
Ar-N2混合气体对奥氏体不锈钢焊缝化学成分的影响
2023-01-04 09:01程尚华李晓明王世达李方亮程方杰
焊接 2022年10期
程尚华,李晓明,王世达,李方亮,程方杰,3
(1.天津大学,天津 300350;2.蓬莱巨涛海洋工程重工有限公司,山东 蓬莱 265607;3.天津市现代连接技术重点实验室,天津 300350)
0 前言
液化天然气(liquefied natural gas,LNG)作为清洁能源正在迎来蓬勃的发展,全世界尤其是中国对于天然气的应用范围也在迅速的扩大,所以市场上对LNG化工厂的需求与日俱增[1]。LNG化工厂项目中输送天然气的管道材质绝大部分都是SS304/304L,其焊接接头要求-196 ℃的低温冲击吸收能量不小于27 J,以及焊缝铁素体数(FN值)不大于7[2]。在美国标准中焊接SS304L的焊材ER308L的铁素体数要求一般在3~13即可,而常规焊材品牌得到的焊道FN值大约在8~10,因此需要特殊定制原材料才能将焊缝铁素体数控制在3~7之内,提高了焊材采购成本和难度。
已有文献表明,N是强奥氏体化元素[3-5],通过加入N元素(保护气体中加氮气或药粉中加氮化物)调整和提高焊缝中的奥氏体含量是工程上常用的一种手段[6-8]。因此在GTAW焊接的保护气体中增加少量的氮气调整FN值是非常有工程价值的思路[9],但Ar-N2混合气体对焊缝中各元素含量和FN值的影响有必要进行验证,为焊接技术在工程中的应用提供有力的支撑[10]。因此文中通过试验研究了保护气体中增加氮气对于GTAW多层多道焊缝中相关元素含量的影响规律。
1 试验方法
试验使用的母材为SS304L奥氏体不锈钢管,外径508 mm,壁厚32.54 mm。焊材选用直径φ2.4 mm的T-308L焊丝。母材和焊材的化学成分见表1。
