锌冶炼污酸废水循环利用技术研究
2022-12-29 14:27刘冰冰季常青
工业水处理 2022年12期
刘冰冰,季常青
(1.新疆紫金有色金属有限公司,新疆克州 845450;2.厦门紫金矿冶技术有限公司,福建厦门 361101)
有色金属冶炼过程会产生大量污酸废水。污酸的主要组分为硫酸、盐酸、氢氟酸、砷及重金属等,其中废酸主要采用中和处理工艺处理,氟、氯通过浓缩、沉淀法和离子交换法等方式被去除〔1-5〕。与传统的沉淀法(铜盐法、铋盐法)、树脂法等仅可除氯无法协同除氟的特点相比,萃取法成本低,二次污染性小,并能实现氟、氯的协同去除。笔者在前人研究的基础上,对某锌冶炼厂污酸开展了除氟、氯的技术研究,以期找到一种高效、低成本的污酸除氟氯的方法,提高污酸废水的循环利用率和资源化水平。
1 工艺方案与原理
某锌冶炼厂产生的污酸主要组成为Cl-3 500 mg/L、F-230.7 mg/L、As3+0.5 mg/L、Zn2+12.4 mg/L、Pb2+0.8 mg/L,pH 0.6。该污酸中砷、铅有害元素含量较低,主要污染物为氟、氯及酸度,因此提出一种萃取法与膜法组合处理污酸废水中氟、氯的技术方案。
萃取法〔6〕除氟氯所用萃取剂为N235(三辛烷基叔胺,又称7301)。N235主要用作稀贵金属萃取或络合萃取法处理工业废水中的萃取剂,在酸性条件下使用。萃取除酸的本质是与酸反应生成铵盐而被萃入有机相,见式(1)~式(3)。

萃取酸的能力由大到小依次为叔胺>仲胺>伯胺,若给水酸浓度过高,生成的铵盐会与过量的酸继续反应。同时,生成的铵盐在有机相中会发生聚合反应或生成胶束,影响分层效果,进而影响萃取效果。
同时,铵盐中的酸根离子可与其他酸根离子发生交换反应,见式(4)。

对于一价阴离子,阴离子半径越大,电荷越小,即水化程度越低,越有利于被萃取,一般顺序为ClO4->SCN->NO3->Cl->HSO4->F->SO42-。
有机相中的酸与碱发生中和反应后,负载萃取剂恢复到游离胺状态,可以循环使用:
双极膜(BPED)是由一张阳膜和一张阴膜复合制成的复合膜〔7〕。在直流电场的作用下,阴、阳膜复合层间的H2O解离成H+和OH-并分别通过阴膜和阳膜,作为H+和OH-离子源(见图1)。

图1 双极膜技术工作原理Fig.1 Operating principle of BPED
纳滤膜是一种功能性半透膜〔8〕,允许溶剂分子或某些低分子质量的溶质或低价离子透过,对高价阴离子的截留率远高于一价阴离子,可实现盐酸和硫酸的高效分离。
2 试验材料与工艺流程
试验所用石灰为化学纯,N235、异辛醇、磺化煤油为分析纯;盐酸、片碱为工业级。精密过滤采用聚偏氟乙烯(PVDF)浸没式过滤膜,膜孔径0.5 µm、面积0.2 m2。纳滤膜(NF)采用型号为2540的耐酸纳滤膜。BP-1双极膜,日本ASTOM生产。
采用AA-7000原子吸收分光光度计(日本岛津公司)分析化学成分,pHS-3C型pH计监测溶液pH。
污酸综合处理工艺如图2所示。

图2 污酸废水处理工艺流程Fig.2 Process flow of acid wastewater treatment
由图2可见,污酸由萃取法去除其中的氟、氯和酸后,直接返回污酸净化系统循环使用;负载有机相用碱液反萃解吸,空载有机相返回萃取工段循环使用,反萃液加入氯化钙除氟后,经深度净化处理后进行双极膜电解,电解产生的碱液返回作反萃剂使用,产生的混酸用纳滤膜分离,得到的稀盐酸作为树脂解吸剂使用,稀硫酸利用价值低,用石灰直接中和后得到石膏渣作为建材使用。
3 结果与分析
3.1 萃取除氟、除氯的效果
有机相组成为25%(体积分数)N235、75%(体积分数)异辛醇,相比1∶1,考察混合时间对氟、氯去除率的影响,确定两相分层和解吸效果,结果见图3。

图3 混合时间对氯、氟去除率的影响Fig.3 Effect of reaction time on removal rate of chlorine and fluorine
从反应现象可知,萃取过程静置分离4.5 min后两相分离较好,没有三相产生;碱液反萃解吸过程静置4.0 min后两相分离较好,没有三相产生。
由图3可见,萃取剂对氯的选择性优于氟,一级萃取混合5.0 min后,氯的去除率可达85%,氟的去除率仅为45%。控制一级混合时间为5.0 min较为合适。考察了多级逆流萃取对氟、氯去除率的影响,结果见表1。
由表1可知,一级萃取过程对氟、氯的去除率最高,随着料液中氟、氯浓度的降低,去除率也逐渐降低。经过四级逆流萃取后,氯离子质量浓度可控制在60 mg/L,去除率可达98.3%,氟离子质量浓度在35.8 mg/L,去除率可达84.5%,建议采用四级逆流萃取工艺除氟、氯。

