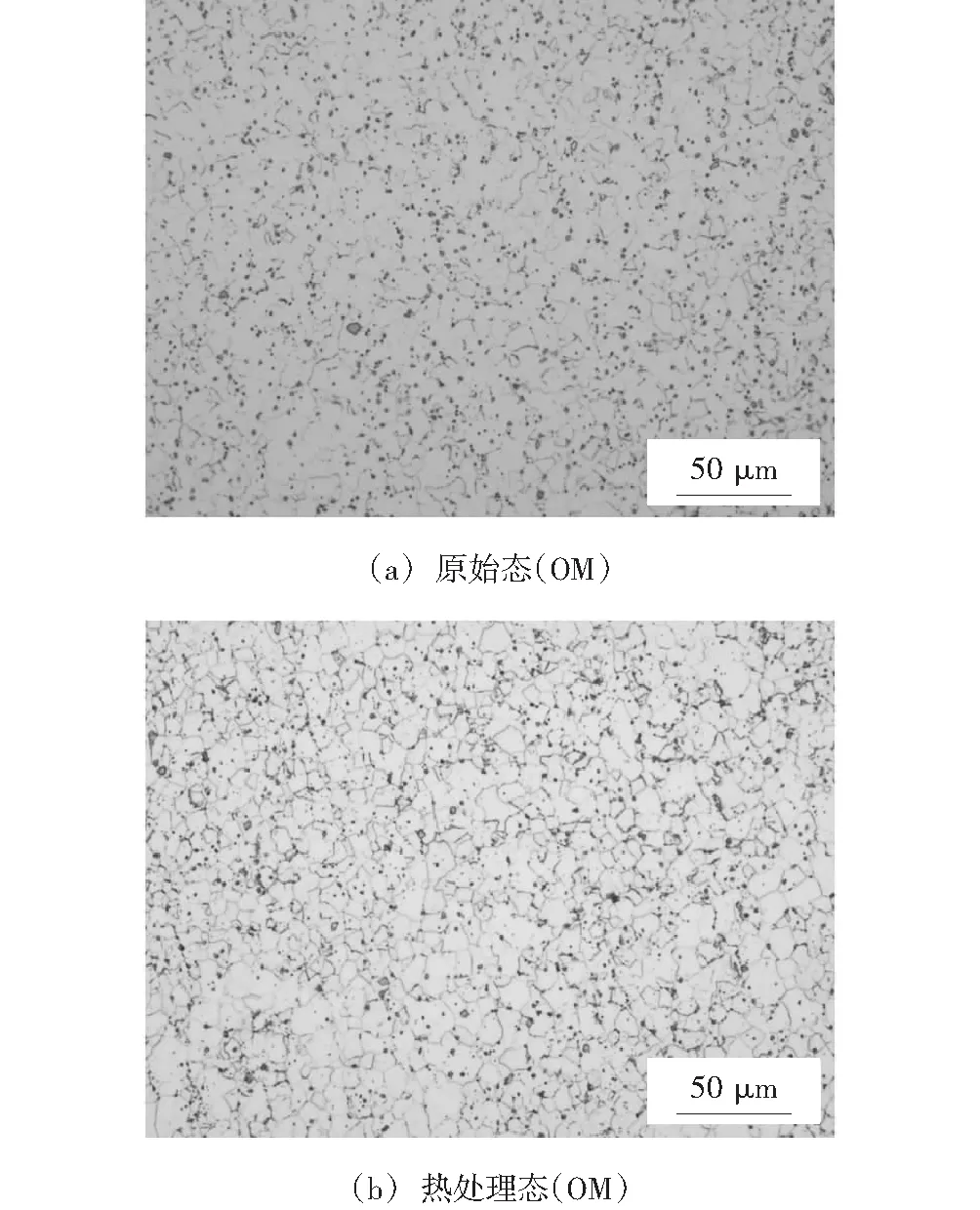
图3 焊接接头焊合区微观组织形貌
2.2.2焊接接头热力影响区及热影响区微观组织形貌
图4为接头热力影响区及热影响区微观组织形貌,原始态的焊接接头热力影响区的晶粒没有发生较为明显的拉长或挤压变形(图4a),由于热力影响区温度低于焊合区,但是仍然高于γ′相的固溶温度,因此发生了部分γ′相的溶解,溶解的数量和尺寸相对焊合区较小。随着距焊缝中心距离的增加,二次γ′相的体积分数逐渐增加[18-19]。热影响区与热力影响区之间没有明显的界限,晶粒也未发生明显变形。经过热处理后,焊接接头热力影响区和热影响区的晶粒没有发生较为明显的变化,γ′相的数量和尺寸也未发生明显变化(图4b)。
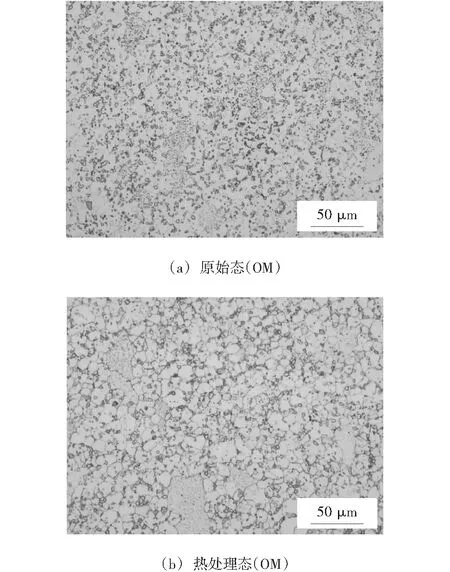
图4 焊接接头热力影响区及热影响区微观组织形貌
2.2.3焊接接头母材区微观组织形貌
图5为母材区域微观组织形貌,焊接接头经过热处理后(图5b),母材区域晶粒尺寸约为5~20 μm,晶粒尺寸未发生明显变化,母材由γ和γ′两相组成,γ′相弥散分布在晶界上和晶内,γ′相尺寸和数量未发生增加。
