循环冷却水电化学处理技术研究进展
2022-12-29 14:27何池飞刘文娟
工业水处理 2022年12期
何池飞,肖 宁,李 静,刘文娟
(1.南京工业大学材料科学与工程学院,江苏南京 211816;2.北京化工大学化学工程学院,北京 100029;3.浙江大学生物质化工教育部重点实验室,化学工程与生物工程学院,浙江杭州 310027)
循环冷却水用量约占工业用水总量的80%~90%,循环使用可直接提高水利用率,节省水资源。但随着工业循环冷却水重复使用次数的增加,水中的盐类被浓缩,其浓缩倍数越高,水中所含金属离子浓度也越高。此外,冷却水与大气充分接触,溶解氧、灰尘和细菌的含量大大增加,使得循环冷却水系统易出现水垢沉积、金属腐蚀,以及细菌和藻类繁殖〔1〕。电化学处理技术可有效解决上述问题。笔者介绍了电化学处理技术在循环冷却水中的作用机理,电极材料的选择、制备,不同因素对电极处理循环冷却水效率的影响,总结并展望了电化学处理技术在循环冷却水中的发展趋势。
1 循环冷却水系统存在的问题
1.1 水垢、细菌和藻类的形成及危害
一般认为工业循环水系统管道结垢的原因是水中过饱和的CaCO3、Mg(OH)2、CaSO4等盐类析出并沉淀。这些物质在管道上结垢时经过一系列过程:形成过饱和溶液,微细的结晶在过饱和溶液中处于溶解-结晶平衡的亚稳定状态;结晶长大聚集而失去稳定,成垢物质在管道上黏附并使晶粒长大,结成水垢〔2〕。
水垢的危害在于:(1)水垢附着在管道,特别是换热表面时,减小了换热空间的流通面积,换热设备内的压降急剧增加〔3〕。(2)影响传热。污垢沉积在传热面上,影响传热的正常进行,使换热设备效率下降,浪费能源〔4〕。(3)水垢层下容易发生腐蚀。
此外,由于工业循环冷却水系统的温度、酸碱度和溶解氧的条件适合大多数微生物,如硫酸盐还原细菌、铁细菌等的生长繁殖〔5〕,工业循环冷却水系统还会滋生细菌和藻类。藻类易产生如下危害:(1)藻类附着在循环冷却水的冷却塔壁上,往往出现上层生长、下层死亡的现象,进而导致管道堵塞。(2)许多藻类细胞产生具有恶臭的油类和环醇类,藻类死亡后成为污泥会产生臭味并使水变色。(3)硅藻的细胞壁上充满聚合的二氧化硅,将引起硅污垢。
1.2 管道腐蚀原因及影响
循环水系统的主要设备及管道普遍采用碳钢材质。碳钢表面粗糙不均且含碳量高,当溶解少量氧气的循环水流过后,碳钢内的铁、碳与表面电解质溶液形成原电池环境,导致电化学腐蚀〔6〕。在该原电池中,铁是阳极,碳是阴极,如式(1)、式(2)所示。

溶液中的Fe2+和OH-不能稳定存在,继续发生反应,如式(3)~式(5)所示。
管道在腐蚀的同时也会促进水垢的生成。Tianzhen ZHU〔7〕等研究了AISI 1020低碳钢发生不同腐蚀的CaCO3结垢行为。在浓度为30、400 mmol/L的NaNO2静态溶液中浸泡8 h后,碳钢表面未发现明显的CaCO3结垢和腐蚀现象,而在0、3 mmol/L的浓度下,碳钢表面均会产生不同形状、多晶型的碳酸钙晶体,且发生不同程度的腐蚀。
2 循环冷却水电化学处理技术
循环冷却水处理需要控制结垢、腐蚀、微生物及藻类等问题,目前已开发多种手段,如加入阻垢剂〔8〕、缓蚀剂〔9〕,加入灭菌杀藻剂抑制微生物及藻类生长〔10〕,但化学试剂的作用效率低且会造成二次污染。因此,发展高效、环保型循环冷却水处理技术是目前发展的方向。为贯彻落实《国家节水行动方案》,加快工业高效节水工艺、技术和装备的推广应用,提升工业用水效率,促进工业绿色发展,工业和信息化部、水利部共同编制完成了《国家鼓励的关于节水工艺、技术和装备目录(2019年)》,指出未来5年内电化学循环冷却水处理技术是最具发展潜力的技术之一。