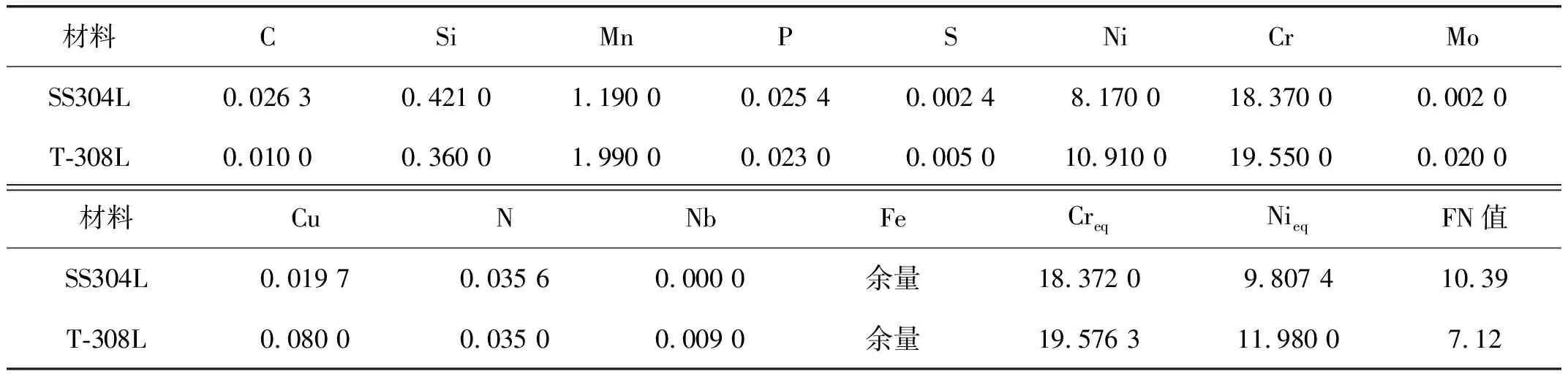
表1 母材及熔敷金属化学成分(质量分数,%)
采用填丝GTAW焊工艺,保护气体流量为10~15 L/min,分别使用SG-A,SG-AN-0.5,SG-AN-1, SG-AN-1.5 4种保护气体进行焊接,该保护气体种类表示方法参考AWS A5.32[11],焊接位置选择3G(立向上),选用60°V形坡口,根部间隙3~6 mm,每一种保护气体施焊的焊缝长度为1/4周,每一层与上一层焊道长度减少17~20 mm,示意图如图1所示,焊接工艺参数见表2。
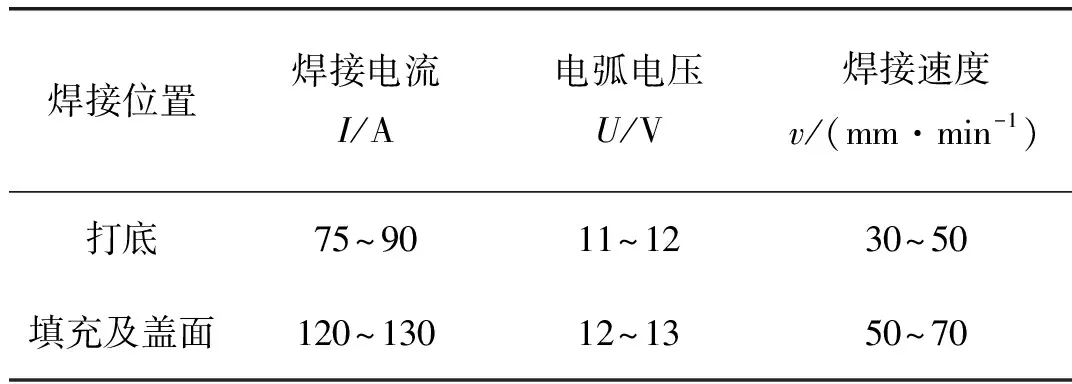
表2 焊接工艺参数

图1 焊道分布及坡口示意图
焊接完成后,对各焊道分别取样,并进行化学元素成分分析,考虑到每一层相对较薄,如果采用钻取粉末的方法,难以保证取样位置的准确性,因此采用光谱分析,检测设备为美国热电(THERMO FISHER CORPORATION)旗下的ARL3460光谱仪(采用深紫外光学系统)。
2 结果与分析
2.1 取样
在焊缝的每一层取一组金相试样,去除金相试样焊缝上的多余部分,并在表面进行化学成分分析,取样示例如图2所示。
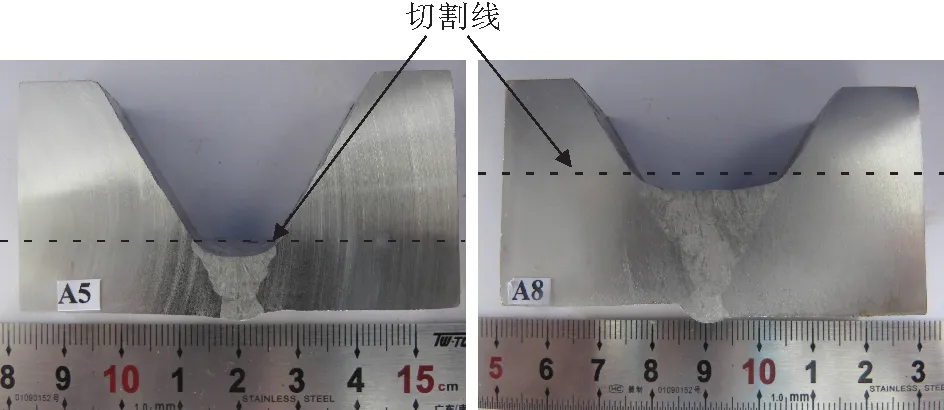
图2 化学成分取样示例
由于采用人工操作原因,每一段的焊接层数并不完全相同,SG-A,SG-AN-0.5,SG-AN-1和SG-AN-1.5 4种保护气体进行焊接时,实际焊接层数依次为16,11,16和13。
2.2 化学元素成分
试验共检测了11 种化学元素成分,对所有数值进行整理统计,对同一接头中所有层化学元素成分含量取平均值。不同保护气体类型的焊缝化学成分具体趋势如图3所示,可以看到只有N元素随着保护气体中氩气比例的升高而明显增加,其它元素则没有明显的影响,这表明在保护气体中加氮并不会明显影响除N元素以外其它元素的过渡系数。