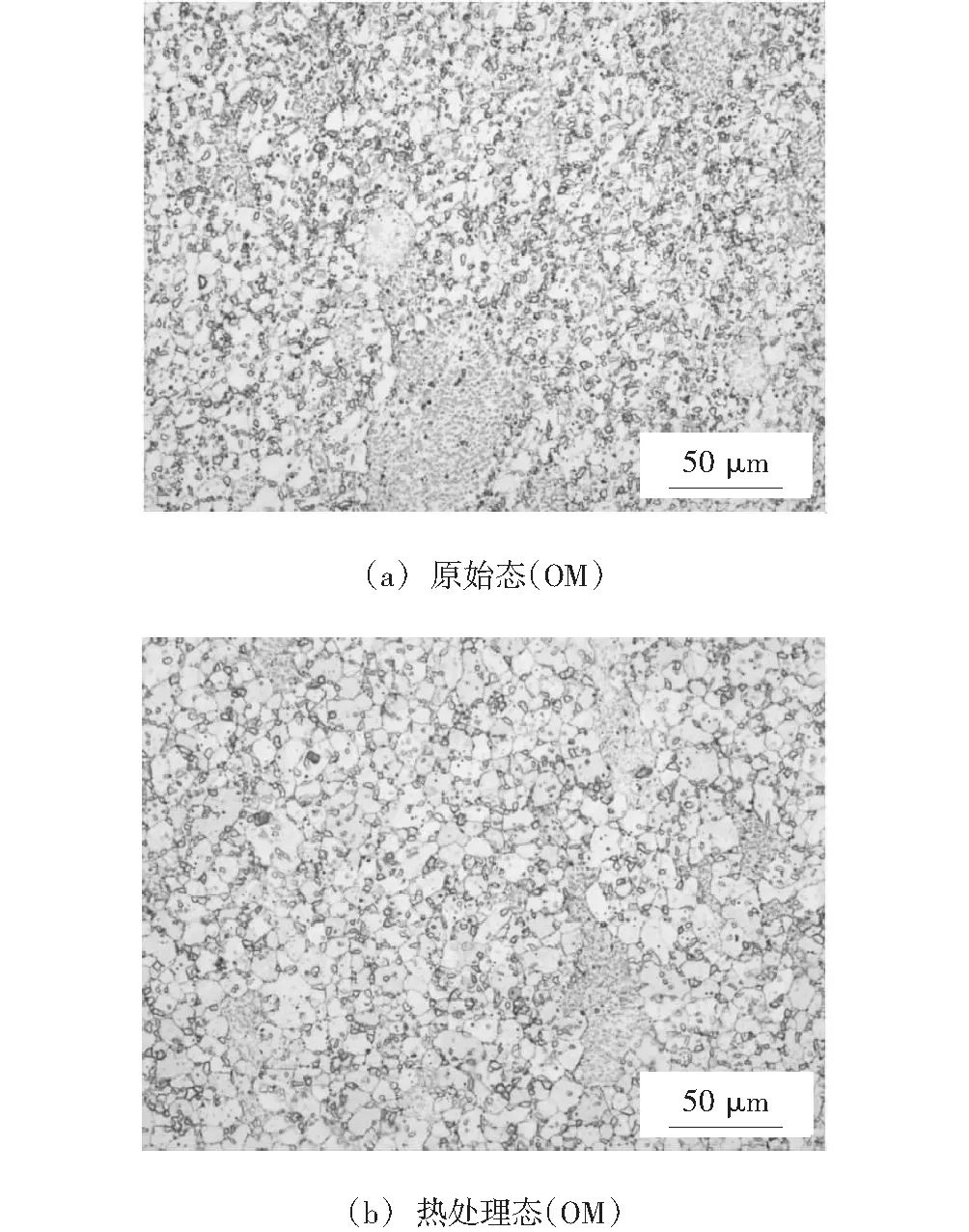
图5 焊接接头母材区域微观组织形貌
2.3 焊接接头力学性能
2.3.1热处理前后焊接接头显微硬度
对原始态、热处理态的焊接接头显微硬度进行测试,如图6所示。原始态焊接接头的焊合区的硬度值最高,约在480~500 HV,焊合区的硬度升高原因可能与焊合区存在的高密度的细小γ′相、晶格畸变强化和高密度位错相关,高驱动力使得合金元素即使在极高的冷却速度下依然能形成高体积分数γ′相[18-19]。在焊合区的中心区域存在硬度降低的现象,主要由于该区域的γ′相几乎全部溶于基体中,在焊接冷却过程中析出γ′相的体积分数低于焊合区边缘区域,因此出现硬度值下降;在热力影响区和焊合区的过渡区域硬度值减小,形成较为明显的硬度梯度。热处理后焊接接头显微硬度整体分布相比原始态硬度值变化不大,主要是因为热处理温度未达到γ′相的固溶温度,冷却过程中也未析出大量γ′相使的硬度值提高。
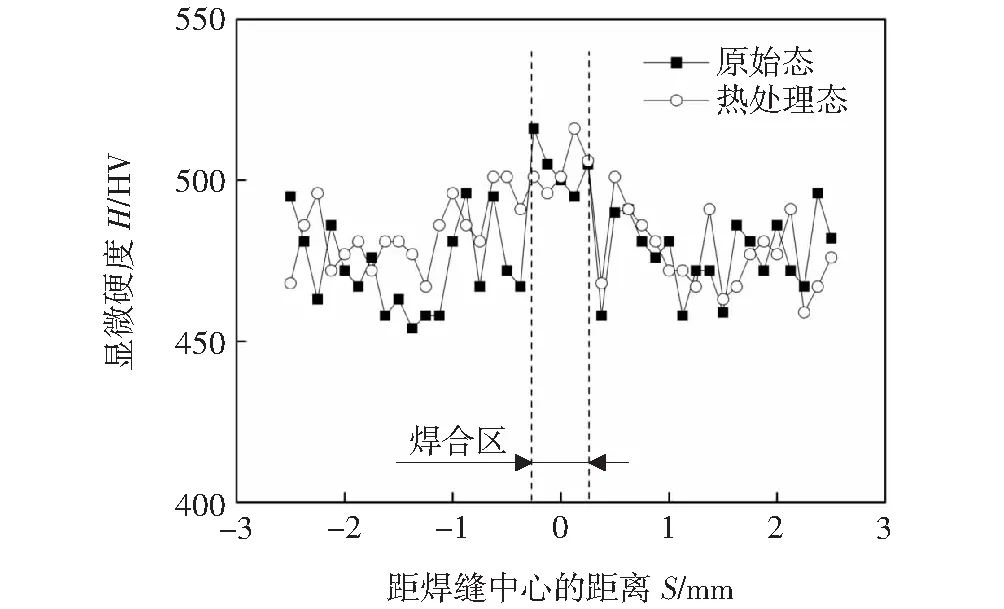
图6 热处理前后的焊接接头显微硬度分布
2.3.2焊接接头室温及高温拉伸性能