2.1 国内外研究现状
为满足绿色环保、节水等要求,循环冷却水电化学处理技术受到重视,成为世界范围的研究与开发热点。D.HASSON等〔11〕研究认为,在直流电场作用下,Ca2+和HCO3-从主体溶液到阴极区的传质速率是影响电化学沉积速率的主要因素,而影响电化学处理循环水经济性的主要参数是能源消耗。国内研究者重点关注电极性能对电化学处理循环水的影响,常用钛基电极作阳极,如Ti/RuO2、Ti/IrO2等,不锈钢、碳钢作阴极材料。
2.2 电化学处理技术原理
电化学处理技术在循环冷却水的除垢中发挥重要作用,有利于细菌和藻类的杀灭和抑制,以及有机物的去除。相关反应分别发生在阴极界面区、阳极界面区和溶液中,其作用原理见图1。
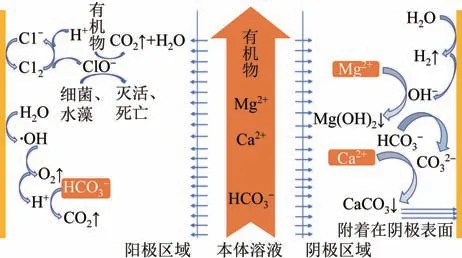
图1 电化学技术处理循环冷却水原理Fig.1 Principle of electrochemical technology for treating circulating cooling water
2.2.1 阳极界面
阳极界面区域的主要电化学反应是有水参与的过程,并形成高酸度区域,如式(6)所示。若形成的强氧化性·OH没有及时消耗,则在酸性条件下生成氧气〔12〕〔见式(7)〕。同时,在传质和电场的作用下,HCO3-会迁移到阳极表面区域,随后在高酸度区域发生反应,释放出CO2〔13〕,因此使碱度下降〔见式(8)~式(10)〕;当循环水中存在氯离子时,会形成ClO-,并导致溶液pH降低〔14-15〕。循环冷却水中的有机物、细菌和藻类倾向于与强氧化物质·OH或ClO-反应,其中有机物被氧化成二氧化碳和水,同时藻类和细菌死亡或失活〔16-18〕。值得注意的是,由于缺乏稳定性,·OH只能在阳极表面极性水界面区域与有机物、细菌和藻类发生反应。而稳定性相对较强的ClO-可以离开极性水界面区域并扩散到溶液中,因此经过处理的循环水在离开电化学处理区域时仍具有一定抑制细菌和藻类的能力〔11〕。
2.2.2 阴极界面
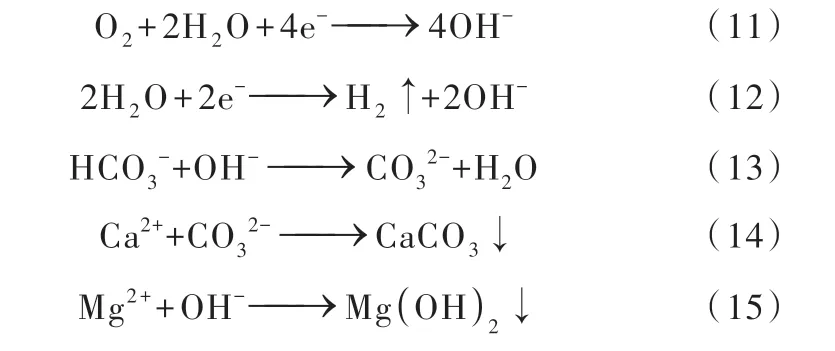
在阴极极化过程中,有两个步骤产生OH-,即氧还原〔式(11)〕和析氢〔式(12)〕过程。实际反应中可从阴极产生大量气泡推断发生析氢过程,反应(12)倾向于成为生成OH-的主导反应〔19〕。在传质作用下,溶液中的HCO3-迁移到阴极表面区域,与OH-反应生成CO32-〔见式(13)〕。此外,循环水中的钙和镁离子在传质和电场的共同作用下迁移至阴极表面,与阴极区产生的CO32-和OH-反应形成沉淀〔式(14)、式(15)〕,作为水垢层沉积在阴极表面而被去除〔20〕。
2.3 电化学处理技术优点
与其他技术相比,电化学处理是典型的主动型技术,其优势在于,没有额外添加化学试剂的情况下,钙镁离子以固体沉淀的形式从循环冷却水中去除,防止结垢〔20-24〕,有效防止垢下腐蚀。电化学处理技术在阳极附近产生高酸度区域并生成·OH、氯气等强氧化剂,不仅可降低氨氮、COD,还具有杀菌灭藻的功效,减少微生物对管道腐蚀的风险〔25〕;阴极附近产生高碱区以及CaCO3、Mg(OH)2矿物层的形成都能保护金属表面免受腐蚀〔26〕。