表1 多级萃取对氟、氯的去除效果Table 1 Effect of multi-stage extraction on fluorine and chlorine removal
对负载氟、氯的有机相用6%~10%液碱解吸,氟、氯解吸率均可达98.6%以上。
不同pH对萃取污酸中氟、氯效果的影响见表2。
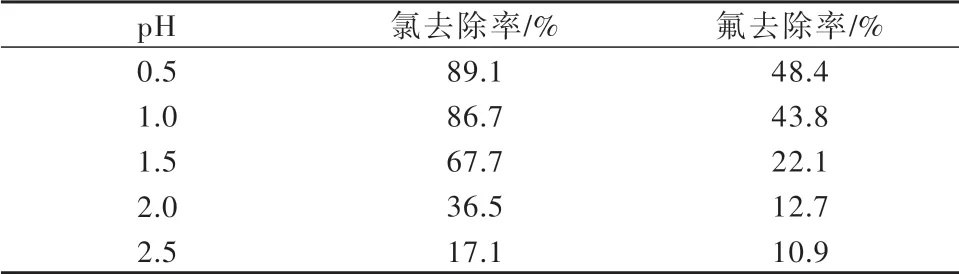
表2 不同pH下污酸萃取效果Table 2 Extraction effect of acid wastewater at different pH
由于萃取法除氟、氯的实质是萃取吸附的HCl、HF,因此溶液自由酸的浓度对氟、氯的去除率影响很大。根据表2结果,优选溶液pH<1。
3.2 反萃解吸液的双极膜电解
解吸液的主要组分为氟化钠、氯化钠、硫酸钠及少部分的碱液,需处理后才能进入双极膜系统:加入氯化钙除氟,氟去除率可达99.2%,然后加入碳酸钠除钙,经过软化树脂深度除硬和精密过滤后,达到双极膜设备进料要求。反萃解吸液精制后组分为:Cl-48 000 mg/L、SO42-31 000 mg/L、F-0.1 mg/L、Ca2+0.01 mg/L,pH 7.5。
把上述料液泵入双极膜系统,控制电流密度为450~550 A/m2,电解时间为50~60 min,制得体积分数为6%~9%的液碱,体积分数为6%~8%的混酸(硫酸和盐酸混合酸)。采用双极膜电解制备的吨碱(折纯氢氧化钠)能耗约2 100 kW·h。
3.3 混酸的分离
碱液作为萃取剂的解吸剂返回使用,混酸采用纳滤膜进行分离,膜设备工作压强为1.5~2.0 MPa,分离效果见表3。

表3 纳滤膜对混酸的分离效果Table 3 Separation effect of nanofiltration membrane on mixed acid mg/L
由表3可见,纳滤膜可以实现混酸的高效分离,盐酸回收率可达86.5%以上,用于双极膜料液精制过程树脂的活化;硫酸用石灰中和后得到石膏,可作为建材和水泥辅料使用。该法处理1 m3污酸废水的成本约6~8元,每天可节约新鲜水约100 m3;采用传统工艺(中和—除杂—膜浓缩方案)时,吨水处理成本约25~30元。
3.4 经济性分析
污酸废水除氟、氯是行业共性问题。该工艺提高了污酸废水的循环利用率,对外购药剂依赖低,特别适合矿区、药剂运输不便及电力成本较低的地区使用。
4 结论
(1)采用萃取法+膜法组合工艺处理锌冶炼污酸是可行的。
(2)经过四级逆流萃取后,氯离子质量浓度可控制在60 mg/L,去除率达98.3%,氟离子质量浓度在35.8 mg/L,去除率可达84.5%。负载氟、氯的有机相用6%~10%液碱解吸,氟、氯解吸率均可达98.6%以上。多级逆流萃取除氟氯后的污酸返回到净化系统继续循环使用,负载氟氯的有机相经过碱解吸后,用石灰法得到萤石产品出售,混合盐(氯化钠、硫酸钠)经双极膜技术电解后,产生的碱返回作为反萃剂使用或烟气脱硫使用,混酸经纳滤膜分离后得到的盐酸回用到现场树脂解吸或其他工序中,稀硫酸由石灰中和法回收得到石膏产品。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
天津化工(2022年2期)2022-04-26
矿业科学学报(2022年3期)2022-04-21
现代矿业(2022年3期)2022-04-09
辽宁化工(2022年3期)2022-04-06
皮革制作与环保科技(2021年14期)2021-11-12
科学家(2021年24期)2021-04-25
辽宁化工(2021年1期)2021-02-22
环球市场信息导报(2018年1期)2018-05-30
消费者报道(2015年7期)2015-12-05