对热处理态的FGH98合金母材和焊接接头分别进行室温和750 ℃高温拉伸试验。图7为焊接接头室温拉伸的断裂情况,焊缝位于试样的中间位置,从图中可以看出,室温拉伸的断口没有明显的颈缩现象,断裂位置全部位于母材区域。

图7 室温拉伸试样断裂位置
表2为焊接接头及母材的室温拉伸力学性能,焊接接头室温屈服强度大于1 130 MPa,达到母材屈服强度的93%以上;焊接接头室温抗拉强度大于1 616 MPa,达到母材抗拉强度的99%以上。
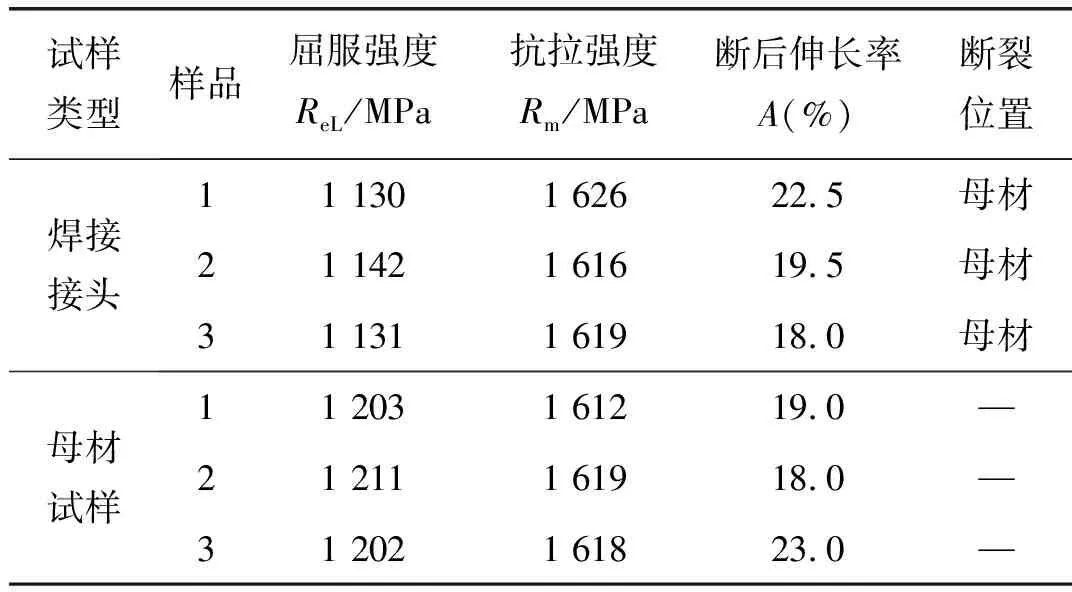
表2 焊接接头及母材室温拉伸力学性能
图8为焊接接头750 ℃拉伸的断裂情况,焊缝位于试样的中间位置,从图中可以看出,750 ℃拉伸的断裂位置全部位于焊缝区域,断口没有发现明显的颈缩现象。

图8 750 ℃高温拉伸试样断裂位置
表3为焊接接头及母材750 ℃高温拉伸力学性能,焊接接头750 ℃屈服强度大于1 025 MPa,达到母材屈服强度的99%以上;焊接接头750 ℃抗拉强度大于1 197 MPa,达到母材抗拉强度的同等水平;焊接接头断后伸长率大于7%,达到母材的35%以上。
焊接接头750 ℃拉伸断裂于焊缝中心,断后伸长率较低,可能与焊合区的γ′相数量和尺寸有关,FGH98在高温下由γ′相起主要强化作用[20],焊接接头焊合区在热处理后相比母材未产生足够大尺寸和数量的γ′相,在高温下的强化作用不高,因此焊接接头先于母材发生失效,从而断裂于焊缝,断后伸长率也低于母材。