电化学处理技术具有以下优点:(1)从根源上除垢、防腐,效果符合《工业循环冷却水处理设计规范》(GB 50050—2007)中的指标要求——碳钢水侧腐蚀速率应<0.075 mm/a〔27〕;(2)不添加任何化学试剂,不会对环境造成二次污染〔28〕;(3)极大提高了循环水的浓缩倍数,有效减少排污及补水量〔29〕;(4)在实际应用过程中易实现自动化操作〔24〕,极大减少现场管理成本及人力投入。电化学处理技术在循环冷却水系统中已实现部分工业化应用。
3 循环冷却水电化学处理装置
循环冷却水电化学处理装置的核心部件主要是电极,包括阳极、阴极。其中,电极材料的选择和制备工艺对循环冷却水处理效果有直接影响,因此开发性能优良的电极材料是循环冷却水处理研究的关键。
3.1 阳极
3.1.1 阳极材料选择
电化学处理循环冷却水时,阳极的主要作用为:(1)形成高酸度区,部分去除碱度;(2)形成强氧化物质,氧化有机物、藻类和细菌。常见的阳极有石墨电极、贵金属电极、钛基金属氧化物电极(包括氧化铅电极〔30〕、氧化锑电极、铱/钌电极、氧化钛电极)和掺硼金刚石电极〔31〕。其中,钛基阳极因加工方便、性能卓越、价格适中而受到广泛关注。
3.1.2 阳极的表面处理
电极的表面状态对电化学反应效率有重要影响,在使用之前需进行严格的表面处理。T.E.S.SANTOS等〔32〕研究了化学预处理前后钛基体的微观形貌,发现化学处理后钛基体表面更加粗糙,比表面积增加,有助于后续表面成膜。钛板上的涂层容易脱落,为增加钛基板的黏附性,T.E.S.SANTOS等对钛基板进行一系列预处理,有效增加了涂层与钛基体的结合力。
3.1.3 钛基一元化合物阳极
钛基阳极中常用的一元金属氧化物为RuO2,主要采用涂层氧化法将钌的化合物涂布在处理过的钛板上,再烧结形成RuO2薄膜。T.PÉREZ等〔33〕的研究显示,RuO2涂层在Ti电极表面均匀分布,但略显粗糙,且存在细小裂纹。此外,涂层粒子之间存在非常小的间隙,暴露出Ti基底。裂纹的存在有助于释放氯气,增加活性表面积;但同时也会形成一定缺陷,成为氧扩散和钝化钛基底的通道,从而使钛基体被氧化生成TiO2,导致电极失效,减少电极使用寿命,增加成本。裂纹可作为氯气通道并增加活性比表面积,能够提高阳极效率和性能,但作为氧气通道时会降低电化学性能,提升工业化使用难度。因而,应保持适中的裂缝数量,保持稳定的活性表面。
此外,常用的一元金属氧化物还包括PbO2。PbO2具有强氧化性,在酸性条件下能将Cl-氧化成Cl2,同时PbO2也具有良好的导电性能〔34〕。PbO2主要分为斜方晶系的α型PbO2和金红石系的β型PbO2。α型PbO2的稳定性较高,导电性相对较差,而β型PbO2的催化活性较好,导电性较好。PbO2与Ti的热膨胀系数接近,因此广泛用作钛基涂层材料〔35〕。Ti/PbO2电极处理废水时具有强氧化性和高析氧电位,能使电极产生更高的电流效率,符合工业生产的要求。
3.1.4 钛基多元化合物阳极
钛基多元化合物阳极也是目前的研究方向之一。由于IrO2具有相同的四方金红石结构和相近的晶格常数,可掺杂到RuO2中。多元化合物涂层与基体之间除具有一定机械咬合力外,还需要化学键的结合。IrO2和RuO2混合后经高温烧结与钛基体生成相同的固溶体,使具有搪瓷性质的IrO2和RuO2涂层更牢固地黏在钛基体上。IrO2的析氯电位较低〔36〕,处理循环冷却水中的氯离子时可生成ClO-,有效去除水中的微生物及藻类。此外,为提高钛基氧化物涂层电极的使用寿命,可掺杂Sn、Sb等组成二元或三元的混合金属氧化物电极。