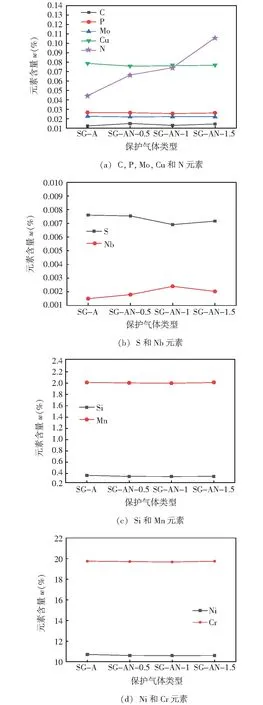
图3 各元素在不同保护气体类型的变化趋势
对每个元素在每层焊道上的变化趋势进行统计,发现C元素含量随着层数的增加而下降;Si,P,S和Nb元素含量随着层数的增加无明显上升或下降趋势;Mn,Ni,Cr,Mo和Cu元素含量随着层数的增加而上升;而N元素在纯氩保护气体SG-A时的含量随着层数的增加而稍微下降,在SG-AN-0.5,SG-AN-1,SG-AN-1.5 3种保护气体中N元素含量随着层数的增加而上升。从打底、填充到盖面,各元素含量在板厚方向随层数增加的变化趋势如图4~图6所示。
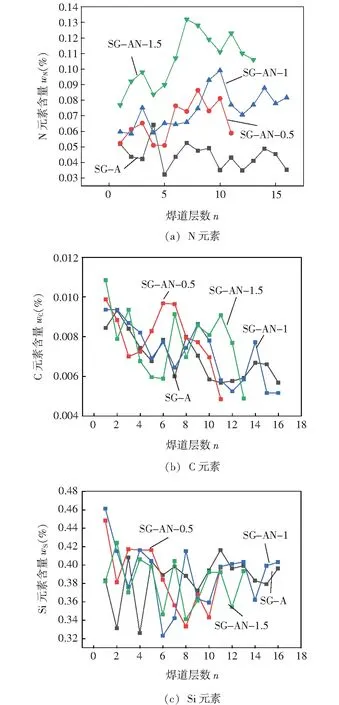
图4 N,C和Si元素含量在板厚方向的变化趋势
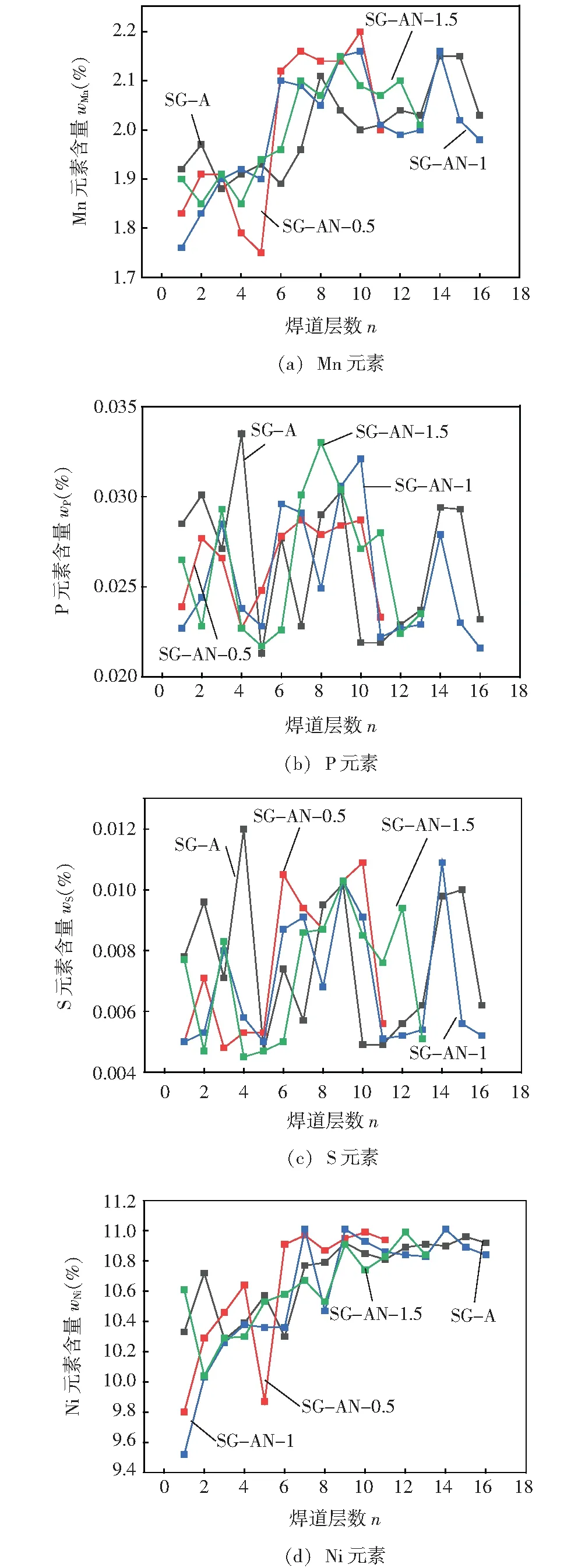
图5 Mn,P,S和Ni元素含量在板厚方向的变化趋势

图6 Cr,Mo,Cu和Nb元素含量在板厚方向的变化趋势
对比观察表1和图3不难看出:除N元素外,当某元素在焊材中的含量比母材高时,焊缝中该元素含量随着层数的增加而缓慢上升;当某元素在焊材中的含量比母材低时,焊缝中该元素含量随着层数的增加而缓慢下降;当某元素在焊材中的含量与母材相近时,焊缝中该元素含量随着层数的增加而没有明显变化趋势。由此可见,在奥氏体不锈钢SS304L纯氩气或Ar-N2混合气体的GTAW焊缝中,除N元素外,其它元素含量的变化趋势主要与母材和焊材的稀释有关,与保护气体中氮气含量无关。对每道焊缝的化学成分取平均值,使用WRC-1992 相图的当量公式分别计算焊缝的Creq和Nieq平均值,计算Creq/Nieq结果和实测FN值如图7所示。由图可知,Creq/Nieq值和焊缝铁素体数FN值有相同的变化趋势,都与氮气含量呈现反比关系