2.3.3焊接接头拉伸断口形貌
图9为焊接接头室温拉伸的断口形貌,由图9可见,断口呈韧性断裂特征,断面上有大量的韧窝,韧窝尺寸小,深度也较小,韧窝的内部还残留一些小颗粒,可能为γ′强化相。断面上还存在部分准解理小刻面,尺寸在1~10 μm,表面还存在较浅的滑移带。
图10为焊接接头750 ℃高温拉伸的断口形貌,由图10可见,断口呈韧性断裂特征,断面上有大量尺寸小而浅的韧窝,韧窝的内部也残留部分小颗粒,750 ℃高温拉伸比室温拉伸断口上出现较少的准解理小刻面。
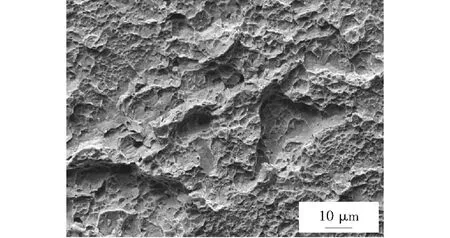
图10 750 ℃高温拉伸试样断口SEM形貌
3 结论
(1)原始态焊接接头焊合区主要由γ和γ′两相组成,γ′相在焊接过程中发生了回溶,残余γ′相尺寸和数量均明显降低,经过热处理后,焊合区晶粒尺寸、残余γ′相的尺寸和数量未发生明显变化。
(2)原始态焊接接头的焊合区的硬度值最高,在焊合区的中心区域存在硬度降低的现象;热处理态焊接接头显微硬度整体分布相比原始态硬度值未发生较大变化。
(3)焊接接头室温拉伸的断裂位置在母材区,屈服强度大于1 130 MPa,达到母材的93%以上;抗拉强度大于1 616 MPa,达到母材的99%以上;750 ℃拉伸的断裂位置在焊缝区域,屈服强度大于1 025 MPa,达到母材的99%以上;抗拉强度大于1 197 MPa,达到母材同等水平。
(4)焊接接头室温断口形貌呈韧性断裂特征,断面上有大量的韧窝,韧窝尺寸小,深度也较小;750 ℃高温断口形貌呈韧性断裂特征,断面上有大量尺寸小而浅的韧窝。
猜你喜欢
科学大观园(2023年17期)2023-08-30 05:16:14
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
煤气与热力(2021年2期)2021-03-19 08:55:50
模具制造(2019年10期)2020-01-06 09:13:08
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年2期)2016-02-27 13:01:20
物理化学学报(2015年7期)2015-12-30 12:13:06
山东冶金(2015年5期)2015-12-10 03:27:41