郭静如等〔37〕采用热分解法制备了一种新型高效析氯阳极Ti/RuO2-IrO2-SnO2-Sb2O5,活性强、稳定性高;阳极涂层各组分高度融合为固溶体,结构致密,稳定性强。在15 g/L NaCl、电流密度400 A/m2、20℃条件下,Ti/RuO2-IrO2-SnO2-Sb2O5阳极电解的电流效率达到91.55%;在400 A/m2下电极寿命约为20 a。工业生产中除需考虑电极的使用寿命,也要考虑电极材料的成本。Dan ZHI等〔38〕用热分解法制备了Ti/RuO2-IrO2电极和Ti/Ti4O7电极,对不同类型的水进行处理,均获得令人满意的去除效果,但成本差异较大:Ti/Ti4O7电极价格为27.4~28.3$/t,而Ti/RuO2-IrO2电极价格为12.4~13.8$/t,钛基钌铱复合氧化物阳极的价格更低,更适于实际工业应用。
电极的稳定性和催化能力受电极制备条件的直接影响〔39〕。G.O.S.SANTOS等〔40〕开发了一种以CO2激光器为唯一热源,快速有效合成Ti/Ru0.9Ir0.1O2和Ti/Ru0.5Ir0.5O2混合金属氧化物阳极的方法。与常规制备的阳极相比,激光制造的阳极表现出更强的电催化活性和稳定性,且2种化合物的形态更加致密。研究发现常规操作制备的Ti/Ru0.9Ir0.1O2和Ti/Ru0.5Ir0.5O2阳极表面表现为典型的“裂泥”形态,这与煅烧过程中钛基材与金属氧化物膜的膨胀率差异有关;而激光制造的阳极呈现更致密的表面,类似于晶粒-晶粒边界结构,且分布均匀。激光制备电极的使用寿命是常规制备电极的1.2~1.6倍。此外,激光制备速度比常规方法快20倍,能量效率高13倍。在能源紧张、原材料价格上涨的形势下,研发电催化性能好、耐腐蚀、寿命长、成本低的电极材料对于电化学领域生产具有重要意义。
3.2 阴极
3.2.1 阴极材料选择
阴极在循环冷却水电化学处理过程中主要产生高碱度区域,去除水中的钙镁离子〔41〕。阴极材料的类型、表面状态和面积有很大影响〔42〕。理论上,阴极可以采用各种导电材料。但从材料的获得性、加工和成本等方面考虑,工业上更优选不锈钢、铸铁和碳钢作为阴极材料〔24〕。循环冷却水电化学处理系统的水垢沉淀速率和能量消耗很大程度上取决于阴极的性质,即材料类型和表面状态。R.JAOUHARI等〔43〕认为,处理不同水样时,金阴极在水垢沉淀方面表现出最理想的性能,其次是青铜,最后为不锈钢。但金和青铜的资源利用率和经济效率低,不适于工程应用。根据H.KAROUI等〔20〕的观点,与金和碳钢不同,不锈钢能通过升温和较高的阴极电位来提高阴极溶液界面的酸碱度,从而促进氢氧化镁的沉积。
3.2.2 阴极的表面处理
阴极的表面状态同样重要。Huachang JIN等〔44〕比较了3种不同粗糙度的不锈钢(镜面、磨砂和普通)的除垢性能,发现镜面不锈钢的除垢性能最好,水垢沉积速率达到25.5~34.3 g/(m2·h),这是因为镜面阴极因水垢积累而失活的可能性相对较低。可以推断,具有光滑表面的阴极可以高效除垢,且除垢方式很容易,只需对调阴、阳电极就可实现垢层自动清理。实验结果表明,通过极性反转可以有效且快速地分离垢层,这也是循环冷却水电化学处理技术未来应用最有价值的研究方向之一。