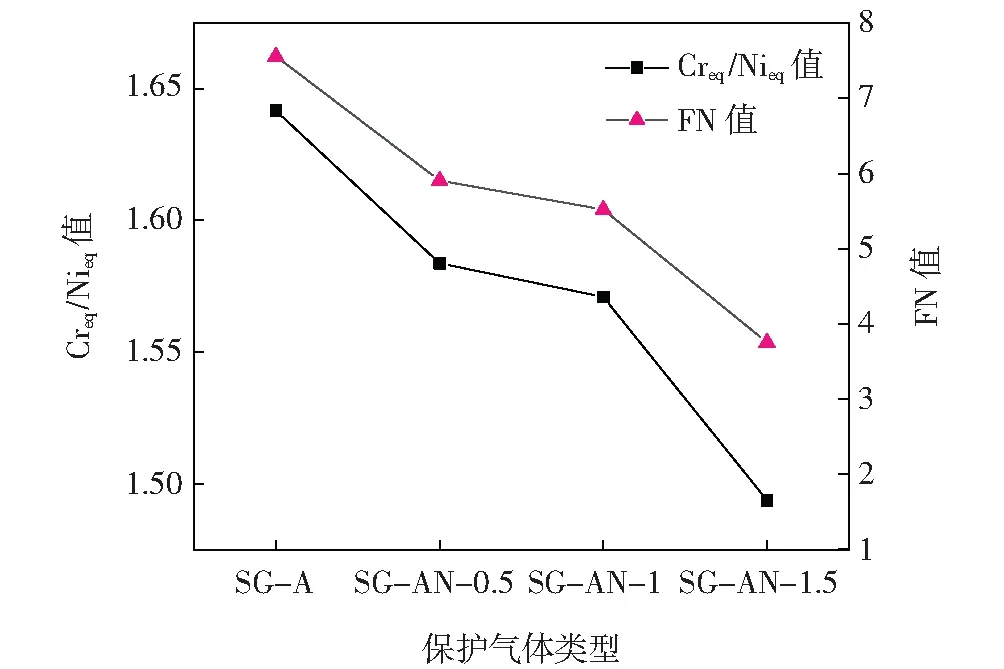
图7 不同保护气体铬镍当量比例及FN值变化趋势
Creq= Cr + Mo + 0.7Nb
(1)
Nieq= Ni + 35C + 20N + 0.25Cu
(2)
3 结论
(1)对于不同保护气体类型的焊缝化学成分,只有N元素随着保护气体中氮气比例的升高而明显增加,其它元素则没有明显的影响。这表明在保护气体中加氮气并不会明显影响除N元素以外其它元素的过渡系数。
(2)在不同保护气体的同一焊缝中,由于稀释率的原因,C元素含量随着层数的增加而下降;Si,P,S和Nb元素含量随着层数的增加无明显上升或下降趋势;Mn,Ni,Cr,Mo和Cu元素含量随着层数的增加而上升;而N元素在纯氩保护SG-A时的含量随着层数的增加而稍微下降,在SG-AN-0.5,SG-AN-1,SG-AN-1.5 3种保护气体中N元素含量随着层数的增加而上升。
(3)Creq/Nieq值和焊缝铁素体数FN值曲线有相同的变化趋势,都与氮气含量呈现反比关系。
猜你喜欢
电焊机(2022年8期)2022-09-09
科学技术创新(2022年15期)2022-05-18
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
焊接(2021年2期)2021-05-07
电焊机(2021年12期)2021-01-03
科学与财富(2020年24期)2020-10-27
中国金属通报(2019年6期)2019-08-20
电子制作(2019年11期)2019-07-04
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