除表面光滑外,阴极面积也要尽可能大,以便增加与水的接触面积,增加溶液中Ca2+、Mg2+与阴极接触的几率,有利于CaCO3、Mg(OH)2的沉淀反应〔45〕。D.HASSON等〔23〕开发了新型电化学系统,通过在结晶器中引导沉淀发生,大大增加了水反应面积。Suli ZHI等〔46〕提出了一种新的电化学系统,结合了传统的电絮凝和电化学沉淀过程,通过电絮凝形成的聚合物为电化学沉淀提供沉积表面。J.RINAT等〔42〕用多孔气凝胶碳电极去除水中的CaCO3,并建议在电化学装置中使用具有高表面积的廉价材料。扩大阴极面积可以降低阴极的接水电阻,从而在相同的电流条件下降低设备电压,减少运行能耗。因此,电化学除垢设备的设计应充分优化内部结构,并最大化可用的阴极面积。然而,在反应过程中阴极不可避免地要产生大量氢气,导致阴极板氢脆,危及设备运行安全。
3.3 循环冷却水电化学除垢的影响因素
3.3.1 电流密度
电流密度对水中钙镁离子的去除效率有一定影响,进而影响整个电化学水处理工艺〔47〕。Yifei GUO等〔48〕以Ti4O7为阳极,Ti网为阴极,考察不同电流密度下各项指标的变化情况。结果表明,反应初始阶段(0~10 min),硬度和溶解固体总量(TDS)去除效率与电流密度密切相关,电流密度越大,相应指标越高;但随着反应时间的延长,阴极表面水垢沉积,一定程度上影响了电极效率,因而要及时去除阴极表面的沉积物。6 mA/cm2后,随着电流密度的增加,阴极区产碱反应增强,结垢效率提高;但电流密度过高时,阴极区析氢反应加剧,氢气在阴极壁附近积累和上升,导致阴极壁附近区域处于无序状态,会扰乱Ca2+向阴极区域的定向迁移,破坏阴极区域的垢沉积过程。此外,电流密度不仅直接影响除垢性能,还可影响反应溶液的温度:电流密度大,升温明显。因此,在实际生产过程中要综合考虑反应效率、能耗等因素确定最佳电流密度。
3.3.2 进料液流速
电极处理循环冷却水的效率不仅与电流密度有关,还和进料液的流速有关〔49〕。这些影响因素并不孤立存在,而是共同作用于电极。Yang YU等〔50〕研究了电流密度和进料液流速对电沉积效率、能耗和电流效率的影响。结果表明,电沉积速率依赖于流速和电流密度。在同一电流密度下,随着流速的增加,进料溶液体积增加,水垢析出率增大,能量消耗减少,电流效率增加。流速为20 L/h时,随着电流密度的增加,能量消耗增大,电流效率先下降后达到极限值。
3.3.3 硬度
在循环冷却水处理过程中,不能忽视水体硬度对电极效率的影响。Jiayuan HU等〔41〕研究认为硬度的去除与Ca2+的变化趋势相吻合。尽管CaCO3的沉淀与HCO3
-的关系更为密切,但如果水的硬度极低,阴极/水界面中的Ca2+将受到扩散和传质作用的限制〔51〕。D.HASSON等〔11〕通过实验得出,Ca2+质量浓度增加(从160 mg/L增至610 mg/L)可以改善水垢沉积并降低比能量消耗(8.7 kW·h/kg降至2.2 kW·h/kg)。高电导率的溶液可以降低能耗,而更多的硬度离子能够增加溶液的电导率。然而,不适当的高硬度会导致电化学设备处理能力不足,使水处理效率下降,无法满足生产要求。在实际工业循环水系统中,水的硬度不可控,电极附近的溶液更为复杂,因此在处理循环冷却水时,应优先考虑电化学除垢。
3.3.4 其他离子
在循环冷却水系统中,HCO3-对电化学效率影响很大。由式(13)、式(14)可知,HCO3-含量对钙、镁离子的去除起到决定性作用。循环冷却水系统中存在大量HCO3-时,有利于去除钙离子。但反应(13)需要消耗OH-,不利于反应(15)的进行,减弱对镁离子的去除率,因此调节适当pH具有一定意义。
S.IGNACIO等〔52〕研究了水的组成对电化学去除硬度的效果及固体特征的影响。结果显示,垢层主要有3种形式,即三棱形晶体、灌木状细针和表面粗糙的球状物,不同水环境中阴极形成的垢层形貌大不相同。碱度对固体的形成有一定作用。HCO3-浓度比标准溶液〔47〕高3倍时,结晶更快,针状晶体优先生长,生成细针状的灌木丛形貌;没有HCO3-的情况下,沉淀物只由球体组成。溶液中不存在Mg2+时,Ca2+沉淀为三棱形晶体;溶液中仅有Mg2+时,沉淀物由球状物组成。以上现象表明,溶液中离子的种类、浓度对形成晶体的类型、大小和形态有一定影响。
4 电化学处理技术的实际应用
循环冷却水电化学处理技术在我国工程实践中得到一定程度的应用,取得了可观的处理效果和经济效益。张霄磊〔27〕采用电化学技术处理钢铁企业的循环冷却水,效果显著,循环水中的总硬度、钙硬度、碱度、总磷都有不同程度的降低;观察冷却塔中的藻类情况,3个月后藻类消失。同时其比较了电化学处理技术和化学药剂法处理同等水量、达到同等水质稳定效果时的费用,可知电化学处理技术的设备费用、建设费用、电费、水费、试剂费、管理维护费(共计68.74万元)低于化学药剂法(共计137.4万元)。中国蓝星哈尔滨石化有限公司在循环冷却水系统中运行电化学设备,发现电化学技术处理的水质优于化学药剂法的水质,补水量降低45.28%,浓缩倍数提高86.84%,同时总铁含量减少19.78%,总磷含量减少79.12%,COD减少19.67%〔53〕。某企业循环水保有量为3 000 m3,最大循环水量为7 703 m3/h,每天需要添加缓蚀阻垢剂6桶,每周添加1次灭藻剂;使用电化学处理技术后,浓缩倍数提高,每月节约用水10 000 t,仅化学药剂和换热设备清洗费用就节省33.3万元〔54〕。电化学处理技术在工业循环冷却水系统中可有效达到工业水质需求且大大降低运行成本,在工业生产中具有良好前景。
5 总结与展望
循环冷却水处理对工业生产具有重要意义。与其他方法相比,电化学技术具有处理效果明显、经济效益高等显著优势。电化学处理技术的核心是电极的选择和制备。目前工业循环冷却水电极种类较少,发展新型高效的阴阳极、降低阳极成本、提高电极寿命、探寻合适的阴极除垢再生手段应该是未来的发展方向。另外,从保证除垢效率、便于工程应用等方面考虑,低成本、一次性使用阴极也是未来的研究方向之一。
对于循环冷却水电化学处理装置,目前工业化装置均为非标产品,处理规模较小,且均需通过机械力强力去除电极表面垢层,对电极造成一定损伤。电极极性转变会自动去除电极表面垢层,但除垢效率和电极寿命不符合工业生产的要求。未来工业循环水处理装置可根据工厂需求,结合循环水量、水质等,将标准化处理单元模块进行组装成型,从而适用于不同循环水量的系统。总之,技术性能的提高和应用成本的降低是未来促进电化学循环水处理装置在工程中广泛应用的关键点。
猜你喜欢
天津化工(2022年2期)2022-04-26
蓄电池(2022年1期)2022-02-25
保健与生活(2021年7期)2021-04-19
当代化工(2020年5期)2020-08-25
中国新技术新产品(2020年4期)2020-05-05
小猕猴智力画刊(2019年2期)2019-03-04
童话世界(2018年14期)2018-05-29
科技创新与应用(2017年11期)2017-04-27
黄河黄土黄种人(2017年2期)2017-03-09
科技与创新(2016年15期)2016-09-23